


O que é Fundição em Areia?
Como formar peças fundidas complexas com moldes de areia

Fundição na areia é um processo que utiliza moldes de areia não reutilizáveis para formar peças fundidas de metal. Por um lado, a fundição é um processo de fabricação enganosamente simples:quem já formou castelos na praia sabe que a areia pode ser usada para fazer formas detalhadas. No entanto, em uma fundição, lidando com o calor do metal fundido, muitos fatores devem ser considerados para o sucesso. A fundição é usada para fazer componentes metálicos de todos os tamanhos, variando de algumas onças a várias toneladas. Moldes de areia podem ser formados para criar peças fundidas com detalhes exteriores finos, núcleos internos e outras formas. Quase qualquer liga metálica pode ser fundida em areia. As cavidades são feitas em areia umedecida, preenchidas com metal fundido e deixadas para esfriar.
O que é areia de moldagem?
A areia de moldagem tem três vantagens importantes sobre outros materiais de molde:
- é barato,
- é facilmente reciclado e
- pode suportar temperaturas extremamente altas.
A fundição em areia é um dos poucos processos disponíveis para metais com altas temperaturas de fusão, como aços, níquel e titânio. Devido à sua flexibilidade, resistência ao calor e custo relativamente baixo, a fundição em areia é o processo de fundição mais amplamente utilizado.
As peças fundidas são produzidas derramando metal líquido em uma cavidade do molde. Para que uma fundição seja bem-sucedida, a cavidade do molde deve manter sua forma até que o metal esfrie e se solidifique totalmente. A areia pura quebra facilmente, mas a areia de moldagem contém material de ligação que aumenta sua capacidade de resistir ao calor e manter a forma.
Areia verde (um agregado de areia, carvão pulverizado, argila bentonítica e água) tem sido tradicionalmente usado em fundição de areia, porém modernos sistemas de moldagem quimicamente ligados estão se tornando mais populares. A areia de fundição mais utilizada é a sílica (SiO2 ).
Propriedades da areia de moldagem
Força
A capacidade do molde de areia de manter sua forma geométrica sob condições de estresse mecânico.
Permeabilidade
A capacidade de um molde de areia para permitir o escape de gases e vapor durante o processo de fundição.
Conteúdo de umidade
O teor de umidade afeta a resistência e a permeabilidade de um molde:um molde com pouca umidade pode quebrar, enquanto um molde com muita umidade pode fazer com que bolhas de vapor fiquem presas na fundição.
Fluxabilidade
A capacidade da areia para preencher pequenas cavidades no padrão. A alta fluidez cria um molde mais preciso e, portanto, é útil para fundições detalhadas.
Tamanho do grão
O tamanho das partículas individuais de areia.
Forma do grão
Esta propriedade avalia a forma dos grãos de areia individuais com base em quão redondos eles são. Geralmente, três categorias de grãos são usadas na areia de fundição:
- Grão arredondado as areias fornecem resistência de ligação relativamente baixa, mas boa fluidez e acabamento superficial.
- Grãos Angulares têm maior força de ligação devido ao intertravamento, mas menor fluidez e permeabilidade do que areias de grãos arredondados.
- Grãos subangulares são o caminho do meio. Eles possuem melhor resistência e menor permeabilidade em relação aos grãos arredondados, mas menor resistência e melhor permeabilidade do que os grãos angulares.
Recolhibilidade
A capacidade da mistura de areia de colapsar sob força. A maior colapsabilidade do molde permite que o metal fundido encolha livremente à medida que se solidifica, sem o risco de rasgos a quente ou rachaduras.
Resistência refratária
O molde não deve derreter, queimar ou rachar à medida que o metal fundido é derramado nele. A resistência refratária mede a capacidade da areia de moldagem de suportar o calor extremo.
Reutilização
A capacidade da areia de moldagem de ser reutilizada (após o condicionamento da areia) para produzir outras peças fundidas em areia em operações de fabricação subsequentes.

