


Diretrizes de projeto do HP Multi‑Jet Fusion:lista de verificação de especialistas para peças ideais
Publicado em 30 de novembro de 2023

Publicado originalmente em fastradius.com em 20 de outubro de 2021
O HP Multi‑Jet Fusion (MJF) fornece peças de náilon rápidas e de alta qualidade que rivalizam com os componentes moldados por injeção em resistência e acabamento. Esta lista de verificação fornece às equipes de projeto as melhores práticas comprovadas para maximizar o desempenho das peças, reduzir custos e agilizar a produção.
Introdução
O que é Multi‑Jet Fusion?
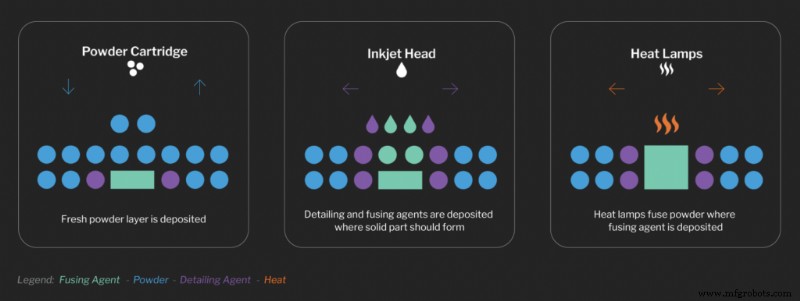
MJF é um processo industrial líder de fabricação aditiva que produz protótipos funcionais de náilon e peças de produção de alto volume com liberdade de design e propriedades mecânicas incomparáveis. Ao contrário da sinterização seletiva a laser, que funde o pó com um laser, a MJF usa bicos de jato de tinta para depositar agentes de fusão e detalhamento em um leito de pó de náilon. Um movimento contínuo de varredura aplica calor camada por camada, permitindo construções em alta velocidade sem a necessidade de estruturas de suporte. O resultado é uma peça que pode incluir canais internos complexos e montagens co-impressas, ao mesmo tempo que alcança um desempenho mecânico comparável ao da moldagem por injeção, mas sem ferramentas dispendiosas.
Projetar visando a capacidade de fabricação garante qualidade ideal das peças, rendimento e eficiência de custos. Use esta lista de verificação para alinhar seus projetos com as capacidades do MJF.
1. O MJF é o processo certo para o meu projeto?
Valide se o MJF atende a todos os requisitos do produto antes de redesenhar:
Os materiais disponíveis satisfazem minha inscrição?
Embora a MJF ofereça um portfólio de materiais limitado, porém robusto, o PA12 e sua variante com esferas de vidro atendem à maioria das necessidades de plásticos rígidos. TPU oferece uma opção flexível e elastomérica. Se a sua especificação exigir um material fora desta faixa, considere um processo alternativo.
Minha peça cabe no volume de construção?
O envelope de construção do Jet Fusion4200 é 380×380×284mm. Componentes grandes podem ser divididos em subconjuntos e unidos com fixadores adesivos ou mecânicos. Recursos de design, como juntas em cauda de andorinha, podem ajudar no alinhamento e na adesão.
As tolerâncias estão dentro dos limites aceitáveis?
Embora as tolerâncias de fabricação aditiva estejam diminuindo, confirme se a precisão do MJF está alinhada com seus requisitos de montagem. O exemplo a seguir ilustra uma junta em cauda de andorinha projetada para uma ligação adesiva segura.
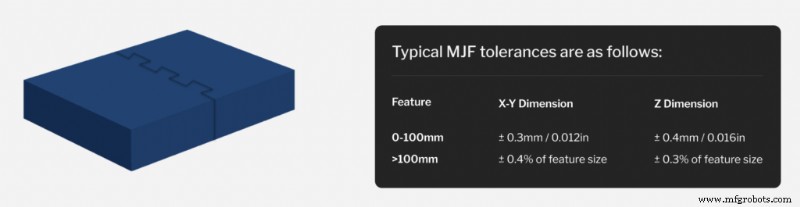 Exemplo de junta em cauda de andorinha usada para aderir subcomponentes
Exemplo de junta em cauda de andorinha usada para aderir subcomponentes 2. Posso reduzir o uso de materiais?
