


Configurações ideais de suporte PrusaSlicer para impressões 3D confiáveis
No PrusaSlicer, as configurações de suporte corretas são essenciais para impressões bem-sucedidas, especialmente quando um modelo contém saliências ou estruturas suspensas. Os suportes configurados corretamente mantêm a peça estável durante a impressão, reduzem o desperdício de filamento e tornam o pós-processamento indolor.
Em contrapartida, suportes mal gerados podem tornar-se difíceis de remover, deixando amassados ou até mesmo fraturas em modelos delicados.
Abaixo está um guia detalhado que se baseia na experiência do mundo real e nas melhores práticas de especialistas para ajudá-lo a configurar o PrusaSlicer para geração de suporte ideal.
Como as configurações ideais dependem da impressora, do material e da geometria do modelo, as recomendações abaixo servem como ponto de partida que você pode precisar ajustar para sua configuração específica.
Aqui estão as principais opções de suporte do PrusaSlicer que você deseja revisar:
- Gerar material de apoio
- Limite de saliência
- Estilo
- Camadas de Jangada
- Distância Z de contato da jangada
- Distância Z de contato superior e inferior
- Padrão
- Espaçamento de padrão
- Camadas de interface
- Padrão de interface
- Espaçamento de padrão de interface
- Separação XY entre um objeto e um suporte
- Ângulo máximo de ramificação
- Diâmetro do ramo
- Distância da filial
Gerar material de apoio
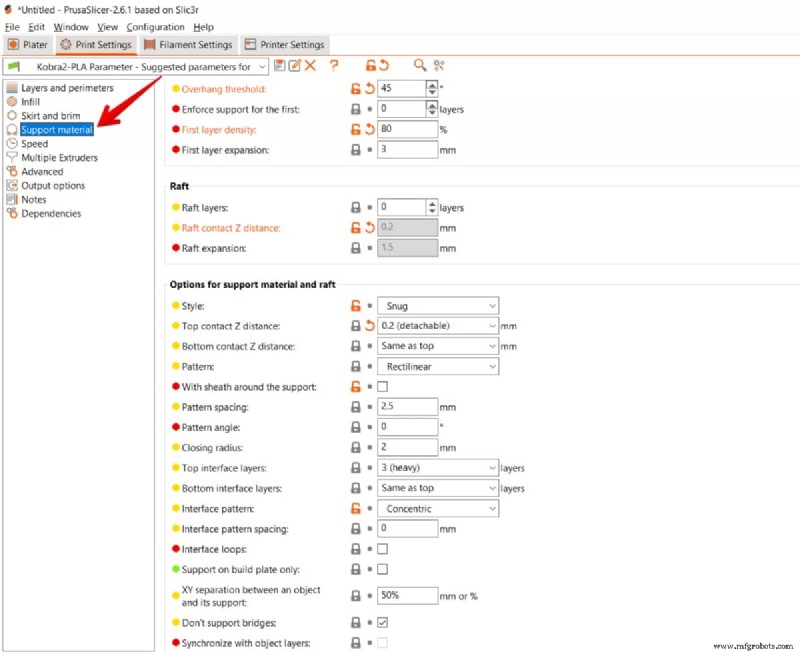
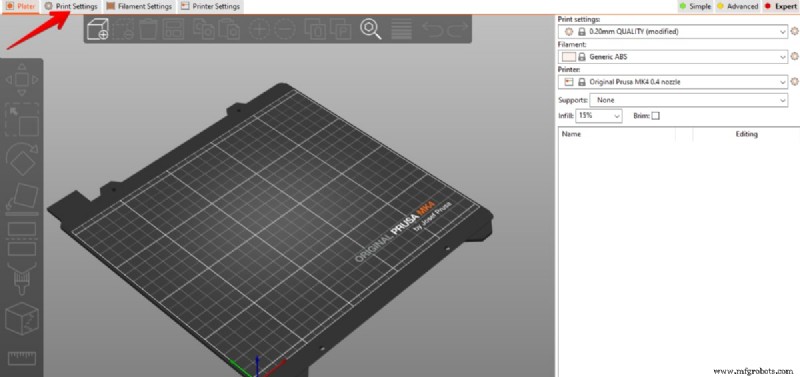
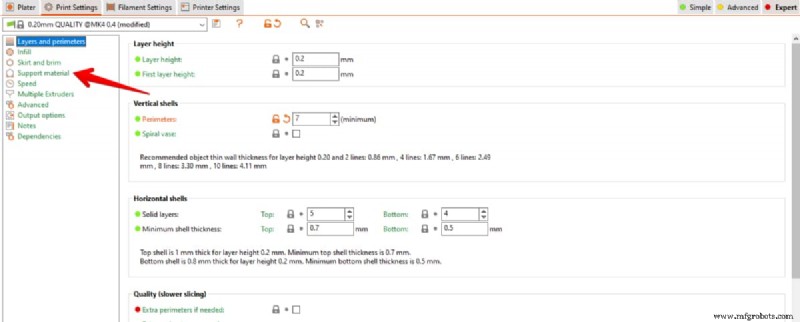
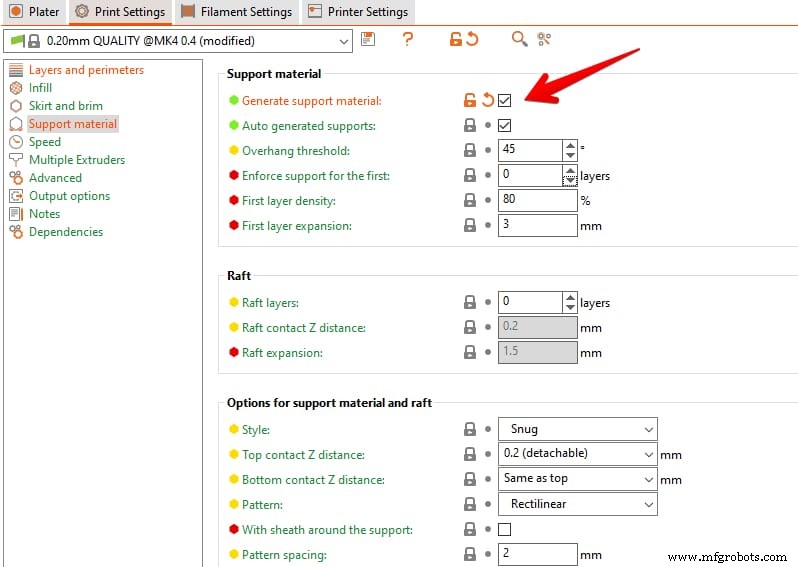
Para ativar os suportes, abra as Configurações de impressão painel no menu superior e navegue até o Material de suporte seção. O Gerar Material de Apoio a caixa de seleção está desabilitada por padrão; marque-o se o seu modelo contiver saliências que, de outra forma, entrariam em colapso.
Depois de ativado, você poderá ajustar os parâmetros de suporte restantes. Lembre-se que cada suporte consome filamento e aumenta o tempo total de impressão.
A redução da quantidade de suporte é possível reorientando ou dividindo o modelo para minimizar saliências antes do fatiamento.
Você pode optar pela geração de suporte totalmente automatizada ou aplicar suporte manualmente, dependendo do seu fluxo de trabalho.
Suportes gerados automaticamente
Quando suportes gerados automaticamente estiver marcado, o PrusaSlicer coloca suportes automaticamente onde quer que o limite de saliência seja excedido. O limite padrão é 45°, mas você pode ajustá-lo para controlar a densidade dos suportes.

