


O que é programação G-Code?

A programação é uma habilidade fundamental para todos os tipos de usinagem CNC, mesmo quando a automação e as novas tecnologias parecem estar substituindo as tarefas de programação. Todo maquinista ainda precisa entender como seus programas e ferramentas funcionam. Se você é novo na programação CNC e em sua linguagem mais comum, o código G, ou se escreve código do zero há anos, os códigos CNC ainda podem parecer uma língua estrangeira. E para piorar as coisas, cada máquina fala um dialeto diferente que você precisa entender. Você entende o que eles estão dizendo? Aqui estão as noções básicas de programação de código G que você precisa saber para entender e escrever com eficiência programas que produzem produtos de alta qualidade.
O que é código G?
G-code é uma linguagem de programação para CNC que instrui as máquinas onde e como se mover. A maioria das máquinas fala um “dialeto” diferente do código G, então os códigos variam dependendo do tipo, marca e modelo. Cada máquina vem com um manual de instruções que mostra o código dessa máquina específica para uma função específica.
G-code significa “código geométrico” e segue algumas variações do padrão alfanumérico:
N## G## X## Y## Z## F## S## T## M##
N:Número da linha
G:Movimento
X:Posição horizontal
Y:Posição vertical
Z:Profundidade
F:Taxa de alimentação
S:Velocidade do fuso
T:Seleção de ferramenta
M:Funções diversas
I e J:Centro incremental de um arco
R:Raio de um arco
Os códigos alfanuméricos são usados para programação de código G, pois são uma maneira simples de:
- Definir movimento e função (G##)
- Declare uma posição (X## Y## Z##)
- Defina um valor (F## e/ou S##)
- Selecione um item (T##)
- Ligue e desligue algo (M##), como refrigerante, fusos, movimento de indexação, travas de eixos etc.
Por exemplo,
G01 X1 Y1 F20 T01 M03 S500
geralmente indicaria um movimento de avanço linear (G01) para a posição XY dada na taxa de avanço de 20. Ele está usando a Ferramenta 1 e a velocidade do fuso é 500. As funções diversas variam de máquina para máquina, portanto, para saber qual é o m-code significa que o manual de instruções da máquina precisará ser referenciado.
Movimento da máquina
Tudo o que uma máquina pode fazer é baseado em três tipos básicos de movimento:
- Movimento rápido:um movimento linear para uma posição XYZ o mais rápido possível
- Movimento de avanço:um movimento linear para uma posição XYZ em uma taxa de avanço definida
- Movimento circular:um movimento circular com uma taxa de alimentação definida
Cada código G informa à máquina qual variação desses movimentos básicos deve ser executada e como realizá-la.
X e Y são coordenadas cartesianas para posição horizontal e vertical, e Z representa a profundidade da máquina. Esses algarismos alfa seguirão o comando de movimento/função (G) para declarar a posição da máquina.
Em seguida, F determina o avanço (para movimentos de avanço ou movimentos circulares), enquanto S determina a velocidade do fuso. T é usado para selecionar uma ferramenta. Outros numerais alfa usados na programação podem incluir I, J e R, que têm a ver com centros de arco e raios.
Códigos Diversos
A linha de um programa também pode incluir m-codes, que geralmente são códigos que informam a uma máquina como realizar uma ação. Embora não seja garantido que sejam os mesmos em todas as máquinas, alguns códigos m comuns e padrão são:
- M00:Parada do programa
- M01:Parada de programa opcional
- M02:Fim do programa
- M03:Fuso no sentido horário
- M04:Eixo no sentido anti-horário
- M05:Parada do fuso
- M06:Mudança de ferramenta
- M08:Inundação do líquido refrigerante ativado
- M09:Inundação do refrigerante desligado
- M30:Fim do programa/retorno ao início
- M41:marcha baixa do eixo
- M42:marcha alta do eixo
Modalidade
Assim como uma luz permanecerá acesa até ser desligada, as funções do código G (nos controladores que suportam a modalidade) permanecerão ativas até serem desativadas por outro código. Em outras palavras, apenas uma função pode estar ativa a qualquer momento. Para desativar uma função, basta selecionar uma nova função.
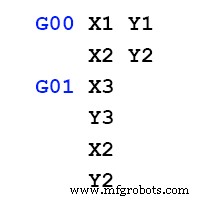
Por exemplo, digamos que um código comece com um movimento linear rápido em X1 Y1 (G00 X1 Y1). Se a próxima função for outro movimento linear rápido, não é necessário escrever G00 novamente. Tudo o que é necessário na próxima linha de código é a nova posição (digamos, X2 Y2) porque a condição modal é a mesma. Então, para mudar a função para avanço linear (G01), programar G01 na linha seguinte desativaria o movimento linear rápido e ativaria o avanço linear.
Depois que uma condição é definida, ela permanece ativa até que seja desligada ou outra condição a substitua.
