


Gerenciando a deformação retardada em peças plásticas fresadas CNC:causas, diagnóstico e prevenção
Fica bem após a usinagem, depois muda mais tarde

Ao contrário dos metais, os plásticos não são inerentemente rígidos ou dimensionalmente estáveis. Eles exibem uma resposta clara e dependente do tempo que pode se manifestar muito depois da usinagem.
Durante o corte CNC, uma peça pode permanecer em um estado de equilíbrio temporário:
- Durante o corte, o acessório mantém o material no lugar.
- Quando a usinagem termina, a restrição externa é liberada.
- Com o tempo, as tensões internas começam a se redistribuir.
Como resultado, a peça pode deformar-se gradualmente por si só, mesmo na ausência de forças externas.
Essa mudança dimensional normalmente aparece de três formas:
- Deformação
- Retração ou expansão dimensional
- Deformação por torção local
Por que a deformação aparece mais tarde?
As peças plásticas geralmente mantêm sua forma inicial após a usinagem, apenas para mudar nas horas ou dias seguintes.
1. Liberação de estresse residual
A tensão residual tem origem em duas fontes principais:o próprio histórico de fabricação do material (por exemplo, moldagem por injeção ou extrusão) e o próprio processo de usinagem, que introduz pressão na ferramenta e tensão superficial induzida por fricção.
Durante o corte CNC:
- O material é removido localmente.
- O equilíbrio original do estresse é perturbado.
- As estruturas internas perdem suas restrições.
No entanto, a tensão restante não entra em colapso imediatamente. Em vez disso, o material passa por um processo de relaxamento de tensão onde as cadeias moleculares se movem lentamente e se reorganizam em direção a um novo equilíbrio ao longo de várias horas ou dias. Os resultados típicos incluem empenamento, torção ou desvio dimensional local.
2. “Efeito Memória” da Cadeia Molecular
Os polímeros são moléculas de cadeia longa. O corte CNC de alta velocidade pode esticar, orientar ou quebrar parcialmente as correntes perto da superfície usinada, de forma semelhante ao estiramento de uma mola. Imediatamente após a usinagem, essas cadeias não responderam totalmente, então a peça mantém temporariamente sua forma. Com o tempo e com as flutuações de temperatura, as correntes retornam gradualmente ao seu estado original enrolado, causando encolhimento ou deformação.
3. Efeitos posteriores da expansão térmica
Mesmo com resfriamento adequado, a zona de corte pode atingir temperaturas próximas ao ponto de fusão do POM ou à transição vítrea do PMMA. A distribuição de temperatura da peça costuma ser irregular logo após a usinagem. Quando ele esfria completamente até a temperatura ambiente – às vezes demorando várias horas – podem ocorrer alterações dimensionais, especialmente em peças de paredes espessas onde o calor se dissipa mais lentamente.
4. Absorção de umidade causando alterações de volume
Plásticos higroscópicos como o PA absorvem a umidade do ar. Após a usinagem, a umidade penetra gradativamente no material, alterando o espaçamento molecular e expandindo levemente a peça. A absorção desigual – rápida na superfície, mais lenta no interior – cria deformação diferencial que pode eventualmente levar à deformação.
5. Liberação de tensões de usinagem e fixação
Durante a usinagem, as peças são fixadas com força significativa. A restrição do acessório pode mascarar a deformação real e o corte pode introduzir tensão residual adicional. Depois que a peça é removida, a tensão é redistribuída, a estrutura se recupera e as dimensões mudam. Peças de paredes finas e grandes estruturas planas são particularmente vulneráveis.
Soluções:Como controlar a deformação retardada?
O objetivo não é eliminar totalmente a deformação, mas gerenciar o caminho e a taxa de liberação de tensão.
1. Escolha materiais de baixa tensão ou classes estabilizadas
Priorize materiais com tensões internas mínimas ou que tenham passado por tratamentos de estabilização, como:
- POM recozido
- PA estabilizado
- Notas de PC com baixo estresse
A estabilidade inerente do material determina em grande parte o limite superior da deformação potencial.
2. Utilize usinagem simétrica passo a passo
Evite retirar grande quantidade de material apenas de um lado. Em vez disso, utilize usinagem balanceada em ambos os lados, remoção de material camada por camada e evite perda repentina de rigidez geral. Essas abordagens reduzem a liberação abrupta de estresse.
3. Reserve tempo para estabilização da tensão após usinagem em desbaste
Após o corte bruto, deixe a peça repousar em temperatura ambiente por 12–24 horas antes de realizar as operações de acabamento. Esta etapa pode reduzir significativamente o desvio dimensional após a entrega.
4. Controle o calor de corte e o estresse de usinagem
Otimize os parâmetros:
- Usando altas velocidades do fuso com profundidades de corte rasas.
- Evitando ferramentas maçantes.
- Monitorar e limitar o aumento da temperatura de corte.
Estas medidas minimizam a tensão secundária introduzida durante a usinagem.
5. Gerenciar umidade para materiais higroscópicos
Para PA e plásticos similares:
- Armazene as peças em local com umidade controlada.
- Condicione a umidade, se necessário.
- Evite expor peças recém-usinadas a ambientes com alta umidade.
O controle adequado da umidade pode melhorar muito a estabilidade dimensional.