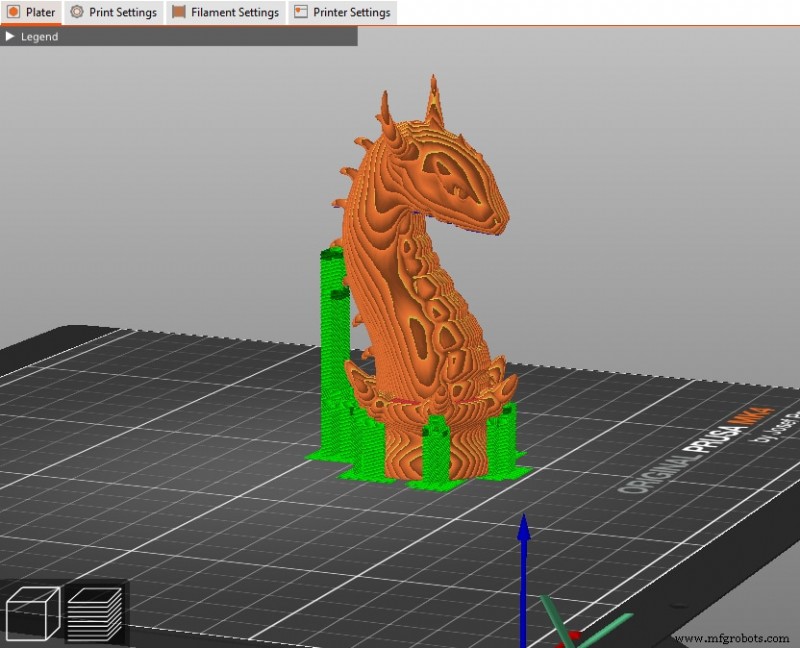
Os suportes automáticos são ideais para iniciantes ou quando você não tem certeza sobre o posicionamento ideal. Eles podem ser configurados para gerar suportes Em todos os lugares (da placa de construção e de qualquer seção saliente) ou Somente na placa de construção (o que pode reduzir o contato com recursos delicados, mas pode deixar saliências sem suporte).
Suportes manuais
Os suportes manuais oferecem controle total sobre onde o material de suporte aparece. Isso pode economizar filamento e tempo de impressão se você estiver confiante em posicioná-los estrategicamente.
PrusaSlicer oferece dois modos manuais:
- Pintar em suportes – Destaque as áreas que precisam de apoio.
- Apoie aplicadores e bloqueadores – Adicione ou remova pontos de suporte por modelo.
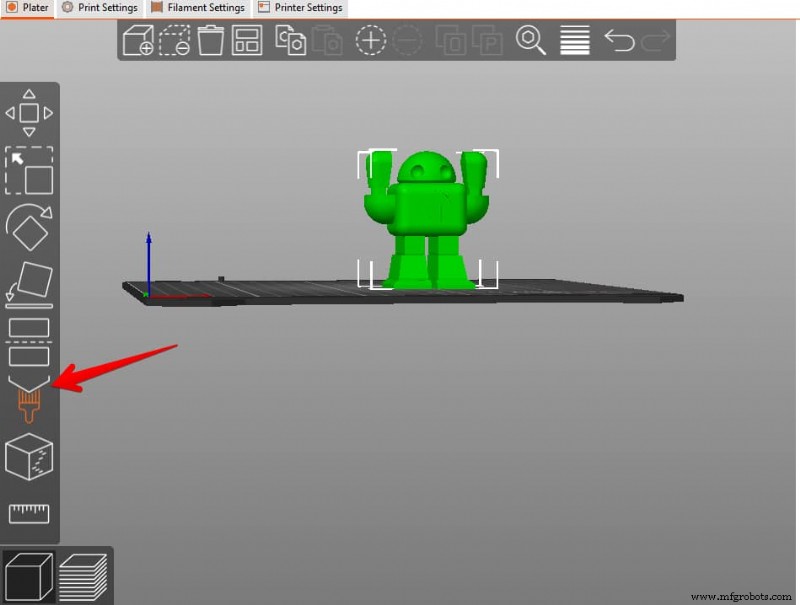
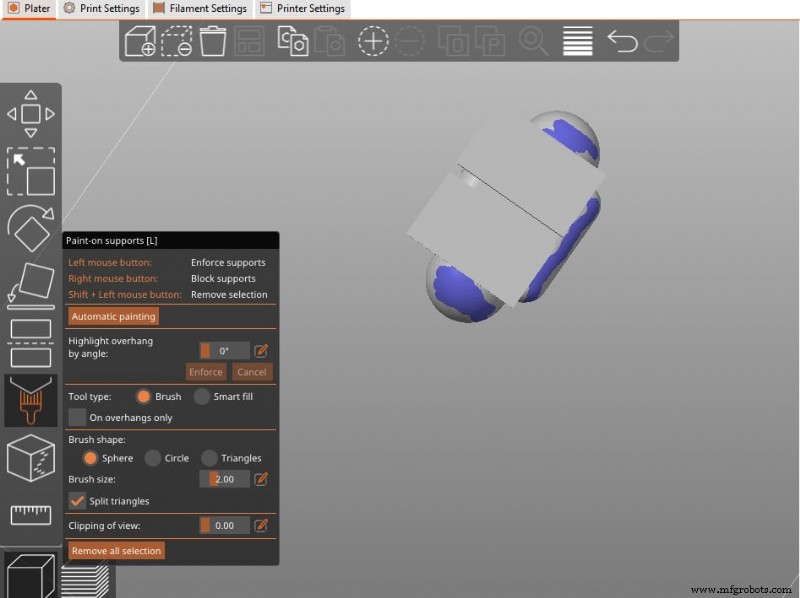
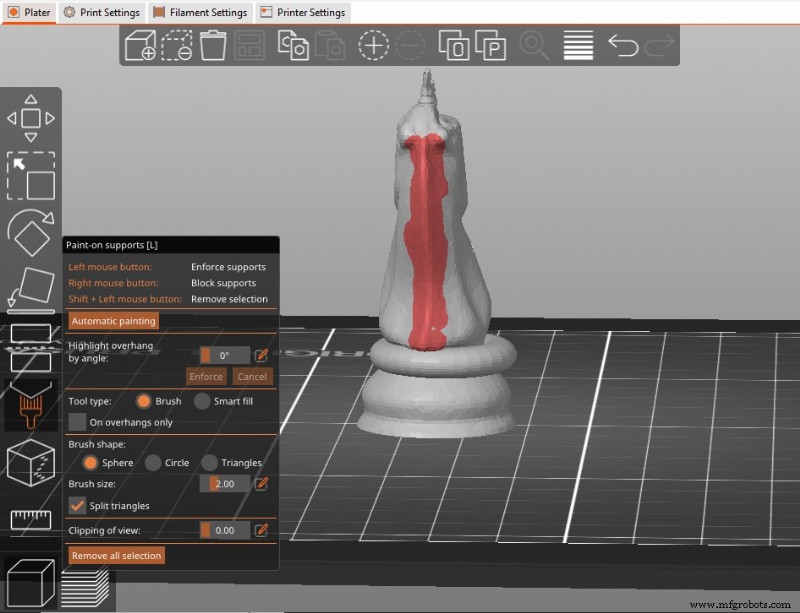
Pintar em suportes