Ciclos Fixos
Ciclos fixos são um tipo de condição modal que incorpora todos os movimentos para completar uma tarefa comum em um código.
Por exemplo, muitas vezes G81 é um código para uma função básica de perfuração. No caso de furação básica, a ferramenta teria que ser 1) movida para o ponto inicial da localização do furo, 2) rápida para o plano de folga, 3) alimentada até a profundidade e 4) rápida para fora. Isso seriam quatro linhas de código no programa que teriam que ser repetidas para cada nova posição de perfuração! Com o ciclo fixo G81, somente as localizações dos furos precisam ser especificadas após a ativação. Ciclos fixos como G81 reduzem significativamente a quantidade de código ao incorporar vários movimentos em um código.
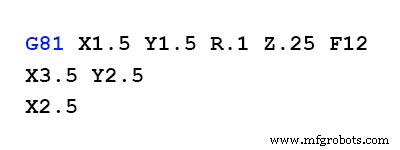
No código G, existem alguns outros ciclos fixos comuns para furação, rebaixo e rosqueamento.
Grupos de códigos modais
Os grupos de códigos modais permitem que haja vários códigos em uma única linha, mas só pode haver um código de cada grupo em uma linha. Isso ocorre porque os códigos dentro de um grupo se sobrepõem.
Os grupos modais para códigos G são:
- Grupo 1 (movimento):G00, G01, G02, G03, G80, G81, G82, G84, G85, G86, G87, G88, G89
- Grupo 2 (seleção de plano – XY, YZ, ZX):G17, G18, G19
- Grupo 3 (modo absoluto/incremental):G90, G91
- Grupo 5 (modo de taxa de alimentação):G93, G94
- Grupo 6 (unidades – polegadas/milímetros):G20, G21
- Grupo 7 (compensação do raio do cortador – CRC):G40, G41, G42
- Grupo 8 (compensação do comprimento da ferramenta - TLO):G43, G49
- Grupo 10 (modo de retorno em ciclos fixos):G98, G99
- Grupo 12 (seleção do sistema de coordenadas de trabalho – WCSS):G54, G55, G56, G57, G58, G59)
Pós-processadores
Um pós-processador é um tradutor que traduz a imagem calculada de um percurso na tela do computador para a linguagem de controle da máquina. Você pode criar um pós-processador procurando por um programa de amostra que se alinhe de perto com sua máquina e, em seguida, corrigindo o programa para ajustar-se precisamente à sua máquina.
Dicas de programação de código G
- Algumas máquinas e controladores ignoram espaços. G01 X1 Y1 Z1 pode significar a mesma coisa que G01 X1Y1Z1.
- O eixo Z é positivo na direção para cima. Z1 trará a ferramenta para cima, enquanto Z-1 trará a ferramenta para baixo.
- O dialeto do código G de sua máquina especificará se um zero à esquerda é necessário (como em G01, em vez de G1).
- O dialeto também determinará se os pontos decimais são sempre necessários (ex. G01 X1. Y1. Z0.5)
- É uma boa ideia executar os programas de amostra que vêm no manual de sua máquina antes de tentar executar um programa grande. Muitas vezes, os programas de amostra não funcionam e você precisará observar os problemas e definir suas próprias referências.
Comece a usar o G-Code
Pronto para começar a usar o código G para programar suas máquinas? Comece revisando o gráfico de codificação exclusivo da sua máquina. Lembre-se, cada máquina é um pouco diferente. O código de um Haas para uma função pode não ser o mesmo que o código de um Anilam para essa função. Você precisa saber quais códigos sua máquina específica usa para as tarefas que deseja executar.
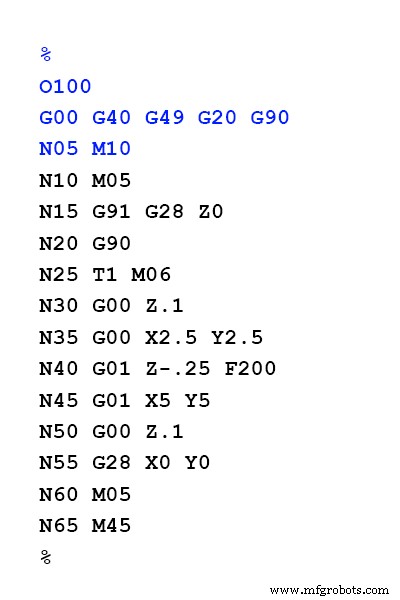
O programa geralmente começa com um código de inicialização (%), seguido por um número de programa. Em seguida, haverá uma linha de códigos de segurança. Em seguida, haverá uma linha para troca de ferramenta. Isso coloca a ferramenta apropriada na máquina e define a velocidade a ser usada. A maior parte do programa será então os movimentos e posicionamento da máquina.
Se estiver usando numeração de linha, é uma boa ideia nomear cada linha em incrementos de pelo menos cinco. Dessa forma, se você precisar adicionar linhas de código posteriormente, as linhas ainda serão rotuladas em ordem.
