


Elimine defeitos nas faixas de borda de PVC com otimização especializada da máquina
Ao operar uma coladora de bordas, dois dos problemas de qualidade mais comuns – bordas descascadas e linhas grossas de cola – podem prejudicar rapidamente a integridade dos produtos acabados. Esses defeitos normalmente surgem quando as configurações da máquina não estão sincronizadas com as características do adesivo. Este guia explica cinco problemas frequentes de cola, compara adesivos EVA e PUR e fornece soluções práticas de ajuste de máquina para restaurar faixas de borda perfeitas.
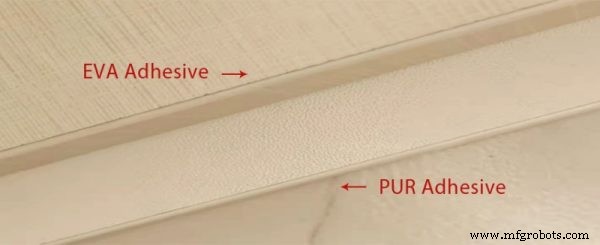
1. Cola para bandas de borda EVA vs. PUR
Os adesivos termofusíveis são a espinha dorsal das fitas de borda de PVC. EVA (etileno‑acetato de vinil) e PUR (poliuretano) são as opções mais utilizadas na indústria.

Abaixo está uma comparação concisa dos principais atributos:
Recurso Cola EVA Cola PUR O que é melhor Força de ligação BomMuito fortePURResistência ao calor MédioAltoPURResistência à umidade MédioAltoPURVisibilidade da linha de cola Mais visívelMínimo(linha de cola zero)PURCusto LowerHigherEVAReparabilidade Resfriamento físico; pode ser refundido. Cura química; irreversívelEVARequisito da máquina Máquinas padrãoPUR edge banderEVAAplicação Móveis padrão (armários, guarda-roupas), produção em massa Móveis de alta qualidade (cozinhas, banheiros), climas úmidos/quentes Depende do caso de uso
2. Cinco problemas comuns de cola e soluções de máquinas
Bordas descascadas, linhas de cola visíveis, ligações fracas, delaminação induzida pelo calor e danos causados pela umidade são sintomas de configurações inadequadas da máquina ou escolha inadequada do adesivo. As seções a seguir detalham cada problema, sua causa raiz e como corrigi-lo por meio de ajustes precisos na máquina.
2.1 Remoção da faixa de borda
Por que isso acontece: Uma ligação adesiva fraca causada por temperatura insuficiente ou painéis contaminados.
Correções de máquina:
- Estabilizar a temperatura do pote de cola: Mantenha o EVA entre 170 e 200 °C ou o PUR entre 110 e 130 °C. O calor consistente garante um fluxo suave e uma distribuição uniforme.
- Limpar bordas do painel: Use sopradores de pó ou uma fresa para expor uma superfície plana e livre de poeira. Poeira ou umidade residual enfraquecem a adesão.
- Umidade do painel de controle: Ative a unidade de pré-aquecimento para secar a umidade da superfície antes de colar.
2.2 Linhas de colagem visíveis
Por que isso acontece: Aplicação excessiva ou pressão irregular do rolo, especialmente perceptível em painéis de cores claras ou de alto brilho.
Correções de máquina:
- Reduzir a espessura da cola: Alvo 80–120g/m² para EVA ou 60–90g/m² para PUR. Uma cobertura adequada sem excesso evita esfolamentos e resíduos.
- Ajustar a pressão do rolo: Calibre para 4–6bar (EVA) ou 5–7bar (PUR) para remover o excesso de adesivo enquanto mantém contato total.
- Foco em painéis de alta visibilidade: Aplique um exame mais minucioso nas placas de luz onde as linhas de cola se destacam.

2.3 Fraca resistência de adesão e pré-cura
Por que isso acontece: Velocidades lentas de alimentação permitem que a cola quente esfrie e endureça antes do contato.
Correções de máquina:
- Aumentar a velocidade do transportador: Execute a 12–23 m/min para manter a cola em sua janela de aderência ideal.
- Corresponder à temperatura ambiente: Alinhe a velocidade do transportador com as condições da oficina para evitar a cura prematura.
2.4 Delaminação de borda em clima quente
Por que o EVA falha: As temperaturas elevadas amolecem o EVA, reduzindo a resistência da ligação e fazendo com que as bordas do PVC se levantem.
Correções de máquina:
- Mudar para cola PUR: A química reticulada do PUR resiste às altas temperaturas do verão.
- Use um sistema de fusão selado: As bandas de borda PUR especializadas evitam a interação ar-umidade antes da aplicação.
2.5 Danos causados pela água e inchaço nas bordas
Por que isso acontece: Camadas de cola espessas ou porosas permitem que a umidade penetre na madeira, causando inchaço.
Correções de máquina:
- Use PUR para cozinhas e banheiros: A barreira à prova d'água do PUR bloqueia a entrada de umidade.
- Ativar pré-aquecedor: Seque a superfície da placa antes de colar para uma ligação mais forte.
- Atualize para o sistema Dual‑Glue‑Pot: Máquinas como a coladeira de borda PUR automática E‑70JDSR permitem alternar entre EVA e PUR sob demanda.