Com o ícone do pincel no painel esquerdo, pinte as regiões desejadas. Após a pintura, mude o modo de suporte para Somente para aplicadores de suporte e corte para ver os resultados.
Veja este vídeo do ModBot para um passeio visual.
Apoie aplicadores e bloqueadores
Clique com o botão direito na superfície do modelo para colocar bloqueadores (para evitar suportes onde os detalhes são críticos) ou executores (para forçar o suporte em um ponto específico).
Depois de adicionar um bloqueador, ele fica vermelho. Fatie novamente para confirmar o layout de suporte atualizado.
Os aplicadores de suporte são úteis quando apenas alguns suportes isolados são necessários. Eles também podem dividir pontes longas em segmentos mais curtos e mais confiáveis.
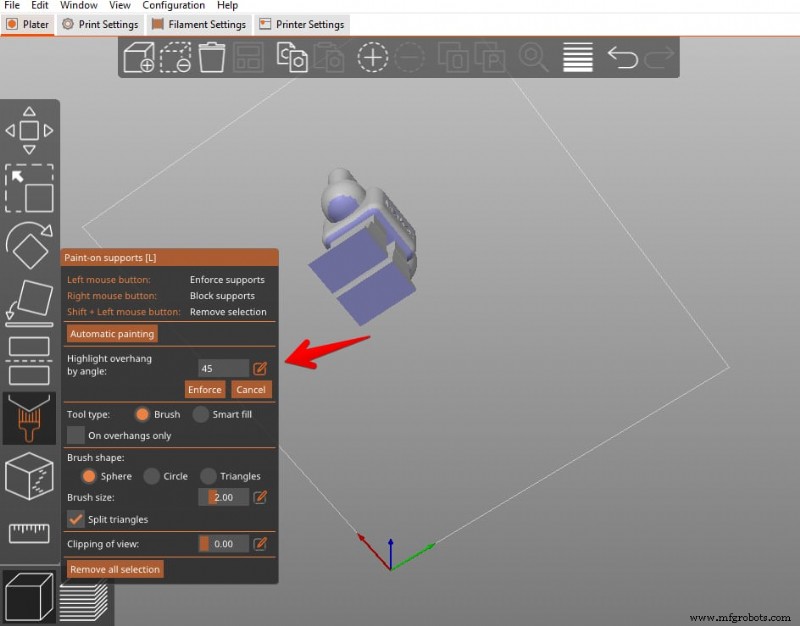
Limite de saliência
O limite de saliência define o ângulo mínimo (a partir do plano horizontal) no qual a segmentação de dados decidirá que um recurso requer suporte. O padrão do PrusaSlicer é 45°, ajustável entre 0° e 90°.

