


Medindo a Retidão em Pequenas Peças Metálicas
Onde o qualitativo supera o quantitativo
Na Metal Cutting Corporation, onde todos os dias produzimos milhares de vergalhões, tubos e fios cortados no comprimento, a retidão é um recurso com o qual trabalhamos com frequência. Isso porque quando retificamos sem centro, obtemos ótimos resultados quando as peças que retificamos são retas.
Além disso, nossos clientes costumam chamar a retidão como uma característica importante de suas peças, juntamente com o posicionamento e outras características de tolerância geométrica.
A retilinidade é especialmente importante para fios, pinos, tubos e outras peças cilíndricas que precisam se encaixar em um furo ou encaixar em outra peça. A retidão do material também afetará a perpendicularidade do corte final, portanto, mesmo quando a própria retidão não for mencionada em um desenho, se a perpendicularidade for, o material inicial deve ser reto.
O que é retidão?
Em vez de retilineidade da superfície, que é um indicador de planicidade ao longo de uma linha na superfície de uma peça, a retilinidade com a qual trabalhamos é uma indicação de quanto arco (curva) é permitido no eixo de uma peça.
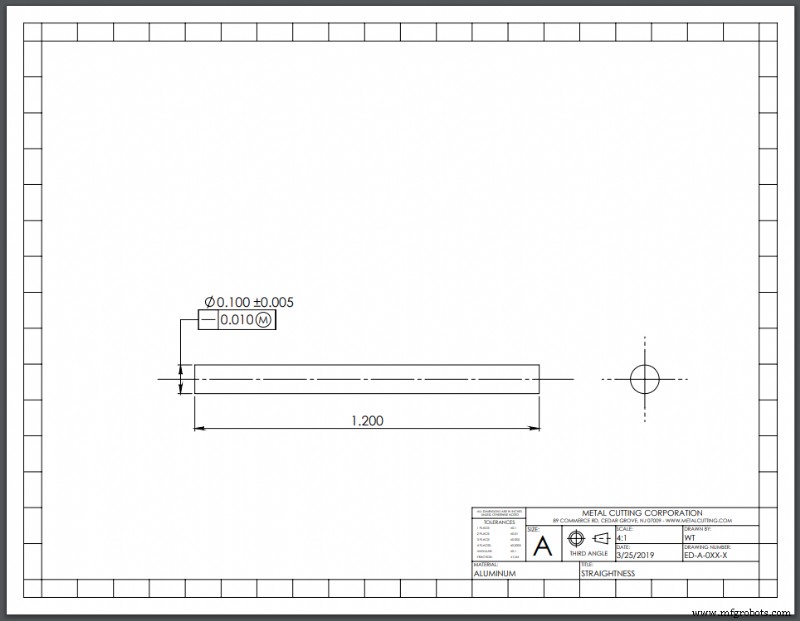
Essa chamada retidão de eixo é simbolizada em GD&T por uma linha reta e normalmente é indicada em um desenho de engenharia como estando dentro da medida X ao longo do comprimento Y - por exemplo, 0,001" (0,0254 mm) sobre 1,0" (25,4 mm). Isso significa que em um comprimento de fio, tubulação ou haste de 1” não pode haver um arco que mede mais de 0,001” em seu pico.
Há uma variedade de padrões ASTM para vários materiais, como a especificação ASTM B387-10 para barras, barras e fios feitos de molibdênio e suas ligas; especifica o requisito de retilinidade como 0,050" (1,27 mm) sobre 1' (304,8 mm) de comprimento.
Se as coisas fossem assim tão simples!
A controvérsia da medição
A parte complicada é que a chamada de retidão do eixo está sujeita a muita interpretação.
Se você tivesse um arco absolutamente perfeito de X ou menos e descobrisse que tinha o mesmo arco em todas as seções de comprimento Y ao longo de toda a peça, então você poderia dizer que ele atinge a retidão especificada X sobre Y vezes multiplicada por todo o comprimento. No entanto, muitos argumentariam que isso simplesmente não é realidade e, portanto, não é uma medida precisa de retidão.
De fato, a questão de determinar a retidão em todo o comprimento de uma peça é surpreendentemente controversa, e as opiniões sobre como medi-la são muitas e variadas.
Por um lado, não existe um arco perfeito. Quando você olha para todo o comprimento de uma peça, quase sempre há algumas inconsistências, com algumas áreas um pouco mais curvadas e outras mais retas.