Os gradientes térmicos causam frequentemente empenamentos, especialmente em secções longas e finas ou em alterações abruptas da secção transversal. Mitigue defeitos removendo o excesso de material por meio de bolsões, cascas, treliças ou otimização topológica. Transições graduais – por meio de chanfros ou filetes – reduzem ainda mais o risco de encolhimento.
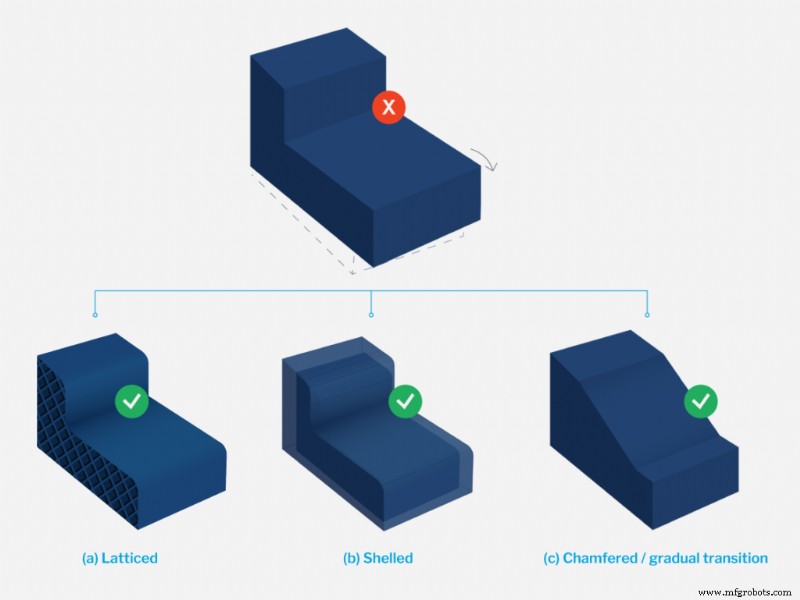 Exemplos de alterações de DFM para uma peça que poderia deformar devido a uma mudança abrupta na seção transversal; (a) treliçado (b) sem casca (c) chanfrado/transição gradual
Exemplos de alterações de DFM para uma peça que poderia deformar devido a uma mudança abrupta na seção transversal; (a) treliçado (b) sem casca (c) chanfrado/transição gradual 3. Meus recursos estão acima do tamanho mínimo?
As espessuras de parede padrão devem ser de pelo menos 1,5 mm. Pequenos recursos não devem ser menores que 1,5 mm, exceto fendas, relevos, gravuras ou diâmetros de eixo, que podem atingir 0,5 mm. O texto deve ter no mínimo 6pt (≈2mm) e 0,3mm de profundidade. As roscas dos parafusos devem ser M6 ou maiores; para roscas mais apertadas ou mais duráveis, use inserções roscadas.
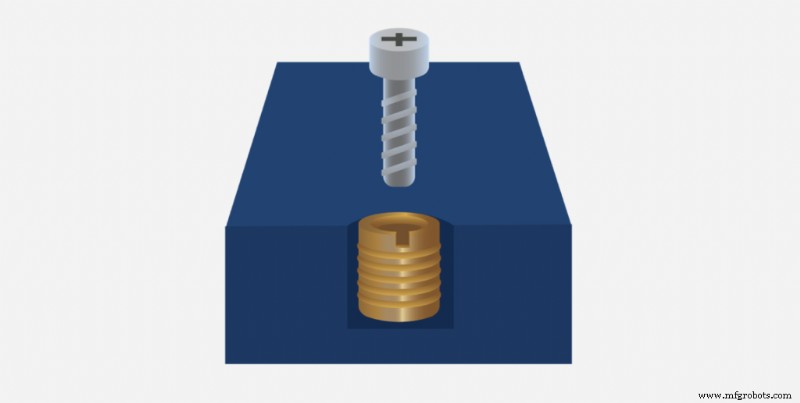 As roscas dos parafusos impressas devem ser M6 ou maiores; inserções podem ser usadas onde roscas menores ou mais robustas são necessárias.
As roscas dos parafusos impressas devem ser M6 ou maiores; inserções podem ser usadas onde roscas menores ou mais robustas são necessárias. 4. Considerei as tolerâncias de montagem?
