


Fanuc G15 G16 Terminar/Iniciar interpolação de coordenadas polares
G15 Fim da Interpolação de Coordenada Polar
G15 Interpolação de coordenadas polares finais
Programação
G15
G16 Iniciar interpolação de coordenadas polares
G16 Iniciar interpolação de coordenadas polares
Programação
G16
Entre G16 e G15 os pontos podem ser definidos por coordenadas polares.
A seleção do plano no qual as coordenadas polares podem ser programadas ocorre com G17 – G19.
Com o endereço do primeiro eixo se programará o raio,
com o endereço do segundo eixo se programará o ângulo,
ambos relativos ao ponto zero da peça.
Exemplo
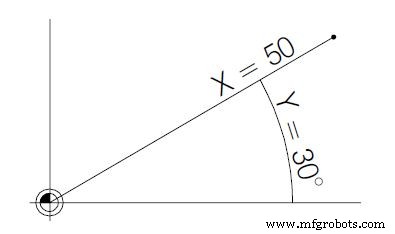
N75 G17 G16 N80 G01 X50 Z30 first axis: radius X=50 second axis: angle Y=30
Máquina cnc
- Projetando para a sustentabilidade:Comece com o fim em mente
- Lista completa de códigos G
- Exemplo de programa de rotação de coordenadas Fanuc G68
- Fanuc G68 Rotação de coordenadas
- Exemplo de Subprograma Fanuc
- Comando Fanuc Dwell G04
- Exemplo de código G02 G de interpolação circular Fanuc
- Códigos de alarme Fanuc 21
- Fanuc G04 Dwell
- Lista de códigos G da Fanuc