Além disso, os resultados dependem da observação de qualquer intervalo Y em todo o comprimento da peça em um ou dois planos. Se você mover uma polegada ou mesmo uma fração de polegada para qualquer lado, você está olhando para um intervalo Y diferente e assim por diante, exponencialmente.
Portanto, há um número ilimitado de intervalos Y a serem considerados. Como alguém poderia olhar para cada intervalo ou decidir quais representam com precisão a parte inteira?
Uma abordagem mais direta
Em vez de debater como medir, aqui na Metal Cutting usamos uma abordagem simples baseada na especificação ASTM F2819. Ele fornece quatro métodos de teste padrão para medir a retilinidade de barras, hastes, tubos e fios a serem usados para dispositivos médicos.
Métodos quantitativos de medição de retidão
Dois dos métodos de teste são quantitativos , produzindo um número que representa a medida de retidão.
Com o teste de lacuna , a peça é rolada em uma superfície plana e a maior folga encontrada entre a superfície plana e a peça é medida usando uma página de pinos, um micrômetro ou algum tipo de escala linear.
Com o teste de leitura total do indicador (TIR) , o material é colocado entre os blocos v e um indicador faz medições à medida que o material é girado uma volta. As leituras máxima e mínima são então usadas para calcular o TIR.
O problema com esses dois testes é que essas medições podem ser muito difíceis de realizar, especialmente com os diâmetros muito pequenos com os quais normalmente trabalhamos na Metal Cutting Corporation.
Além disso, pode ser fácil introduzir erros ao fazer as medições; por exemplo, ao inserir um calibrador de pinos em um pequeno espaço, é fácil levantar acidentalmente a peça e alterar a medição.
Métodos qualitativos de medição de retidão
Por isso, aqui na Metal Cutting geralmente optamos pelos testes qualitativos que usam métodos simples de aprovação/reprovação para determinar a retidão.
Com o teste de rolagem dos dedos , uma peça é rolada em uma superfície plana e se a peça oscilar, ela falha. Se a peça não oscilar, ela passa e é considerada adequadamente reta.
Como o nome indica, o teste de placa plana inclinada envolve uma placa plana colocada em uma inclinação para passar/reprovar no teste de retidão.
O número de graus em que a inclinação é definida é baseado no diâmetro da peça (ou conforme acordado pelo cliente e fornecedor), que é então colocado no topo da placa inclinada e dado um leve toque para definir a peça em movimento. Se rolar a placa com rapidez e facilidade, a peça passa e é considerada reta; se a peça parar, ela falha no teste.
Sucesso uma e outra vez
Na Metal Cutting, nossa experiência nos mostrou repetidas vezes que as medições reais de retidão geralmente não são necessárias. Para nossos propósitos, normalmente não nos importamos com os números - nos importamos que possamos moer uma peça sem centro com sucesso e que ela se qualifique como reta para seu uso final na aplicação do cliente.
Mesmo onde os clientes especificaram a retidão X sobre Y, nossos métodos de teste fáceis e definitivos nunca falharam em atender aos requisitos dos clientes.
Nos raros casos em que sabemos que haverá uma curvatura - como em uma operação agressiva de tombamento ou jateamento de areia - ou que o material com o qual começamos é dobrado/curvado, a Metal Cutting pode usar uma versão aprovada/reprovada do teste de folga para determinar se a extremidade da peça está dentro da especificação sobre o comprimento da peça.
Para obter retilineidade, bem como paralelismo, cortes de extremidades perpendiculares e outros recursos importantes de GD&T, nosso objetivo é a relação custo-benefício, bem como peças de alta qualidade e tolerância apertada. Para esse fim, encontramos os métodos de teste qualitativos que usamos para retidão e outros recursos consistentemente nos ajudam a manter os custos de produção sob controle enquanto entregamos os resultados que nossos clientes precisam.
Tecnologia industrial
- Aplicativos de impressão 3D de metal (Parte 2)
- Aplicativos de impressão 3D de metal (Parte 1)
- Parte do mês do cliente
- Acabamentos de metal nu para suas peças de chapa metálica e gabinetes
- Usinagem de peças pequenas
- Rebarbação na Produção em Massa de Pequenas Peças Metálicas
- Polimento de metal em um mundo de peças impressas em 3D
- Transição para peças pequenas no corte de metal CNC
- Medindo a perpendicularidade de pequenas peças de metal
- Tolerância de circularidade em pequenas peças metálicas