


Prototipagem Rápida Usando Moldagem de Uretano
A saturação das indústrias fez com que o principal objetivo do fabricante não apenas fabricasse produtos, mas também utilizasse métodos inovadores para produzir mais produtos em um menor espaço de tempo para aumentar a produção. Com o desenvolvimento da tecnologia, diferentes técnicas de prototipagem rápida estão à disposição dos fabricantes que podem ser utilizadas para produzir produtos em menos tempo com maior eficiência.
Esses métodos, além da economia de tempo, também são econômicos. Uma dessas técnicas de prototipagem rápida que está sendo empregada atualmente é a moldagem de uretano, que é bastante semelhante à moldagem por injeção com pequenas diferenças. Esta técnica produz o melhor protótipo funcional com as características desejadas.
1. Moldagem de Uretano
Moldagem de uretano é uma técnica de prototipagem rápida usada para produzir produtos com peças de borracha macia que não podem ser usinadas com a ajuda de uma máquina CNC ou qualquer outra máquina. A moldagem de uretano usa um padrão mestre impresso em 3D e moldes de silicone que são usados para produzir os produtos de alta qualidade desejados até o tamanho de 30 polegadas.
Este processo é bastante semelhante à moldagem por injeção em que uma ferramenta dura é usada em vez de uma ferramenta de silicone macio. Precauções devem ser tomadas ao projetar o padrão mestre para moldagem de uretano para garantir que ele possua as propriedades desejadas. Uma peça plástica funcional é o resultado da moldagem de uretano que pode ser apresentada como modelo ou utilizada em um produto totalmente funcional.
As dimensões dos produtos acabados produzidos por moldagem de uretano dependem da precisão do modelo mestre e do material de fundição. Geralmente, espera-se uma taxa de encolhimento de 0,15% nos produtos produzidos por esta técnica de fabricação.
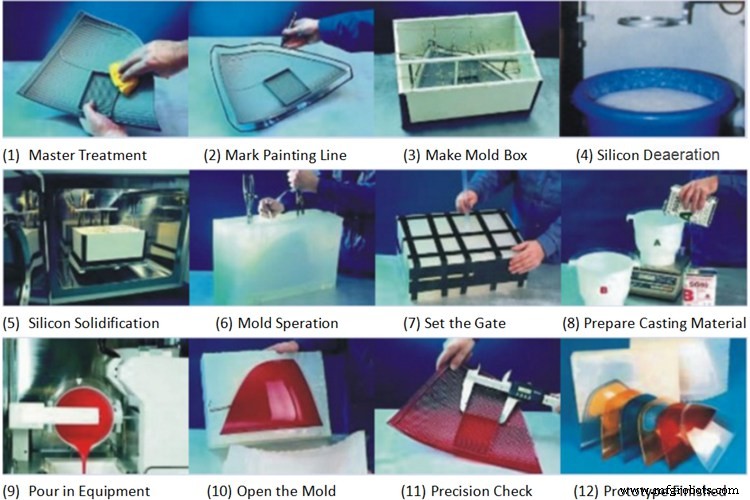
2. Etapas na moldagem de uretano
Geralmente, quatro etapas são seguidas na moldagem de uretano conforme listado abaixo
Etapa 1
Em primeiro lugar, um padrão mestre é projetado e impresso por prototipagem rápida ou técnica de impressão 3-D. Um padrão mestre é basicamente a parte original ou a representação dela. Este padrão mestre também é usado para criar os moldes que podem ser utilizados na fundição. Isso é projetado com precisão, pois as dimensões dos produtos dependem desse padrão mestre. Além disso, existem várias opções de usinagem que podem ser usadas neste caso.
Etapa 2
Na segunda etapa, o padrão mestre produzido é envolto em silício líquido para produzir um molde preciso.
Etapa 3
Depois que o molde é curado, ele é cortado em duas metades. A cavidade resultante produzida é utilizada para a fundição do produto final.
Etapa 4
Na etapa final, o fabricante injeta uretano ou alguma outra resina para preencher os vazios. Depois que o material estiver curado, ele será removido da ferramenta. Este processo é repetido até que o produto desejado seja produzido.
3. Sistema de fundição
Um sistema de fundição é um sistema de elementos necessários para realizar a operação de fundição corretamente. Na moldagem de uretano, o sistema de fundição consiste em um funil, canal de fundição, canais de ar, agente desmoldante de uretano e acessórios para manter as metades do molde juntas. Todos estes elementos estão dispostos de forma particular para que o processo de fundição seja executado corretamente.
O canal de fundição e o funil são tubos de plástico ligados ao orifício do molde. O material é despejado neste orifício e flui através do canal e do funil. Quanto maior a altura do funil, maior será a pressão de fundição para que o polímero seja capaz de preencher todas as características do molde.
