


Ciclo de rosqueamento Fanuc G84
O ciclo de rosqueamento G84 executa a operação de rosqueamento, o rosqueamento é realizado girando o fuso no sentido horário, quando o fundo do furo é atingido, o fuso é girado na direção reversa para retração. Toda essa operação cria threads.
Sintaxe
G84 X... Y... Z... R... P... F... K...
| Parâmetro | Descrição |
|---|---|
| X | Posição do furo no eixo x. |
| S | Posição do furo no eixo y. |
| Z | Profundidade, tocando do plano R para a profundidade Z. |
| R | Posição do plano R. |
| P | Tempo de espera. |
| K | Número de repetições do ciclo (se necessário). |
| F | Avanço. |
Uma vez dado no programa, o ciclo de rosqueamento G84 é repetido a cada movimento do eixo até que G80 seja dado no programa para finalizar o ciclo de rosqueamento.
Notas
O override da taxa de avanço é ignorado durante o rosqueamento.
A retenção de avanço não para a máquina até que a operação de retorno seja concluída.
Uso
N150 M6 T2 N160 G90 G00 X60 Y28 Z12 S100 M03 N170 G99 G84 X60 Y28 Z-17 P300 R2 F120 N180 G98 Y12 N190 G91 G80 G28 X0 Y0 Z0 M05 N200 M30
Trabalhando
Breve descrição de como funciona o ciclo de rosqueamento G84,
Funcionamento do ciclo de rosqueamento G84
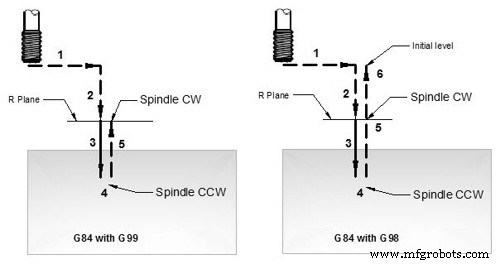
0- CW O comando de rotação do fuso (M03) deve ser dado no programa de usinagem.
1- Deslocamento rápido para a posição X, Y (posição do furo pré-furação).
2- Deslocamento rápido para o plano R .
3- A operação de rosqueamento é feita até a profundidade Z (com avanço de rosqueamento fornecido com G84).
4-1- Pausa pelo tempo especificado com P
4-2- O fuso é girado no sentido antihorário
5- O macho é retraído com o avanço especificado.
No plano R o fuso é girado no sentido horário.
Se G99 for especificado, o macho para este furo termina aqui,
6- se G98 é fornecido no programa e o toque é movido para o nível inicial.
Modos G98 G99
Depois de completar o toque, a altura de retorno pode ser controlada usando G98 ou G99.
G98 Tap retornará ao nível inicial
G99 Tap retornará ao plano R.
G98, G99 podem ser usados várias vezes durante o ciclo de rosqueamento G84.
Perfuração repetida
O ciclo de rosqueamento G84 pode ser repetido várias vezes se o valor K for fornecido.
Para um exemplo de funcionamento, consulte o ciclo de furação G81.
Exemplo de trabalho
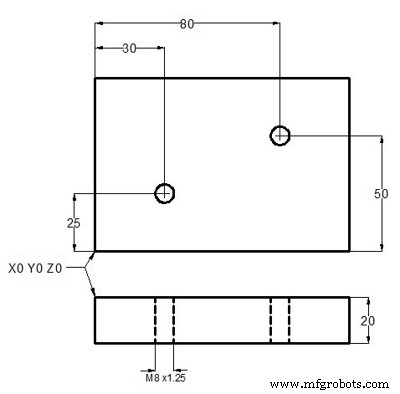
Exemplo de ciclo de rosqueamento G84
N10 T1 M06 N20 G90 G54 G00 X30 Y25 N30 S100 M03 N40 G43 H01 Z5 M08 N50 G84 Z-20 R2 F1.25 N60 X80 Y50 N70 G80 G00 Z100 M09 N80 M30
Máquina cnc
- Ciclo de rosqueamento CNC Fanuc G76
- Exemplo de programa CNC de ciclo de canal Fanuc G75
- Rosqueamento cônico com ciclo de rosqueamento Fanuc G76
- Ciclo de ranhura CNC Fanuc G75
- Ciclo de repetição do padrão CNC Fanuc G73
- Lista de códigos Fanuc G
- Ciclo de rosqueamento CNC Fanuc G92
- Fanuc G75 Ciclo de ranhura Formato de uma linha
- Lista de códigos G da Fanuc
- Ciclo de rosqueamento ECS G84