A redução do limite reduz a contagem de suporte, mas pode causar falha no balanço; aumentá-lo aumenta a densidade do suporte e o uso do filamento.
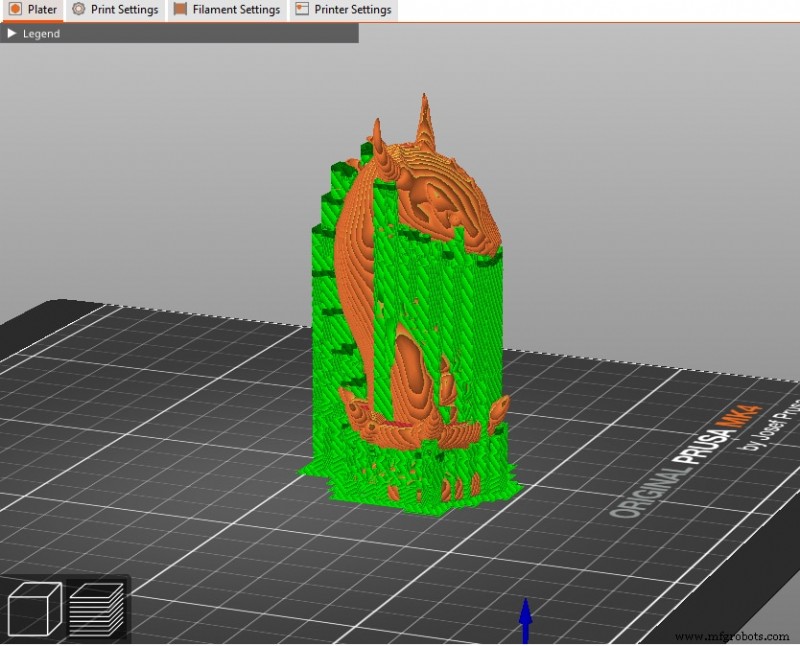
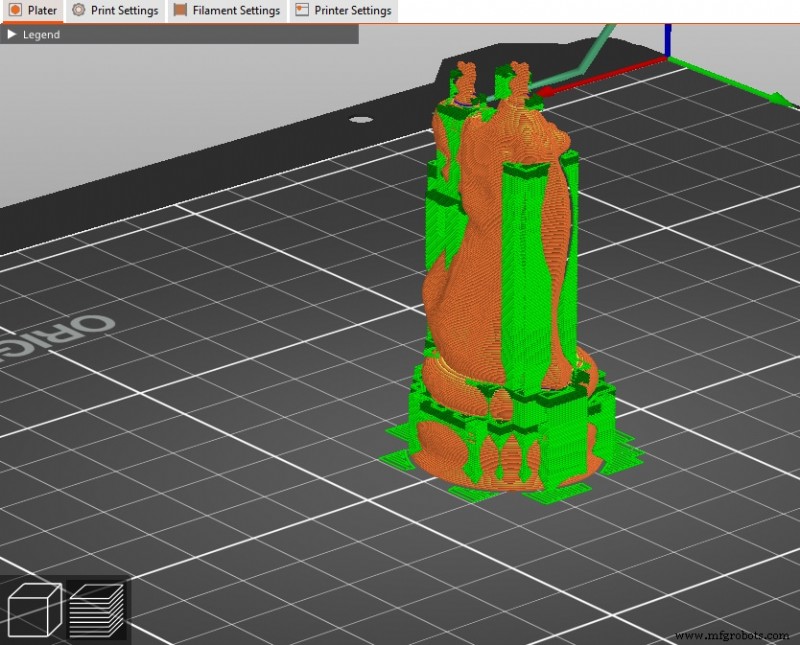
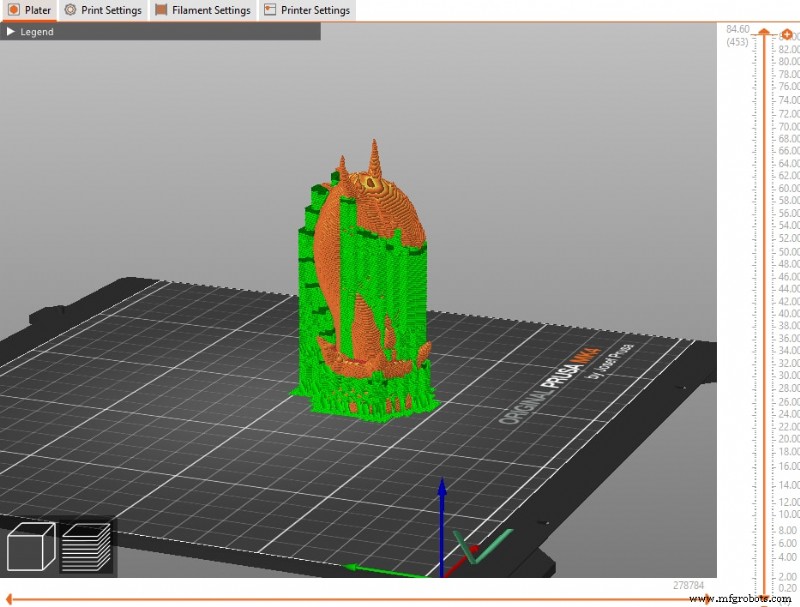
O sombreamento azul codificado por cores na visualização indica as áreas previstas para suporte.
Estilo
PrusaSlicer oferece três estilos de suporte, cada um equilibrando velocidade de impressão, uso de filamento e facilidade de pós-processamento.
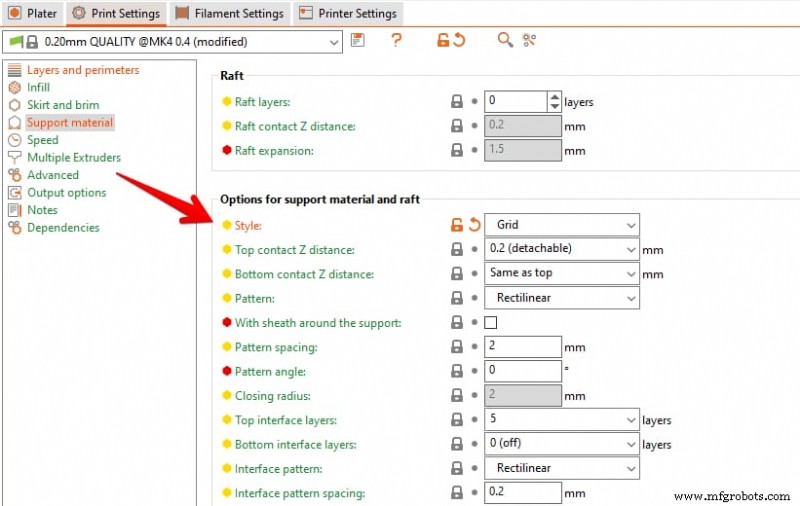
- Grade – O padrão. Resistente, fácil de remover, mas pode se estender além do perímetro do modelo.
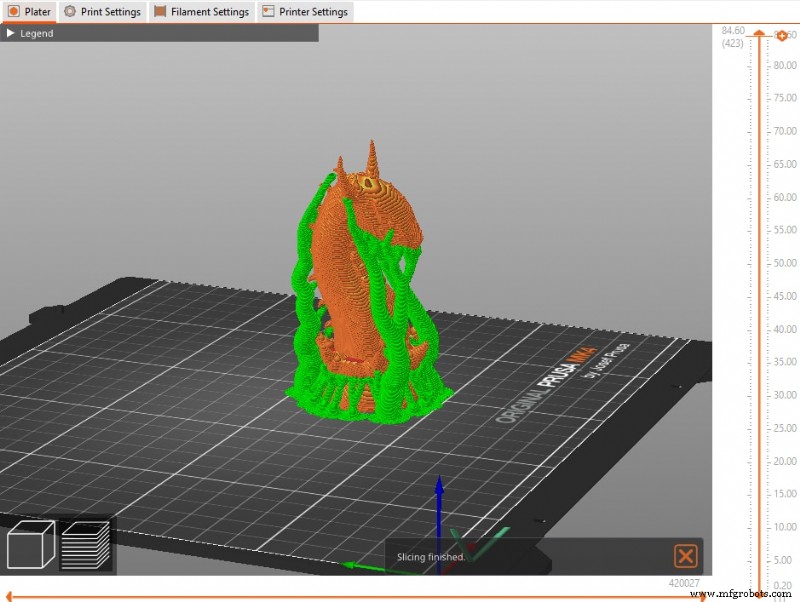
- Confortável – Minimiza o contato com o modelo, economizando filamento, mas pode deixar cicatrizes na superfície e é mais difícil de remover.
- Orgânico – Estilo mais novo. Os galhos crescem apenas onde necessário, resultando em suportes leves e facilmente removíveis que raramente tocam superfícies não críticas.
Para geometrias complexas ou delicadas, Orgânico costuma ser a melhor escolha. Se você tiver problemas de adesão, aumente a Expansão da Primeira Camada valor para ampliar a área de contato da base.
Camadas de Jangada
A adição de camadas de jangadas pode melhorar a adesão ao leito e a qualidade da superfície para modelos com baixa adesão ou bases finas. Normalmente, 1–3 camadas são suficientes; o padrão é zero.

