


Códigos T simplificam o processo de confirmação do comprimento da ferramenta
A compensação do comprimento da ferramenta simplifica a programação e melhora a usinagem de teste e o dimensionamento durante as configurações e execuções de produção. Também torna possível montar e medir comprimentos de ferramentas de corte usando um dispositivo de medição de comprimento de ferramentas offline.
Embora a compensação do comprimento da ferramenta seja um bom recurso, ela apresenta algumas desvantagens.
Quais são as desvantagens da compensação do comprimento da ferramenta?
1) A ferramenta de corte deve ser rígida o suficiente para usinar usando as condições de corte programadas e 2) a ferramenta de corte deve ser longa o suficiente para atingir a superfície usinada mais profunda sem ser tão longa que colida com uma obstrução durante as trocas de ferramenta.
Em algumas empresas, os programadores especificam os componentes para a montagem das ferramentas de corte juntamente com uma faixa de comprimentos aceitáveis.
Muitas empresas, no entanto, especificam apenas o nome e o tamanho da ferramenta, deixando para o responsável pela configuração determinar como montar as ferramentas de corte. O pessoal de configuração pode não saber com certeza se cada ferramenta terá rigidez adequada ou se seu comprimento está dentro de uma faixa aceitável.
Embora possam não garantir a rigidez, as macros personalizadas podem resolver a questão da faixa de comprimento da ferramenta de corte.
Configuração básica de macro
A técnica aqui é especialmente útil para máquinas com deslocamento limitado do eixo Z, como pequenos centros de usinagem verticais e muitos centros de usinagem horizontais. Estamos a utilizar as variáveis do sistema de macros personalizadas da FANUC para aceder a dados relacionados com a compensação, e o nosso exemplo também assume que a máquina tem o conjunto padrão da FANUC de seis compensações de fixação e o utilizador planeia definir o comprimento da ferramenta de corte como o valor de compensação da compensação do comprimento da ferramenta.
As variáveis da série #2200 fornecem acesso aos deslocamentos da geometria do comprimento da ferramenta. Aqueles da série #5200 fornecem acesso a deslocamentos de fixação. Além disso, nosso exemplo “segunda referência” aos valores de variáveis de sistema relacionados. Nossos valores de comprimento da ferramenta de teste são:
#149=4,0
#2=#[2200+#149] (Comprimento atual da ferramenta)
Com a variável comum #149 definida como 4.0, a expressão 2200+#149 renderiza 2204. O sinal de libra (#) fora dos colchetes torna esta variável de sistema #2204, que acessa o valor do deslocamento geométrico do comprimento da ferramenta número quatro. Técnicas semelhantes são usadas para acessar o valor do registro Z de deslocamento de fixação atualmente instalado. Também estamos usando a variável de sistema #4014 para acessar o valor de compensação de fixação atualmente instalado (54-59).
Considere a ilustração.
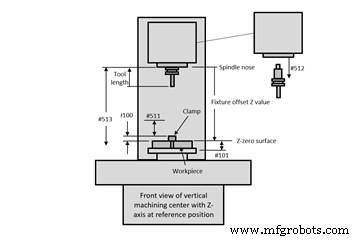
Os dados de entrada vêm de deslocamentos, de constantes do sistema (variáveis comuns permanentes da série #500) e de valores especificados no programa. Os deslocamentos incluem valores Z de deslocamento de fixação e comprimentos de ferramenta inseridos nos deslocamentos de geometria de compensação de comprimento de ferramenta.
Os usuários só precisarão inserir as seguintes constantes do sistema uma vez:
#511:Espaço para fazer uma troca de ferramenta.
#512:Quantidade de retirada do trocador de ferramentas (consulte a documentação do fabricante da máquina).
#513:Deslocamento do eixo Z (consulte a documentação do fabricante da máquina).
Estes valores correspondem ao programa CNC:
#100:Distância entre a superfície Z-zero até a obstrução mais alta (como um grampo).
#101:Distância entre a superfície Z-zero e a maior profundidade. Este valor pode ser especificado antes de cada troca de ferramenta.
Esta técnica opera a partir de um programa de código T definido pelo usuário. Depois de definir um parâmetro (#6001, bit 5 para CNCs FANUC mais recentes) em 1, sempre que o CNC vir um código T, armazenará o valor T na variável comum #149 e executará o programa O9000.
Existem dois estilos comuns de sistemas de troca automática de ferramentas.
Quais são os estilos comuns de sistemas de troca automática de ferramentas?
Com um, o código T por si só completa a troca de ferramenta. Com o outro, o código T apenas gira o carrossel de ferramentas, trazendo a ferramenta para a estação de prontidão enquanto um comando M06 altera as ferramentas. O programa de exemplo a seguir deve funcionar bem para ambos, embora os usuários possam ter que separar o código T e o M06 em dois comandos para que o programa seja executado corretamente.
Programas de amostra
Aqui estão os programas. O programa principal (O6001) é abreviado para mostrar apenas os comandos relacionados:
O6001 (programa principal)
G54 (Selecione o deslocamento de fixação)
#100=2.0 (Altura do recurso/obstrução mais alto da superfície Z-zero do deslocamento do acessório)
#101=2.5 (Profundidade de usinagem mais profunda para a ferramenta 4)
(.)
(Comandos de inicialização do programa)
(.)
T04 (Chama o programa O9000, a macro personalizada de código T definida pelo usuário)
M06 (A troca de ferramenta ocorrerá se a ferramenta estiver dentro da faixa)
(.)
(Usinagem com estação de ferramentas 4)
(.)
#101=1.0 (profundidade de usinagem mais profunda para a ferramenta 5)
(Comandos de inicialização da ferramenta)
(.)
T5 (chama a macro personalizada de código T definida pelo usuário)
M06 (A troca de ferramenta ocorrerá se a ferramenta estiver dentro da faixa)
(Usinagem com ferramenta 5)
(.)
(Equilíbrio do programa de usinagem)
(.)
M30
O9000 (macro personalizado de verificação de ferramenta)
#1=ABS[#[5203+[#4014-53]*20]] (Valor Z de deslocamento de fixação atual)
#2=#[2200+#149] (Comprimento atual da ferramenta)
IF[[#1-#2-#511-#512-#100]GT0]GOTO5 (O comprimento da ferramenta está correto?)
#3000=100(A FERRAMENTA É MUITO LONGA)
N5#3=#1+#101 (profundidade mais profunda)
#4=#513+#2 (Alcance da ferramenta)
IF[[#4-#3]GT0]GOTO10 (A ferramenta atingirá a superfície mais profunda?)
#3000=101(FERRAMENTA MUITO CURTA)
N10T#149 (Girar a ferramenta para a posição pronta)
M99
Nova retificadora utiliza cinemática exclusiva
Tormach xsTech e PathPilot Hub habilitam aprendizado CNC remoto
Equipamento industrial
- O que é uma ferramenta de perfuração?
- Simplifique seus pedidos de ferramentas de corte
- Comprimento absoluto da ferramenta:o padrão da indústria
- Torne-se mais produtivo com o comprimento absoluto da ferramenta
- O que é soldagem por fricção? - Processo e aplicação
- O que é Usinagem? – Definição, Processo e Ferramenta
- Ferramenta Ascend Previews para simplificar o gerenciamento de pipeline de dados
- Entendendo o processo de usinagem e a máquina-ferramenta
- Compensação do comprimento da ferramenta – Definição do dicionário CNC
- Medição do comprimento da ferramenta – Definição do dicionário CNC