


Perfuração NCT G81, ciclo de mandrilamento por pontos
O ciclo de perfuração NCT G81 é usado para operações simples de perfuração/perfuração pontual.
Programação
G17 G81 X... Y... Z... R... F.. L... G18 G81 Z... X... Y... R... F... L... G19 G81 Y... Z... X... R... F... L..
Parâmetros
As seguintes definições da tabela X,Y,Z funcionarão para o plano G17, para outros planos, elas serão alteradas como para
plano G18 Z X será a posição do furo e Y será o eixo de furação
plano G19 Y Z será a posição do furo e X será o eixo de perfuração
| Parâmetro | Descrição |
|---|---|
| X | Posição do furo no eixo x. |
| S | Posição do furo no eixo y. |
| Z | Profundidade, a ferramenta se deslocará com avanço até a profundidade Z a partir do plano R. |
| R | Posição do plano R. |
| L | Número de repetições do ciclo (se necessário). |
| F | Avanço. |
Operações
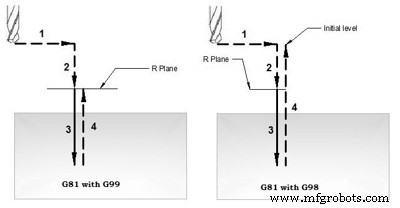
As operações do ciclo G81 são
- Posicionamento de deslocamento rápido no plano selecionado
- Movimento de deslocamento rápido até o ponto R
- Furação até o ponto Z, com avanço F
- Retração
- Se G99, retração para o ponto R, em avanço rápido
- Se G98, retração de deslocamento rápido para o ponto inicial
Exemplos de programação
Programação de uma série de furos
A programação de furos com 10 mm de distância um do outro com o ciclo de furação NCT G81, aqui
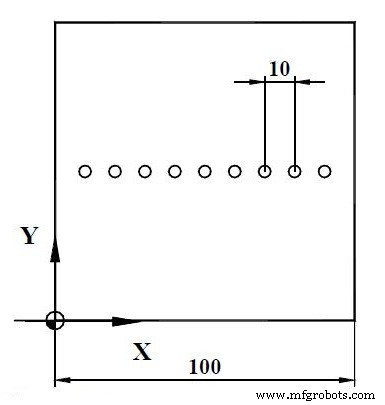
%O7071(7.1) N100 T1 N110 G54 G0 X0 Y50 N120 G43 Z50 H1 N130 S1000 M3 M8 N140 G81 XI10 Y50 R2 Z-10 L9 N150 G80 N160 G0 Z100 N170 M30 %
Exemplo de série de furos de programação
A segunda série de furos é programada como um novo ciclo de furação, onde o tamanho deve ser novamente especificado em incrementos. Como ambos os ciclos incluiriam o furo intermediário, a segunda série deve ser dividida em parte inferior e parte superior.
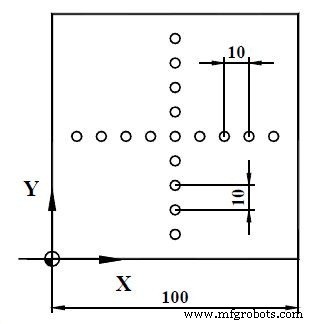
%O7072(7.2) N100 T1 N110 G54 G0 X0 Y50 N120 G43 Z50 H1 N130 S1000 M3 M8 N140 G81 XI10 Y50 R2 Z-10 L9 N150 G80 N160 G0 X50 Y0 N170 G81 X50 YI10 R2 Z-10 L4 N180 G80 N190 G0 X50 Y50 N200 G81 X50 YI10 R2 Z-10 L4 N210 G80 N220 G0 Z100 N230 M30 %
Programação NCT Furação em círculo com G81 Ciclo de furação G16 Coordenada polar
Exemplo de programa CNC Osai Série 10
Máquina cnc
- Ciclo de Perfuração G81 – Repetir Perfuração no Modo Incremental G91 Código de Exemplo
- Ciclo de furação G81 Perfuração profunda G83 com G98 Programa de exemplo G99
- Exemplo de programa de fresagem CNC de ciclo fixo de furação G81
- Exemplo de programa de ciclo de furação CNC G81
- Placa de grade de furação com ciclo de furação G81 – Exemplo de programa CNC
- Perfuração repetida com ciclo de perfuração G81 e programa de exemplo G91
- Faça seu próprio ciclo de perfuração G81 por meio da macro Fanuc e da chamada modal G66
- Ciclo de mandrilamento ECS G85
- ECS G81/3 – Ciclo de perfuração de 3 camadas
- Ciclo de perfuração padrão ECS G81