


Reduzindo a complexidade da usinagem CNC:principais desafios e estratégias de otimização comprovadas
Estruturas e ranhuras profundas e estreitas com espaços apertados
Peças como dissipadores de calor e corpos de válvulas geralmente apresentam ranhuras profundas e estreitas e nervuras de paredes finas densamente compactadas para reduzir o peso e aumentar a dissipação de calor. Na usinagem CNC, esses recursos apresentam vários problemas críticos:
- As fresas de borda longa são necessárias para canais profundos. Quando o balanço da ferramenta excede seu diâmetro, podem ocorrer deflexões elásticas e vibrações, levando a imprecisões dimensionais e defeitos superficiais.
- O espaço limitado em canais estreitos dificulta o escoamento dos cavacos, aumentando o risco de congestionamento de cavacos e quebra da ferramenta.
- A penetração do líquido refrigerante em áreas profundas e apertadas é difícil, causando acúmulo de calor que deforma a peça e compromete a precisão.

Técnicas de otimização
- Durante o projeto, alargue as ranhuras ou reduza a profundidade para que a relação diâmetro/profundidade da ferramenta permaneça dentro dos limites aceitáveis.
- Use ferramentas de alta rigidez e diâmetro pequeno ou fresas de borda longa combinadas com suportes de fixação firmes.
- Aumente o fluxo do líquido refrigerante ou incorpore canais de evacuação de cavacos.
- Se o redesenho não for possível, adote uma abordagem de usinagem em etapas:a usinagem de desbaste remove o material a granel, seguida pela usinagem de acabamento para atingir as tolerâncias finais.
Estruturas com raios pequenos e folga incompleta nos cantos
Os raios dos cantos internos que são muito pequenos geralmente necessitam de EDM ou acabamento manual. Os principais desafios são:
- Limites de diâmetro da ferramenta :cantos com raios pequenos requerem ferramentas minúsculas, mas cavidades profundas exigem ferramentas longas cujo diâmetro mínimo é limitado pela rigidez.
- Resíduo do caminho da ferramenta :Se o raio da ferramenta exceder o raio do canto especificado, o material permanecerá, criando um “nó morto”.
- Etapas adicionais do processo :Cantos não desobstruídos requerem EDM, adicionando erros de fixação e tempo de ciclo.
Técnicas de otimização
- Aumente o raio interno onde o projeto permitir, permitindo uma única passagem de usinagem com ferramentas padrão.
- Aplique padrões de alimentação de arco helicoidal ou circular nos cantos para evitar mudanças repentinas de direção que induzam vibração.
- Reprojete áreas problemáticas em cantos externos ou adicione entalhes de processo para simplificar a usinagem.
Estruturas de paredes finas
As peças de paredes finas são leves, mas suscetíveis a deformação e vibração sob forças de corte:
- Fraca rigidez :Paredes finas carecem de rigidez, levando à deformação elástica durante a usinagem.
- Desafios de fixação :Força de fixação excessiva deforma a peça; força insuficiente leva a um posicionamento instável.
- Risco de ressonância :Baixas frequências naturais podem corresponder às frequências de corte, degradando a qualidade da superfície.

Técnicas de otimização
- Adicione nervuras ou suportes temporários durante o projeto e remova-os após a usinagem.
- Use suportes auxiliares, como ventosas a vácuo ou enchimentos de liga de baixo ponto de fusão.
- Desbaste e acabamento separados; durante o acabamento, use cortes leves, altas velocidades do fuso e taxas de avanço rápidas.