As saídas de ar estão presentes no lado oposto do molde para que o ar possa sair quando o material estiver sendo despejado no molde para fabricação do produto. Um agente desmoldante de uretano é basicamente um filme de ar que impede que a peça fundida grude no molde. O desmoldante é utilizado para remover o elemento saliente produzido pelo atrito presente entre a peça fundida e o molde. Também cobre alguns dos orifícios microscópicos produzidos durante a fundição, tornando o produto fundido mais liso.
4. Tolerância geral na peça fundida
Uma tolerância de ± 0,010 pol. ou ±0,003 pol. por polegada da peça é normalmente esperada na peça fundida. Uma taxa de retração de +0,15% pode ser esperada devido à expansão térmica do líquido e à resposta do molde flexível. Geometrias irregulares ou muito grossas podem causar desvios ou deflexão devido ao encolhimento.
A extremidade da superfície é suavizada externamente para um material ou superfície fosca. As linhas de crescimento podem estar presentes em recursos internos ou ocultos. Polimento ou acabamentos personalizados devem ser claramente definidos. O encolhimento ou acabamento superficial do produto depende do desenho do padrão mestre. Portanto, precauções devem ser tomadas no projeto do padrão mestre.
5. Material usado
A moldagem de uretano é usada para fabricar produtos com certas propriedades físicas. Portanto, o material usado no processo de fundição afetará muito as propriedades físicas. Portanto, é propício para muitos tipos diferentes de plásticos de poliuretano, variando de rígidos a flexíveis. Alguns dos materiais mais comuns usados no processo incluem:
- Uretano rígido de alto impacto
- Uretano rígido e resistente ao calor
- Uretano transparente e flexível
6. Opção de coloração
Existem duas opções de coloração na moldagem de uretano, cada uma com seus próprios prós e contras
1) Cores incorporadas
A cor fundida confere textura específica ao produto. Além disso, a cor fundida não pode ser descascada da superfície e não há lascas. Mas as cores fundidas são limitadas em número, então a cor da especificação pode ou não estar disponível.
2) Pinte
Na pintura do objeto após a sua fundição existem muitas cores disponíveis para que a cor fique de acordo com a especificação. Além disso, quando a pintura é feita após a moldagem, as linhas que ficam após a separação do produto do molde podem ser removidas, dando uma aparência de superfície uniforme ao produto. Mas a pintura após a fundição exige a mão de obra após a usinagem o que acarreta um aumento no custo de produção. Além disso, a tinta pode fornecer grande proteção contra as radiações ultravioletas, mas pode ser facilmente descascada, o que é outro contra da pintura da superfície.

7. Comparação de moldagem por injeção e moldagem de uretano
Moldagem por injeção e uretano são geralmente processos semelhantes. As diferenças estão nos detalhes relacionados às práticas de fabricação.
1) Fabricação de ferramentas
A primeira diferença entre moldagem por injeção e moldagem de uretano está na fabricação de suas ferramentas. A moldagem por injeção emprega uma ferramenta dura em comparação com a ferramenta macia usada na moldagem de uretano. Portanto, os moldes de uretano são feitos moldando um modelo impresso em 3D da peça acabada, enquanto as ferramentas de moldagem por injeção são usinadas por meio de retificação CNC, fresamento e outros processos.
2) Quantidade e Volume de Produção
A moldagem de uretano é usada para produzir apenas algumas peças de cada vez, portanto, para execuções de baixo volume, a moldagem de uretano é preferida. Para quantidades de produção de alto volume, a qualidade e a vida útil de um molde de aço-ferramenta geralmente renderão o melhor retorno. Portanto, é mais econômico investir em configuração de moldagem por injeção para produção de alto volume. Se o custo inicial for mantido baixo, a moldagem de uretano é preferida.
3) Custo do material
O plástico de alta qualidade usado na moldagem por injeção é mais caro em comparação com a resina de uretano ou poliuretano empregada na moldagem de uretano. Se for necessário produzir menos protótipos, é melhor usar resinas de uretano. Para produtos que devem ser usados para longo prazo, ou com aplicações com certas propriedades físicas difíceis, o plástico adequado deve ser usado e o processo de moldagem por injeção deve ser usado.
4) Prazos
A ferramenta de moldagem por injeção requer uma usinagem mais complexa e extensa para criar e geralmente não fica pronta por várias semanas. Um lead time típico de quase dois meses pode ser necessário para a fabricação da ferramenta de moldagem por injeção. Enquanto os moldes de uretano consomem um tempo relativamente menor para produção, geralmente exigindo apenas um modelo impresso em 3D e um molde macio para ser criado em torno dele.
5) Custo por peça x custo geral
Em geral, os custos por peça para fundição de uretano será maior do que para moldagem por injeção, devido principalmente ao menor volume de peças criadas. Os custos gerais, no entanto, são normalmente mais baixos para a fundição de uretano devido aos custos mais baixos de ferramentas e materiais.
6) Tolerância
As tolerâncias de uretano são +/-.010" para a primeira polegada e +/-.005" para cada polegada depois, enquanto na moldagem por injeção as tolerâncias são +/-.005" para a primeira polegada e +/-.002" para cada centímetro depois.