Distância Z de Contato da Jangada
Esta lacuna vertical entre a jangada e o modelo é geralmente mínima. Uma folga de 1 mm funciona bem para a maioria das interfaces solúveis, equilibrando a facilidade de separação e adesão.

Distância Z de contato superior e inferior
A distância de contato entre a interface de suporte e as superfícies superior/inferior do modelo determina a segurança da fixação do suporte, ao mesmo tempo que permite fácil remoção.

Prusa recomenda definir isso para 50–75% da altura da camada. Os usuários geralmente dobram a altura da camada para obter uma interface limpa e destacável.
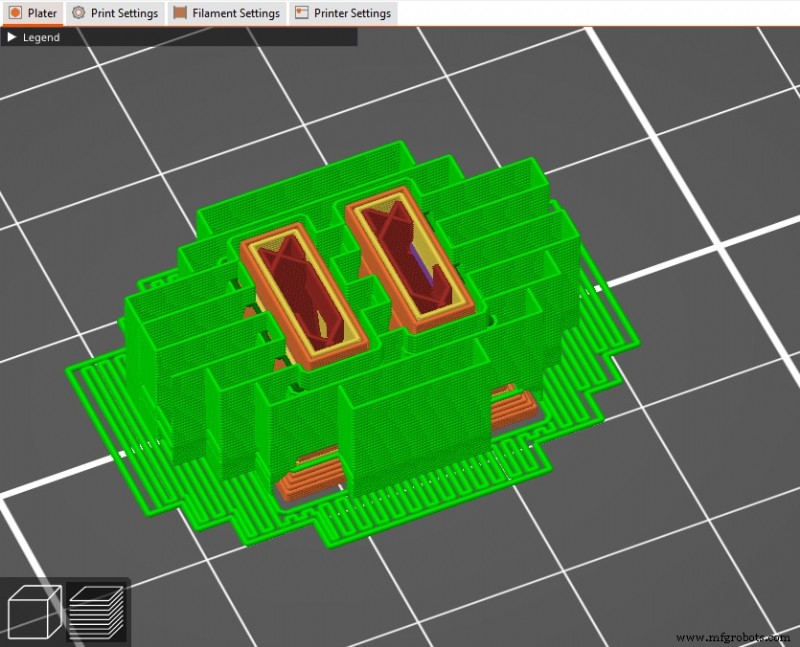
Padrão
Os padrões de preenchimento do suporte influenciam tanto a resistência quanto a facilidade de remoção. PrusaSlicer oferece:
- Retilíneo – Linhas retas; mais leve e fácil de remover.
- Grade Retilínea – Adiciona linhas interligadas para maior resistência; mais difícil de remover.
- Favo de mel – Células hexagonais; rigidez máxima, mas também mais difícil de remover e com maior uso de filamentos.
Espaçamento de padrão
O espaçamento controla a densidade com que as linhas de suporte são compactadas. O padrão de 2 mm funciona para a maioria dos casos, mas 3–6 mm pode economizar material e reduzir o tempo de impressão ao custo de um suporte mais fraco.