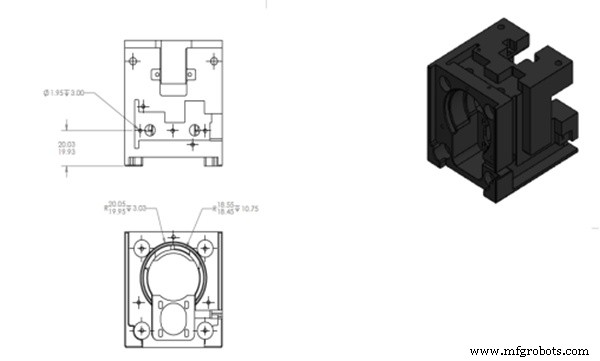
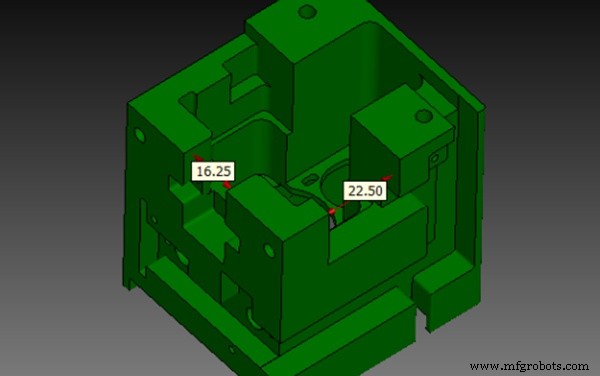
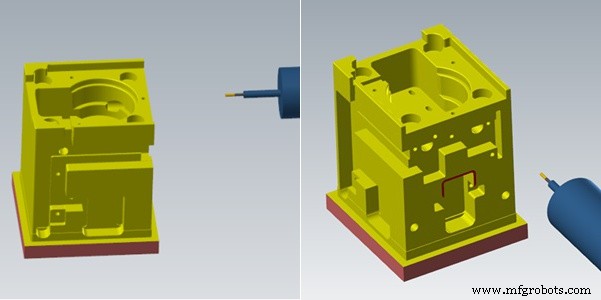
Estudo de caso:Deformação retardada em um componente estrutural POM
Uma peça estrutural para equipamento automatizado exigia tolerâncias rigorosas:
- Material:POM preto
- Tamanho:66×66×72mm
- Tolerância:ISO2768‑MK
- Características:Superfícies planas com cavidades profundas e posicionamento de vários furos.
- Aplicação:Posicionamento de montagem de precisão.
Situação inicial
A inspeção pós-usinagem imediata revelou:
- Planicidade atendeu aos requisitos.
- Precisão da posição do furo dentro da tolerância.
- Sem anormalidades no parto.
No entanto, após 24 horas:
- A estrutura de abertura encolheu 0,2 mm para dentro.
- Alinhamento do furo desviado durante a montagem.
- A consistência do lote ficou instável.
Tentativas iniciais (ineficazes)
A equipe de engenharia primeiro suspeitou de problemas com ferramentas e tentou:
- Substituição de ferramentas de corte.
- Reduzindo a taxa de avanço.
- Aumentar passes de finalização.
Apesar destes ajustes, a deformação persistiu após 24 horas.
Análise de causa raiz
Revisão adicional descoberta:
- Tensões internas residuais na matéria-prima.
- Remoção de material grande apenas de um lado.
- Deformação ocultada pela fixação do acessório durante a usinagem.
Com efeito, a usinagem restringiu apenas temporariamente a deformação, em vez de eliminar a tensão.
Estratégia final de otimização
Mudanças no processo incluíram:
- Mudar para usinagem frente e verso passo a passo.
- Permitir um descanso de 24 horas após a usinagem de desbaste.
- Usar profundidades de corte rasas durante o acabamento.
- Adicionando um período final de estabilização antes da inspeção.
A inspeção final foi realizada somente após a peça ter estabilizado em um ambiente com temperatura e umidade controladas.
Resultados Finais
Resultados pós-otimização:
- Deformação retardada quase eliminada.
- O nivelamento permaneceu dentro de 0,1 mm.
- A consistência do lote melhorou significativamente.
Conclusão
A deformação retardada em peças plásticas usinadas em CNC é fundamentalmente um processo de relaxamento de tensão dependente do tempo, e não um problema de precisão de usinagem. A mitigação mais eficaz combina:
- Seleção cuidadosa de materiais.
- Estratégia de usinagem otimizada.
- Tempo controlado de liberação de estresse.
O objetivo é permitir a liberação de tensões antes do acabamento final ou inspeção, evitando alterações dimensionais após a entrega.
WayKen oferece serviços profissionais de usinagem CNC de plástico para componentes de precisão com geometrias complexas e tolerâncias restritas. Através de processos otimizados, estratégias de controle de tensão e rigorosa inspeção de qualidade, ajudamos a melhorar a estabilidade dimensional e a reduzir o risco de deformação retardada.
Guia para fabricação de precisão:processos, benefícios e aplicações
Reduzindo a complexidade da usinagem CNC:principais desafios e estratégias de otimização comprovadas
Máquina cnc
- Roteadores CNC vs. Fresas CNC:Principais diferenças explicadas
- Máquinas de gravação a laser:análise de custos, vantagens e oportunidades de negócios
- Máquinas roteadoras CNC:o que são e por que são importantes
- Dominando a montagem de máquinas CNC:um método passo a passo comprovado
- Conjunto de máquina CNC rotativa Blue Elephant 1325ATC para envio ao Peru
- CNC de conversação:importação de modelo sólido 3D 3 eixos e 5 eixos
- Usinagem rotativa passo a passo no CNC LNC MW5800A
- Matemática da Oficina de Máquinas - Fórmulas e Estratégias Comuns
- Bloco de programa CNC
- Máquina de corte de madeira de 4 eixos ELECNC2130 enviada para o Catar