As montagens de coimpressão exigem um planejamento cuidadoso de liberação. As faces correspondentes normalmente precisam de folga de 0,4–0,6 mm para acomodar tolerâncias. Ao imprimir várias peças juntas, deixe uma folga de pelo menos 0,5 mm e mais se existirem seções transversais grandes ou áreas de contato altas.
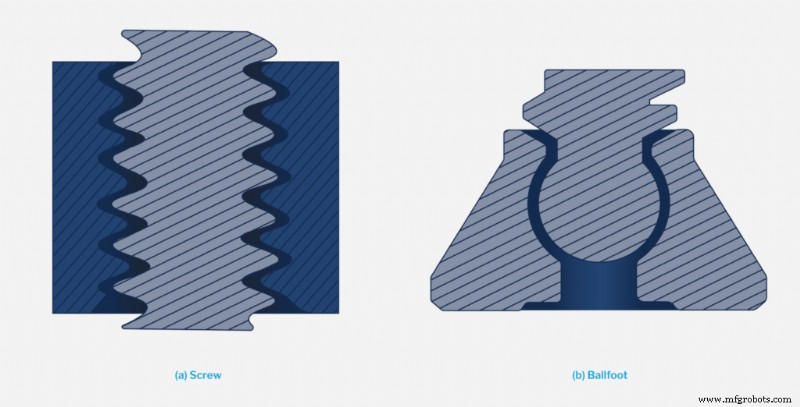 Vistas de seção transversal de (a) parafuso e (b) pé esférico co-impressos. Esses projetos exigirão mais espaço livre para evitar fusão devido à maior área de superfície de contato.
Vistas de seção transversal de (a) parafuso e (b) pé esférico co-impressos. Esses projetos exigirão mais espaço livre para evitar fusão devido à maior área de superfície de contato. 5. O design da minha peça está otimizado para pós-processamento?
Quando o pós-processamento for necessário, certifique-se de que o design facilite a remoção eficiente do pó e o acabamento superficial:
- Sem volumes ventilados ou presos.
- Prefira furos passantes em vez de furos cegos para evitar bolo em pó.
- Adicione filetes aos cantos internos afiados para facilitar a queda e a explosão do cordão.
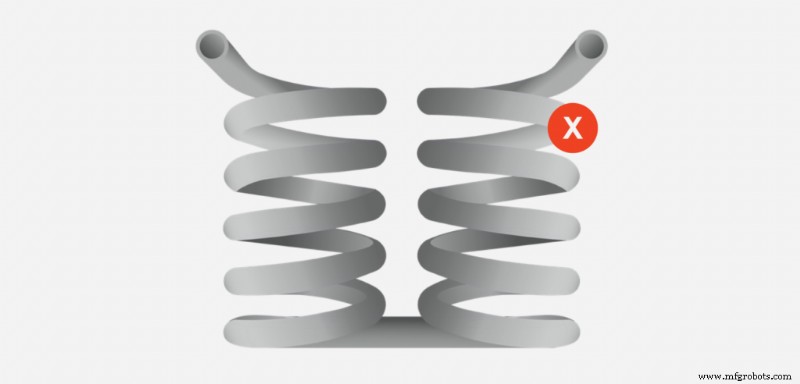 O caminho do fluxo desta geometria tornará muito difícil retirar o pó da seção inferior.
O caminho do fluxo desta geometria tornará muito difícil retirar o pó da seção inferior. 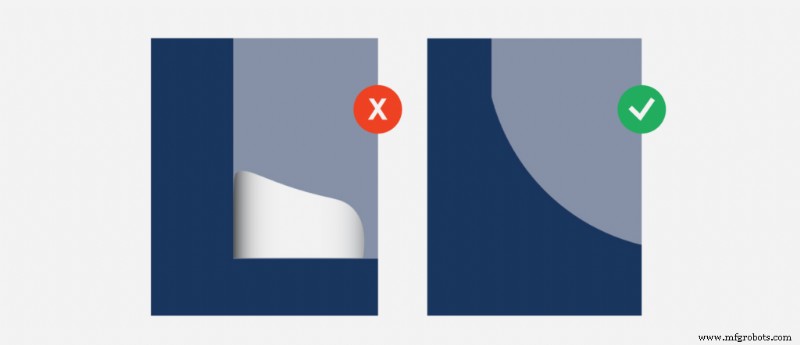 É fácil que o pó endureça em cantos internos afiados. Adicionar filetes ajudará significativamente na remoção do pó.