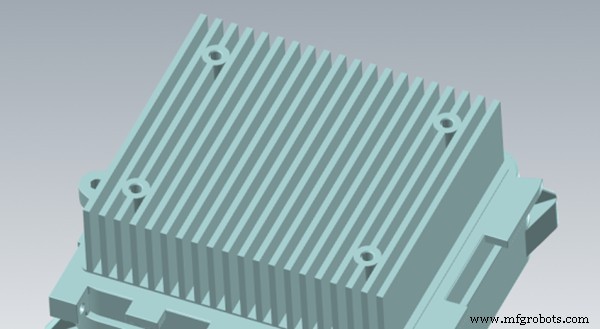
Estudo de caso:Otimização de usinagem da carcaça do dissipador de calor de um caminhão elétrico
A caixa do dissipador de calor, feita de alumínio ADC12 e medindo 159×135×67mm, apresenta uma estrutura de aletas densa com ranhuras profundas para dissipar o calor do trem de força. A análise inicial revelou vários gargalos:
Desafios de usinagem relacionados ao projeto
1. Ranhuras profundas e estreitas irracionais
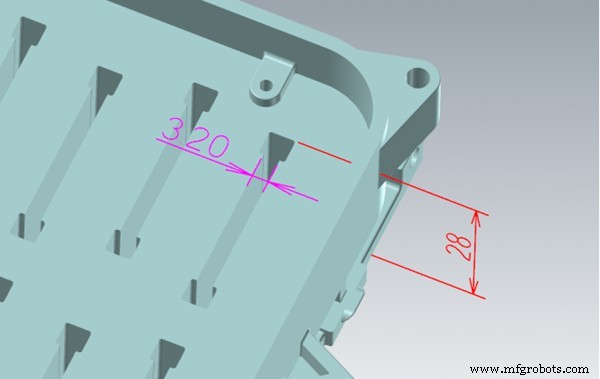
A largura do canal de 3,2 mm e a profundidade de 28 mm exigiam uma fresa de canal longo de 3 mm com balanço>29 mm, resultando em baixa rigidez, alto risco de quebra da ferramenta, tempo de ciclo prolongado e dificuldade em alcançar Ra1.6.
2. Raio de canto extremamente pequeno
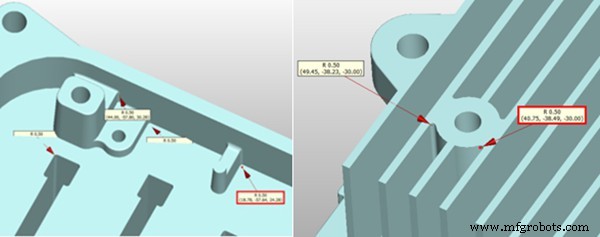
A profundidade da cavidade de 28 mm exigia uma fresa de 3 mm, mas seu raio R1,5 não conseguia usinar os cantos R0,5 do projeto, deixando material que precisaria de limpeza por EDM.
3. Espessura fina da parede local
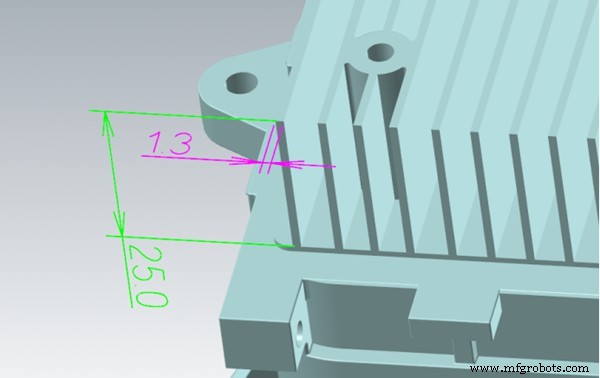
Aletas com apenas 1,2 mm de espessura e 25 mm de altura eram propensas a vibrações e deflexões durante o fresamento, comprometendo a estabilidade dimensional.
Plano e resultados de usinagem otimizados
1. Design de ranhura escalonada
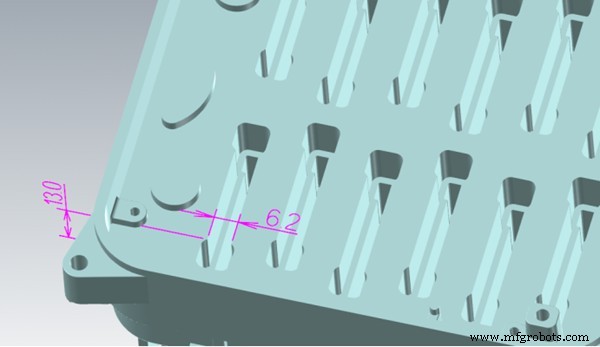
A ranhura de 28 mm foi dividida:os 15 mm inferiores mantiveram uma largura de 3 mm; os 13 mm superiores aumentaram para 6,2 mm. Primeiro, um cortador de 6 mm usina a seção superior e, em seguida, um cortador de 3 mm lida com a parte profunda. Cada ferramenta opera dentro de uma relação comprimento/diâmetro segura, permitindo um aumento de três vezes nos parâmetros de corte. O tempo total do ciclo caiu de 2,8h para 1,1h e o custo do ferramental caiu 60%.
