


Ciclo de giro Fanuc G71
Ciclo de torneamento Fanuc G71
O ciclo de torneamento G71 é usado para remoção de material bruto de um componente de torno CNC. O ciclo de torneamento G71 facilita o corte de grandes diâmetros. O corte pode ser feito em linha reta simples ou um contorno complexo também pode ser usinado com muita facilidade.
Através do G71, os parâmetros do ciclo de torneamento podem ser controlados pelos maquinistas cnc
- Profundidade de corte.
- Retrair a altura.
- Medida de acabamento no eixo x e no eixo z.
- Avanço de corte do ciclo, velocidade do fuso.
Programação
G71 U... R... G71 P... Q... U... W... F... S...
Parâmetros
Primeiro bloco
| Parâmetro | Descrição |
|---|---|
| U | Profundidade de corte. |
| R | Retrair a altura. |
Segundo bloco
| Parâmetro | Descrição |
|---|---|
| P | Número do bloco inicial do contorno. |
| Q | Número do bloco final do contorno. |
| U | Tolerância de acabamento no eixo x. |
| W | Tolerância de acabamento no eixo z. |
| F | Velocidade de avanço durante o ciclo G71. |
| S | Velocidade do fuso durante o ciclo G71. |
Visão geral do ciclo de giro G71
- O ciclo de torneamento G71 corta todo o contorno repetidamente, que é dado em blocos P Q.
- A profundidade de cada corte pode ser controlada pelo valor U do primeiro bloco.
- O segundo bloco U W são as tolerâncias de acabamento que podem ser fornecidas se você quiser fazer um corte de acabamento com o ciclo de acabamento G70.
- F é o avanço de corte e S é a velocidade do fuso (dada no segundo bloco) que são usados durante o ciclo de torneamento G71.
Nota – Os F e S dados dentro do bloco P Q não serão usados durante o ciclo de torneamento G71, eles são usados com o ciclo de acabamento G70 se chamados posteriormente.
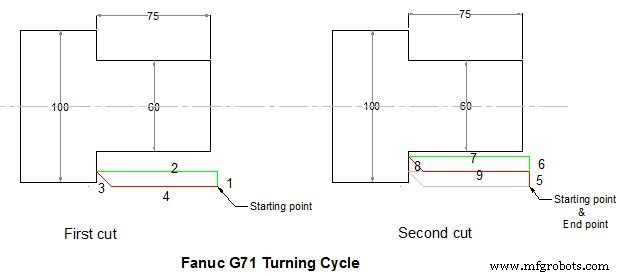
G71 Funcionamento do ciclo de torneamento
N60 G71 U10 R10 N70 G71 P80 Q90 U3 W0 F0.25 N80 G00 X60 N90 G01 Z-75
Quando o ciclo de torneamento G71 é executado, toda a operação será feita na seguinte sequência,
Primeiro corte
1 – A ferramenta se moverá no eixo x U (profundidade de corte) com avanço programado a partir do ponto inicial.
2 – A ferramenta se deslocará com avanço no eixo z (ponto de destino no eixo z é dado em blocos P Q )
3 – A ferramenta retrai rapidamente a quantidade R em ambos os eixos x e z (a 45 graus).
4 – A ferramenta se desloca rapidamente no eixo z para o ponto inicial
Cortes posteriores
5 – A ferramenta move-se rapidamente para a última profundidade de corte.
6 – A ferramenta move-se com avanço no eixo x U profundo (profundidade de corte U do primeiro bloco).
7 – Ferramenta com movimentos de avanço no eixo z (ponto de destino dado em blocos PQ).
8 – A ferramenta retrai rapidamente no eixo x e no eixo z quantidade R (45 graus).
9 – A ferramenta se move rapidamente para o ponto inicial somente no eixo z.
Toda essa sequência de operação continua, até que o ponto de destino no eixo x seja alcançado.
Se a ferramenta de acabamento for fornecida, a ferramenta não fará o diâmetro e o comprimento exatos fornecidos em Blocos P Q, mas deixarão essa margem. Essa margem de acabamento pode ser usinada posteriormente chamando o ciclo de acabamento G70.
Ciclo de Torneamento Fanuc G71
Exemplo Fanuc G71
Aqui está um programa de peça cnc que mostra como o ciclo de torneamento G71 pode ser usado, este é o programa para o desenho dado acima
N50 G00 X106 Z5 M3 S800 N60 G71 U10 R10 N70 G71 P80 Q90 U3 W0 F0.25 N80 G00 X60 N90 G01 Z-75
Neste programa, o ciclo de torneamento G71 continuará repetindo o contorno dado dentro dos blocos P Q mostrados abaixo
N80 G00 X60 N90 G01 Z-75
Esses dois blocos de programa CNC nos dizem que queremos remover material até X60 de profundidade e Z-75 de comprimento.
A profundidade de corte é dada no primeiro bloco U10, a quantidade de retração também é dada R10.
A tolerância de acabamento no eixo x é U3, mas não há tolerância de acabamento dada no eixo z W0.
Ciclo de acabamento G70
Se você programou o ciclo de torneamento G71 com tolerâncias de acabamento, então as tolerâncias de acabamento podem ser removidas com o ciclo de acabamento G70.
O ciclo de acabamento G70 repete todo o contorno da maneira G71, mas em apenas um corte removendo as tolerâncias de acabamento.
Por que usar o ciclo de acabamento G70
Como o material pode ser removido com o ciclo de torneamento G71, mas se você deseja um avanço de corte e velocidade do fuso diferentes para o último corte, é recomendável usar o ciclo de acabamento G70.
Ciclo de acabamento G70, use os valores F e S que são dadas dentro dos blocos programados P Q. (G71 usa valores F S que são fornecidos dentro do segundo bloco G71.)
Exemplo Fanuc G70
N50 G00 X106 Z5 M3 S800 N60 G71 U10 R10 N70 G71 P80 Q90 U3 W0 F0.25 N80 G00 X60 N90 G01 Z-75 F0.15 N100 G00 X200 Z100 N110 G92 S1200 N120 T3 G96 S150 M03 N130 G00 X106 Z5 N140 G70 P80 Q90 N150 G00 X200 Z100 N160 M30
G70 G71 Exemplo

G71 Exemplo de Ciclo de Torneamento Bruto
O0004 G00 X200 Z10 M3 S800 G71 U2 R1 F200 G71 P80 Q120 U0.5 W0.2 N80 G00 X40 S1200 G01 Z-30 F100 X60 W-30 W-20 N120 X100 W-10 G70 P80 Q120 M30
Máquina cnc
- Ciclo de rosqueamento CNC Fanuc G76
- Exemplo de programação CNC com ciclo de torneamento bruto Fanuc G71 e G70
- Ciclo de ranhura CNC Fanuc G75
- Lista de códigos Fanuc G
- Fanuc G70 G71 Exemplo de programa de ciclo de torneamento de desbaste e acabamento
- Ciclo de rosqueamento CNC Fanuc G92
- Ciclo de torneamento G90 Fanuc – código de exemplo de programa CNC
- G71 Ciclo de torneamento bruto Formato de uma linha
- Código de exemplo de ciclo de torneamento bruto G71 – programação de torno CNC
- Lista de códigos G da Fanuc