Muitas propriedades da areia de moldagem dependem do tamanho do grão e da distribuição das partículas de areia:o tamanho de grão pequeno aumenta a resistência do molde, mas o tamanho de grão grande é mais permeável. A areia de granulação fina proporciona aos fundidos um bom acabamento superficial, mas possui baixa permeabilidade, enquanto a areia de granulação grossa proporciona o oposto.
Aditivos especiais ou ligantes pode ser adicionado ao agregado básico de areia, argila e água para aumentar a coesão. Estes ligantes podem ser orgânicos ou inorgânicos. Aglutinantes comuns incluem cereais, piche moído, carvão marinho, gilsonita, óleo combustível, farinha de madeira, farinha de sílica, óxido de ferro, perlita, melaço, dextrina e materiais proprietários.
Encontrar a combinação perfeita não é fácil. Algumas propriedades de um agregado de areia são contraditórias entre si:uma areia de moldagem com maior colapsabilidade tem menos resistência e uma com maior resistência tem menos colapsabilidade. Muitas vezes, são necessárias compensações para alcançar um compromisso que forneça propriedades apropriadas para a peça específica e a aplicação de fundição. O controle preciso das propriedades da areia de moldagem é tão essencial que os laboratórios de areia se tornaram uma adição comum às fundições modernas.
Partes de um molde de fundição de areia

Uma fundição de metal é moldada pelo molde usado para produzi-la – um bom molde é um pré-requisito para uma boa fundição. Os moldes têm várias partes que trabalham juntas para influenciar o produto final.
A cavidade do molde é moldada pelo padrão , um modelo em tamanho real da peça que impressiona no molde de areia. Algumas superfícies internas não estão incluídas no padrão e, em vez disso, serão criadas por núcleos separados.
Um núcleo é uma forma de areia inserida no molde para moldar o interior da fundição, incluindo características como furos ou passagens. Os núcleos são geralmente feitos de areia de moldagem para que possam ser sacudidos da fundição. Uma impressão principal é uma região adicionada ao padrão, macho ou molde para localizar e apoiar o macho dentro do molde.
Suporte básico adicional é fornecido por chaplets – pequenas peças metálicas que são fixadas entre o núcleo e a superfície da cavidade. Para manter esse suporte, os chapelins devem ser compostos por um metal com temperatura de fusão igual ou superior à do metal a ser fundido. Após a solidificação, os chapelins terão sido encapsulados dentro da fundição.
Os machos de areia podem ser produzidos usando muitos dos mesmos métodos que os moldes de areia:como os moldes são moldados por um padrão, os machos de areia são moldados por uma core-box; eles são semelhantes a uma matriz e podem ser feitos de madeira, plástico ou metal. As caixas de núcleo também podem conter várias cavidades para produzir vários núcleos idênticos.
Um elevador é um vazio extra dentro do molde projetado para conter excesso de metal. Ele evita a formação de vazios de contração na fundição principal, alimentando o metal fundido na cavidade do molde à medida que solidifica e encolhe.
Todo o molde de areia está contido em uma caixa chamada frasco . Em um molde de duas partes, que é típico de fundição em areia, a metade superior (contendo a metade superior do padrão, frasco e núcleo) é chamada de cope . A metade inferior é chamada de arrastar . A linha de separação é a linha ou superfície que separa o cope e o arrasto.
Como fazer um molde de areia
A fundição em areia envolve quatro etapas básicas:montar o molde de areia, despejar o metal líquido no molde, deixar o metal esfriar, depois separar a areia e remover a fundição. Claro, o processo é mais complexo do que parece.
A primeira etapa da montagem do molde é preencher parcialmente o arrasto com areia. O padrão, a impressão do núcleo, os núcleos e o sistema de distribuição são colocados próximos à linha de partição. A capa é então montada no arrasto. Areia adicional é derramada na metade da capa até que o padrão, o núcleo e o sistema de canal sejam cobertos e, em seguida, a areia é compactada por vibração ou meios mecânicos. O excesso de areia é removido com uma barra de remoção.