3. Referência rápida:tabela de parâmetros e perguntas frequentes
3.1 Configurações recomendadas da máquina
Os valores ideais variam de acordo com a máquina, o tipo de painel e as metas de produção. Use a tabela abaixo como base.
Configuração da máquina Função Referência EVA Referência PUR Dica do operador Temperatura do pote de cola Controla o fluxo de cola170–200°C110–130°C (pré-derreter)Mantém a temperatura estável; grandes flutuações degradam a qualidade da ligação.Aplicação de cola Controla a cobertura e a espessura80–120 g/m²60–90 g/m²PUR geralmente requer uma camada mais fina para bordas mais limpas.Pressão do rolo de pressão Garante contato4–6 bar5–7 barAumenta a pressão para PVC espesso ou painéis de alto brilho.Velocidade de alimentação Controla a janela de colagem 12–23 m/min 10–23 m/min Combine a velocidade com o adesivo, o material do painel e a espessura da borda.
3.2 Perguntas frequentes
Q1. Como ajusto a folga do rolo de cola?
Comece com a folga padrão da máquina e, em seguida, ajuste-a gradativamente até obter cobertura total da borda sem compressão excessiva.
Q2. Qual cola combina com bordas de MDF, PET ou acrílico?
Bordas de MDF: Utilize EVA para móveis padrão; mude para PUR em cozinhas e banheiros para evitar inchaço. Bordas de PET e acrílico: Estas superfícies lisas requerem PUR; certifique-se de que sua máquina tenha uma unidade de raspagem plana para evitar arranhões no brilho.

3º trimestre. Como manter um sistema PUR?
Lave com um limpador compatível enquanto estiver quente, remova os resíduos endurecidos e mantenha a umidade afastada. A limpeza regular evita entupimentos.
Quarto trimestre. Como testar a força de adesão?
Realize um teste de descascamento a 90° ou um teste de tração. Uma ligação forte puxa as fibras de madeira do painel; se a superfície permanecer limpa, a ligação falhou.
Q5. Melhores métodos para bordas com linha zero de cola?
Equilibre a quantidade de cola, a temperatura, a pressão do rolo e a velocidade de alimentação. O PUR é ideal para bordas contínuas em painéis claros ou de alto brilho.
Q6. Por que as bordas de PVC levantam em condições quentes ou úmidas?
O calor suaviza o EVA, enquanto a umidade enfraquece a ligação. Nesses ambientes, mude para PUR para obter adesão superior.
4. Conclusão
A colagem eficaz de bordas de PVC depende da seleção do adesivo correto, da calibração das configurações da máquina e da manutenção dos painéis limpos. Ao adaptar seu processo às propriedades da cola e ao ambiente de produção, você pode eliminar descascamento, linhas de cola visíveis e defeitos induzidos por umidade. Se você está considerando uma transição de EVA para PUR, invista em uma máquina com controle de temperatura estável e um sistema de cola selado para uma operação sem complicações.
Continue lendo com estas postagens recomendadas:
- PVC vs ABS Edge Banding – Qual você deve escolher?
- Como as fábricas de móveis usam compensado de borda com eficiência
- 8 maneiras de ganhar dinheiro com uma máquina de enfaixar bordas
As 10 principais máquinas de limpeza a laser no Reino Unido – Guia do especialista 2026
Código G vs Código M:Principais diferenças que todo comprador de CNC deve saber
Máquina cnc
- Feliz Natal e Feliz Ano Novo da BDE Inc.
- Máquina roteadora CNC 1825 personalizada entregue na Colômbia
- Mazak Integrex 100-4S:Ferramentas e fusos de última geração para precisão CNC superior
- Guia passo a passo para copiar e excluir arquivos no NK105 G2
- Serra ponte CNC de 5 eixos Blue Elephant – Corte de precisão para lajes de pedra de 30 mm
- O que você precisa saber sobre usinagem CNC e engenharia de precisão para ligas
- Tentativa e erro do maquinista CNC:realidade infeliz
- Descrição do trabalho do configurador CNC
- Guia passo a passo para mover o eixo na máquina CNC NK105G2
- Heidenhain TNC 426 Conversational M Codes – EMCO WinNC