É fácil que o pó endureça em cantos internos afiados. Adicionar filetes ajudará significativamente na remoção do pó.  Os buracos cegos são difíceis de remover o pó, pois não há lugar para a saída do pó quando soprado pela entrada do buraco. Considere passar por um buraco ou adicionar canais de fuga.
Os buracos cegos são difíceis de remover o pó, pois não há lugar para a saída do pó quando soprado pela entrada do buraco. Considere passar por um buraco ou adicionar canais de fuga. 6. Aproveitei todas as oportunidades para reduzir os custos das peças?
Mudanças estratégicas no DFM podem reduzir o desperdício de materiais e melhorar a economia da construção. A leveza reduz o risco de defeitos e o custo do material. A otimização do encadeamento (adicionar rascunhos ou reposicionar peças) maximiza o número de peças por construção, distribuindo os custos fixos. Por exemplo, a introdução de um ângulo de inclinação pode adicionar duas peças adicionais a uma única construção.
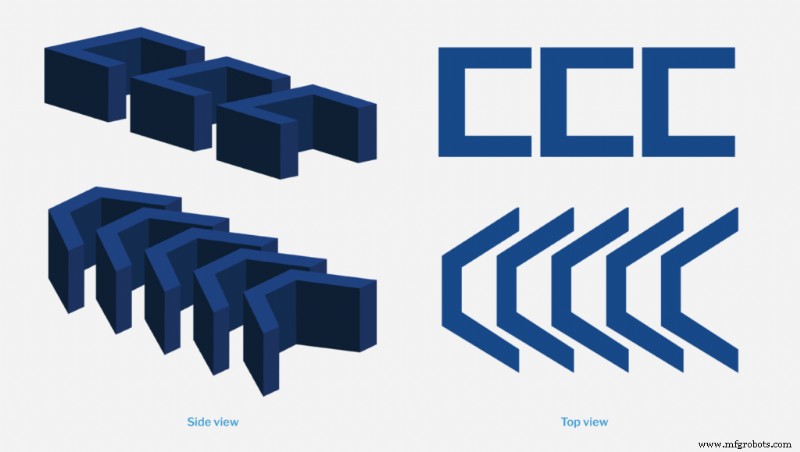 Projetar para encadeamento aumentará o número de peças que cabem em uma construção, diminuindo o custo por peça. Neste exemplo, adicionar inclinação permite empacotar duas peças adicionais.
Projetar para encadeamento aumentará o número de peças que cabem em uma construção, diminuindo o custo por peça. Neste exemplo, adicionar inclinação permite empacotar duas peças adicionais. Outros fatores de economia de custos incluem acabamento superficial, cor e pós-processamento. As peças MJF são inerentemente cinzentas, mas podem ser tingidas de preto com o mínimo esforço. Se for necessário um acabamento mais liso, opções como lixar, tamborear ou suavizar a vapor estão disponíveis. A texturização pode melhorar a estética sem etapas extras de processamento.
Primeiros passos com um especialista em DFM
Aderir aos princípios do DFM é essencial para obter custos operacionais baixos, detecção precoce de problemas e qualidade superior das peças. Esta lista de verificação fornece uma estrutura prática para refinar projetos de MJF antes da produção.
A parceria com a SyBridge dá à sua equipe acesso a ferramentas de design digital de ponta e orientação experiente — do conceito à execução — garantindo a entrega no prazo e pelo preço certo.
Entre em contato conosco hoje para iniciar sua jornada MJF.
Dominando a fundição de uretano:princípios fundamentais de design para peças confiáveis e econômicas
Desbloqueie a fabricação aditiva de nível de produção com o design inteligente do DFAM
Tecnologia industrial
- Automação e fabricação
- Capacitores e cálculo
- Propriedades do óleo lubrificante do compressor de refrigeração
- 4 Tendências do consumidor que impactam a cadeia de suprimentos de alimentos e bebidas
- 9 Leis da Tecnologia que Mudaram o Mundo
- 5 maneiras de criar cadeias de suprimentos resilientes na manufatura
- Guia de materiais de usinagem de metal:aço para usinagem CNC, tipos, propriedades e aplicações | CNCLATHING
- Soldagem no local de trabalho:4 dicas de segurança em metalurgia
- Como usinar joias com usinagem CNC?
- Circuitos complexos