


Como modificar a taxa de alimentação para comandos de movimento circular
Você já notou que as marcas de testemunho deixadas em superfícies fresadas não são consistentes entre movimentos lineares e circulares - mesmo que usem a mesma taxa de alimentação? Você já se perguntou por que as fresas tendem a trepidar quando usinam arcos internos? A razão está relacionada à diferença entre o tamanho do raio do caminho circular da linha central da fresa e o tamanho do raio do caminho circular da superfície de trabalho.
Os CNCs geram taxa de movimento para o caminho da linha central da ferramenta de corte. Ao fresar um contorno de dois eixos a 10,0 ipm, é a linha central da ferramenta de corte que se move a 10,0 ipm. Ao fresar uma superfície linear (G01), o CNC usinará a superfície de trabalho reta a precisamente 10,0 ipm.
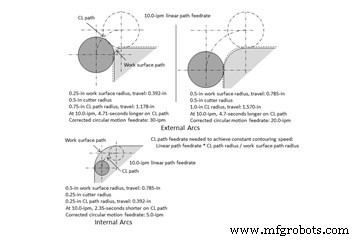
Com o movimento circular, no entanto, o comprimento do movimento circular da linha central de um cortador será diferente do movimento circular da superfície de trabalho. Para arcos externos, o caminho da linha central é mais longo. Para arcos internos, é mais curto. Veja a ilustração para ter uma ideia.
Se a taxa de avanço estiver correta para movimentos lineares e se for transferida de um comando de movimento linear anterior, o CNC usinará as superfícies de trabalho redondas externas mais lentamente e as superfícies de trabalho redondas internas mais rapidamente do que as superfícies lineares. Quanto maior a diferença entre o tamanho do arco do caminho da linha central e o tamanho do arco do caminho da superfície de trabalho, mais pronunciada será a diferença da taxa de avanço no ponto de contato para usinagem (ponto de tangência da fresa). O resultado:a usinagem de arcos usando a taxa de avanço de movimento linear pode levar a um tempo de ciclo excessivo para arcos externos, trepidação, acabamentos indesejados ou mesmo fresas quebradas com arcos internos.
Esta condição também existe com ferramentas de corte de ponto único usadas para operações de torno. Mas como o raio da ponta da ferramenta é bem pequeno, o caminho da linha central fica próximo ao caminho da superfície de trabalho, tornando o efeito muito menos óbvio.
Observe a ilustração novamente. Para arcos externos, observe quanto impacto isso pode ter no tempo de ciclo. Se estiver usando a taxa de avanço de movimento linear de 10,0 ipm com um raio externo de 0,25 polegada usinado por uma fresa de 1,0 polegada de diâmetro, esse movimento leva quase 5 segundos a mais para usinar do que deveria. Os programadores devem aumentar a taxa de alimentação do movimento circular três vezes para usinar o raio da superfície de trabalho de 0,25 polegadas da mesma forma que as superfícies lineares.
A relação entre o tamanho do raio do caminho da superfície de trabalho e o tamanho do raio do caminho da linha central determina a quantidade pela qual aumentar (raios externos) ou diminuir (raios internos) a taxa de avanço do movimento circular. Neste exemplo, o raio do caminho da superfície de trabalho é de 0,25 polegada e o raio do caminho da linha central é de 0,75 polegada (0,25 polegada mais 0,5 polegada). Dividindo 0,75 por 0,25 obtém um resultado de 3,0. Em vez de usar a taxa de alimentação do movimento linear de F10.0, o programador precisará de uma taxa de alimentação de F30.0 para o movimento circular. A programação da taxa de alimentação de movimento circular adequada para arcos externos pode ter um grande impacto no tempo de execução da produção, especialmente com trabalho de alto volume.
A mesma razão existe para arcos internos. Novamente, divida o raio do caminho da linha central pelo raio do caminho da superfície de trabalho. O resultado será sempre menor que um. Multiplique este resultado pela taxa de avanço usada para usinagem linear. Isso renderiza uma taxa de alimentação mais lenta que a taxa de alimentação do caminho linear.
Alguns fabricantes de CNC possuem recursos que ajudam a lidar com esse problema. Heidenhain, por exemplo, inclui seu recurso de “velocidade de contorno constante”. O FANUC permite a desaceleração de movimentos circulares internos com “substituição automática de cantos” usando um parâmetro, mas deixa para os fabricantes de máquinas ou usuários finais fazer as configurações relacionadas (procure o parâmetro número 7010 com CNCs das séries 0 e 30 atuais ). Você pode até descobrir que seu sistema CAM tem algo que pode ajudar.
IMPORTANTE: Use esta técnica somente quando a quantidade de material removido estiver igualmente equilibrada em torno do contorno que está sendo usinado - como no fresamento de acabamento - ou ao usinar peças fundidas ou forjadas com formato próximo ao líquido. Não aplique esta técnica para usinagem de desbaste ao remover muito material das superfícies usinadas – especialmente quando houver mais material em algumas superfícies do que em outras. Aumentar a taxa de avanço neste caso aumentará drasticamente a carga da fresa.
Se esses recursos estiverem disponíveis, saiba como usá-los. Caso contrário, ou se você não estiver satisfeito com a forma como eles funcionam, não perca o CNC Tech Talk do próximo mês, que abordará dois programas de código G definidos pelo usuário que ajudam a lidar com esse problema.
Reynolds Machinery é reconhecida como a maior distribuidora Hurco de 2020
Okuma lança programação de conversação em máquinas selecionadas
Equipamento industrial
- Como se preparar para a Indústria 4.0
- Como escolher o sensor certo para aplicações de enchimento
- Como escolher uma válvula proporcional para dispositivos médicos
- Como cuidar adequadamente do seu compressor de ar
- Benefícios do uso de automação de movimento para fabricação de pedras
- Como preparar máquinas para mudança
- Como saber a hora certa para a manutenção dos freios do guindaste
- Como determinar as especificações de pedido para um guindaste de guindaste
- Como escolher um fornecedor Scan-Pac para seus materiais de fricção
- Como elaborar um programa de manutenção preventiva para seu equipamento