7) Candidaturas
Como os protótipos são feitos por moldes de silicone em moldagem de uretano que é comparativamente menos durável e não dura mais de 20-25 peças. Portanto, este processo é adequado para situações em que o volume de produção é baixo e seriam necessárias peças menores com características de alta qualidade, precisão e desempenho. Algumas das aplicações da moldagem de uretano estão listadas abaixo:
- Ponte para a produção
- Peças de exibição de ponto de compra
- Peças da exposição
- Avaliação do usuário
- Teste do consumidor
- Campanhas de financiamento coletivo
- Modelos conceituais
- Amostras de vendas
- Modelos de engenharia
- Amostras de teste de marketing
- Execuções de pré-produção
- Protótipos de teste
- Protótipos rápidos
- Centros de distribuição
- Impressão
- Rodas para skates, robôs e outras aplicações rotativas
- Sistemas de transportadores

8. Benefícios da moldagem de uretano
Este processo é mais eficaz para diminuir o custo da ferramenta e o tempo de produção. As peças produzidas são em sua maioria compostas de uretano ou sua resina aumentando suas propriedades físicas. As peças feitas de moldagem de uretano têm os seguintes benefícios
Resistente à abrasão: Os produtos produzidos por moldagem de uretano superam borracha, plástico ou metal em aplicações de abrasão e desgaste severos.
Resistências Químicas: Os produtos produzidos por moldagem de uretano apresentam excelente resistência à maioria dos solventes, produtos químicos, óleos alifáticos e graxas.
Colorir: Duas opções de coloração estão disponíveis na moldagem de uretano, ambas com seus prós e contras. Geralmente, são usadas cores fundidas que são resistentes à casca.
Estabilidade Dimensional :As resinas de uretano têm excelente estabilidade dimensional em uma ampla faixa de pressões e temperaturas. Os produtos produzidos por este método são altamente elásticos e podem ser esticados a alongamentos substanciais sem deformação.
Resistência ambiental: O uretano é substancialmente inerte na presença de ozônio e oxigênio. É mais resistente que a borracha natural ou sintética à luz solar e às condições climáticas gerais.
Dureza :Os polímeros de uretano podem ser formulados para cobrir uma ampla faixa de dureza, desde o durômetro 20 Shore A (a dureza de um elástico) até o durômetro 75 Shore D (a dureza do osso), portanto, o protótipo produzido terá essas propriedades.
Resistência ao impacto: Enquanto os materiais plásticos convencionais podem se tornar quebradiços à medida que se tornam mais duros, o uretano retém elasticidade e resistência em toda a faixa de dureza.
Usinabilidade: Os produtos de uretano podem ser perfurados, rosqueados e usinados como produtos metálicos.
Resiliência: Os polímeros de uretano podem ser formulados de forma personalizada para dar aos poliuretanos duros uma resiliência semelhante à dos materiais mais macios, tornando o uretano um excelente material para absorção de choque/vibração.

9. Limitações da moldagem de uretano
A moldagem de uretano tem algumas desvantagens. No caso de produção de qualquer peça complexa, o padrão mestre projetado pode não abranger todos os recursos. Além disso, eles envolvem muito trabalho duro para remover moldes e excesso de material, o que introduz erros. No caso de quaisquer bolhas de ar presas no molde, os materiais farão com que o molde se torne quebradiço ou impedirá que as paredes finas sejam completamente preenchidas. Outra limitação da moldagem de uretano é que o molde é bastante sensível à temperatura e não pode sustentar longos períodos de tempo acima de 270 graus Fahrenheit.
Observações finais
Então moldagem de uretano é uma das principais técnicas de prototipagem rápida que é empregada quando o volume de produção é baixo. Permite produzir protótipo e apresentá-lo às pessoas antes de sua produção em massa, economizando custos e muito dinheiro em ferramentas. Além disso, as propriedades físicas dos produtos de uretano, conforme descrito acima, conferem-lhe uma vantagem sobre os materiais convencionais que têm menos resistência e dureza. Assim, se a quantidade de produção for baixa, a moldagem de uretano é uma das melhores técnicas de fabricação a serem aplicadas, bastante semelhante à moldagem por injeção que é usada em caso de alto volume de produção e usa uma ferramenta mais dura em vez de uma ferramenta macia.
A impressão 3D substituirá a indústria de ferramentas?
3 tipos de soldagem que todos os designers de produtos devem entender
Tecnologia industrial
- Um curso intensivo sobre prototipagem rápida na manufatura
- 5 Curiosidades sobre a prototipagem rápida
- Prototipagem Rápida:a Evolução da Impressão 3D
- Guia para Prototipagem Rápida para Desenvolvimento de Produto
- O que é Prototipagem Rápida? - Tipos e Funcionamento
- Prototipagem Rápida de PCB
- Seleção rápida do processo de prototipagem
- Aplicação da tecnologia de prototipagem rápida em fundição de investimento
- Recursos de prototipagem aeroespacial
- Vantagens e aplicativos de prototipagem rápida