Camadas de interface
As camadas de interface formam o contato direto com o modelo e são mais densas que o restante do suporte. Menos camadas (1–4) fornecem uma conexão forte enquanto permanecem removíveis.

Padrão de interface
Escolha entre Retilíneo (para suportes não solúveis) e Concêntrico (para suportes solúveis) para combinar com o seu material.

Espaçamento de padrão de interface
O espaçamento típico é de 0,2 mm. Ajuste apenas se notar dificuldade em remover os suportes.

Separação XY entre um objeto e um suporte
A largura do vão entre o modelo e o suporte influencia a área de contato e a facilidade de remoção. Expresso em mm ou em percentagem da largura do perímetro externo.

Ângulo máximo de ramificação
Para suportes orgânicos, isso define a inclinação dos galhos em relação ao modelo. Ângulos mais baixos produzem ramos verticais e estáveis; ângulos mais altos permitem que os ramos atravessem espaços maiores, mas reduzem a estabilidade.

Diâmetro do ramo
Galhos mais finos são leves, mas menos resistentes; um diâmetro de 2 mm é um bom compromisso para a maioria das impressões. Aumente o diâmetro para modelos pesados ou de grande escala.

Distância da filial
Define o espaçamento entre ramificações quando elas entram em contato com o modelo. Distâncias menores melhoram o suporte, mas dificultam a remoção. Uma distância Z de 0,25 mm e uma distância XY de 75% funcionaram bem para PLA em bicos de 0,25 mm e 0,4 mm na experiência do usuário.

Um membro da comunidade recomenda:
- Distância Z de contato:0,2 mm
- Padrão Retilíneo
- Bainha ao redor do suporte:desativada
- Espaçamento do padrão:3mm
- Ângulo do padrão:0
- Camadas de interface:4
- Espaçamento do padrão de interface:0,24 mm
- Loops de interface:desativados
- Suporte somente para placa de construção:ativado
- Separação XY:75%
- Não suporta pontes:ativado
Essas configurações geralmente produzem suportes limpos e removíveis, mantendo baixo o uso do filamento.

-Michael Dwamena
Michael Dwamena é o fundador da 3D Printerly, uma plataforma dedicada a simplificar a impressão 3D para amadores e profissionais. Com mais de 20 impressoras de filamento e resina, ele acumulou ampla experiência no mundo real e é autor de mais de 900 artigos que guiam milhões de pessoas pelas complexidades da impressão 3D.
Como imprimir miniaturas em 3D em uma impressora FDM – 9 etapas comprovadas
Como resolver o erro “O arquivo pode estar corrompido ou inacessível” do Cura – 4 correções comprovadas
impressao 3D
- Os 10 melhores kits de impressora 3D:atualizados em 2022!
- Comparação de impressão 3D SLS vs FDM. Qual escolher e por quê?
- A importância da interoperabilidade em aplicativos de software 3D
- Melhores configurações de impressão ABS para sua impressora 3D
- Calibração da impressora 3D. Como calibrar impressoras 3D
- Temperaturas de transição de vidro de filamento 3D
- Prototipagem e peças eletrônicas de consumo personalizadas, rápidas e confiáveis
- Análise do Anycubic Kobra X – Impressão 3D rápida, silenciosa e multicolorida para profissionais
- Moldes de injeção impressos em 3D:uma visão geral abrangente de design, benefícios e aplicações
- Tendências de impressão 3D em 2018:O que causou um impacto neste ano?