Quando você terminar de programar seu código G, normalmente terminará o programa com uma série de funções que param e reiniciam a máquina para que ela esteja pronta para a próxima vez.
Quando usados corretamente, os códigos G são uma ferramenta inestimável para maquinistas de CNC, permitindo que você aproveite ao máximo os recursos de sua máquina. As soluções CAD/CAM integradas, como o Fusion 360, continuam a otimizar o processo de codificação CNC, para que você não precise programar peças manualmente usando códigos G. A produção de peças de alta qualidade nunca foi tão rápida com a programação de código G.

Fusion 360 e a Quarta Revolução Industrial
10 aulas do Fusion 360 da Autodesk University 2020 que você pode assistir agora
Tecnologia industrial
- O que é CNC?
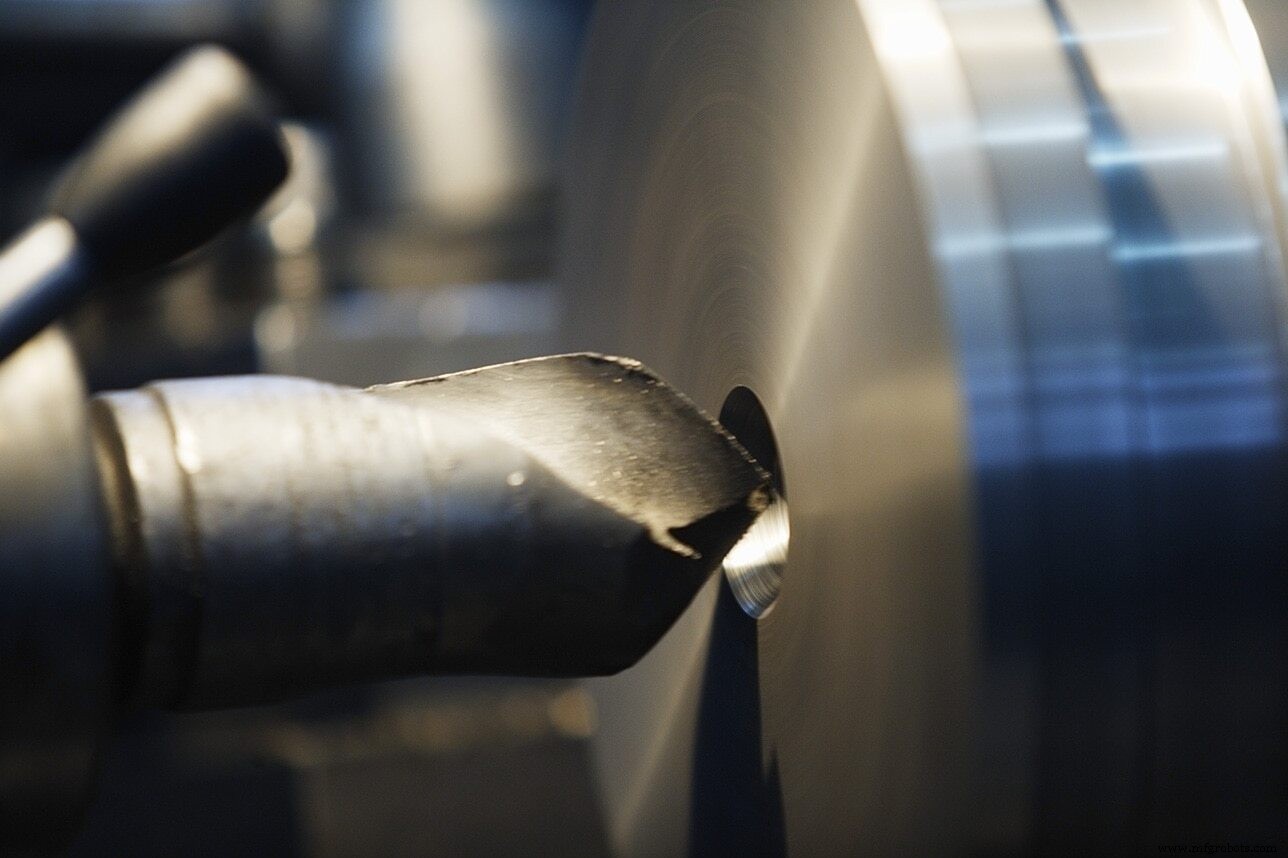
- O que é torneamento de máquina?
- Linguagens de programação de máquina:comandos de código G vs. códigos M
- Meu refrigerante está ruim, e agora?
- O que é uma máquina de venda automática de leite?
- O que é uma Mandrilhadora Horizontal?
- O que é uma máquina de prensa automática?
- O que é uma máquina de venda automática de macarrão?
- O que é uma fresadora de precisão?
- O que é uma máquina de fundição sob pressão?