2. Raios de canto ampliados para eliminar EDM
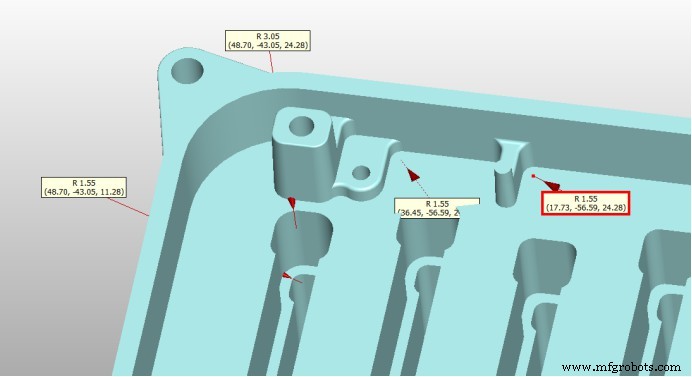
Aumentar o raio do fundo da cavidade para R1,55 e o canto escalonado para R3 permitiu a usinagem direta com fresas de topo plano de 3 mm e 6 mm, eliminando a etapa de EDM e melhorando a consistência dimensional.
3. Paredes Finas Espessadas
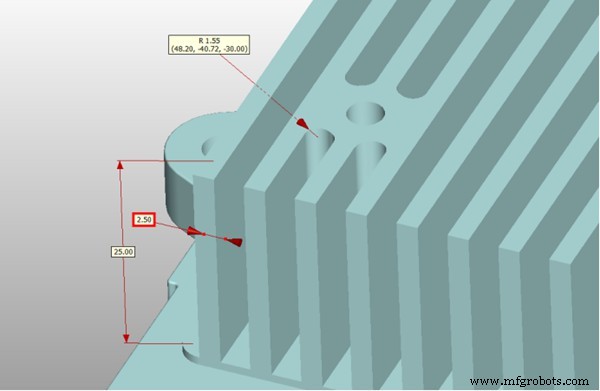
A espessura da parede foi aumentada de 1,3 mm para 2,5 mm, suprimindo a deflexão e alcançando tolerância de ±0,05 mm.
Comparação de desempenho de usinagem
| Item | Antes | Depois | Melhoria |
|---|---|---|---|
| Tempo de usinagem de peça única | 6h50 | 3,2h | Redução de 51% |
| Consumo de ferramentas | 8–10 ferramentas/peça | 4–6 ferramentas/peça | Redução de 40% |
| Processo EDM | Retido | Eliminado | 2,5h economizadas |
| Rugosidade da superfície | Ra1.6–3.2 | Ra0,8–1,2 | Melhoria significativa |
Recomendações de otimização de fabricação
- Avaliação de acessibilidade de ferramentas :Mantenha a profundidade da ranhura abaixo de cinco vezes o diâmetro da ferramenta para evitar balanço excessivo.
- Seleção do raio do filete :projete cantos internos com raios que correspondam aos tamanhos de ferramenta padrão para eliminar EDM ou acabamento manual.
- Ajuste da estrutura das aletas :Sempre que possível, substitua ranhuras profundas bem espaçadas por configurações escalonadas e aumente a espessura da parede ou reduza o número de aletas para melhorar a rigidez e a viabilidade de usinagem.
Com ampla experiência em geometrias complexas e tolerâncias restritas, a WayKen oferece soluções de usinagem CNC que integram feedback DFM e estratégias avançadas. Nossa abordagem reduz os tempos de ciclo, os custos de ferramentas e as taxas de refugo, ao mesmo tempo que garante peças consistentes e de alta qualidade.
Os projetos mecânicos modernos dependem cada vez mais de estruturas complexas. Ignorar as limitações da usinagem CNC pode levar a dificuldades de processamento, custos excessivos e desperdício. Ao abordar problemas de acessibilidade da ferramenta, vibração de paredes finas, evacuação de cavacos e raio de canto no início do projeto, apenas pequenos ajustes podem gerar grandes melhorias na capacidade de fabricação e na eficiência de custos.
Gerenciando a deformação retardada em peças plásticas fresadas CNC:causas, diagnóstico e prevenção
Usinagem Fresamento-Torneamento:A solução avançada para peças usinadas em CNC
Máquina cnc
- Subprogramação Fanuc
- Aproveite a compra de sua máquina com o operador CNC certo
- Fluxo de trabalho CNC para moinho de alta velocidade DATRON neo
- Manufatura verde:meio ambiente duradouro e benefícios da loja
- Fatores que afetam o custo de usinagem CNC
- Para que serve o botão NC START usado no painel de controle CNC
- Aço inoxidável 304 vs 316:escolhendo o grau certo para o seu projeto
- Quão bem você entende de precisão, tolerâncias e precisão de usinagem CNC?
- Osai DGS (DCG) – Desativar comando de escala gráfica
- Como Encontrar uma Máquina CNC Usada