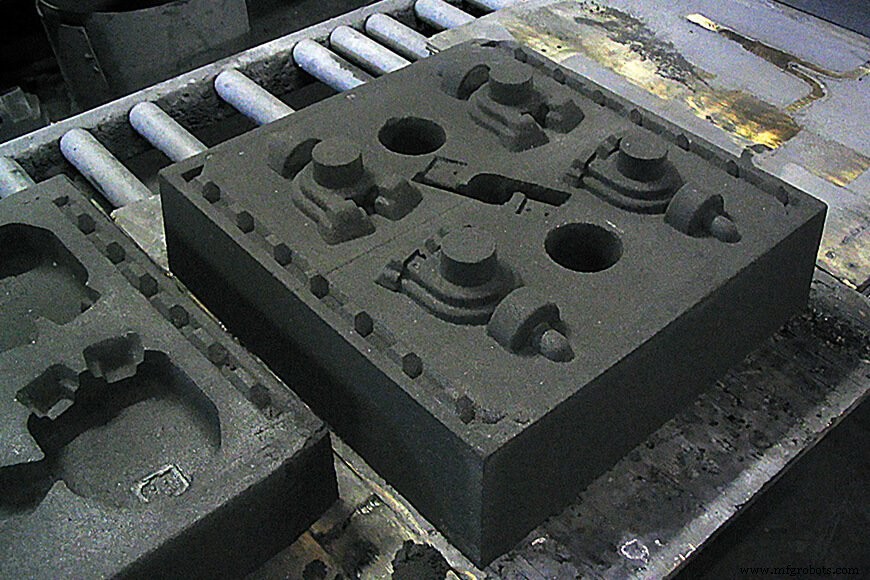
Agora que o molde está formado, a capa é removida do arrasto para que o padrão possa ser extraído do molde.
A extração do padrão é realizada com cuidado para evitar quebrar ou distorcer a cavidade do molde recém-formada. Isso é facilitado projetando um rascunho :um cone vertical perpendicular à linha de partição. A conicidade do calado é geralmente de pelo menos 1°. Quanto mais áspera for a superfície do padrão, maior será o calado a ser fornecido.
Antes de poder ser preenchido com metal líquido, o molde completo precisa ser preparado; a cavidade do molde é frequentemente lubrificada com lavagens do molde para facilitar a remoção do fundido. Em seguida, os núcleos são posicionados, materiais de molde adicionais, como corda de cobertura, são adicionados para ajudar a evitar excentricidades e as metades do molde são fechadas e fixadas com segurança; as seções da capa e do arrasto mantêm o alinhamento adequado com o auxílio de pinos e guias.
As metades do molde devem permanecer seguras para que o metal líquido não vaze pela linha de partição. Antes de despejar moldes sem frascos, madeira ou metal, despeje jaquetas são muitas vezes colocados ao redor do molde e os pesos são colocados no topo para evitar que a capa levante.
O metal fundido entra na cavidade do molde através de um sistema de canal :o metal fundido é derramado em um molde através do copo de derramamento , continua no sprue (a parte vertical do sistema de gating) e depois pelas corrediças (porções horizontais). Gases acumulados e ar deslocado escapam através de saídas . Os múltiplos pontos onde o metal é introduzido na cavidade do molde a partir dos canais são chamados de portas .
Depois que a fundição esfria, ela é quebrada do molde de areia. O processo de remoção de areia das peças fundidas é chamado de sacudir . A fundição pode ser removida manualmente ou por máquinas automatizadas. Mesas de agitação e copos rotativos são comumente usados.
Existem variações neste processo básico dependendo do padrão, tipo de frasco e nível de mecanização:
- Moldagem de bancada é preferível para pequenos trabalhos. Toda a operação é realizada em uma bancada de altura conveniente.
- Moldagem de Piso é usado para trabalhos de tamanho médio e grande. Como o nome sugere, o molde é colocado no chão antes de vazar.
- Máquina de moldagem é empregado para a produção em massa. A moldagem por máquina economiza mão de obra e oferece precisão e uniformidade superiores, tornando possível manter as tolerâncias dentro de limites estreitos em uma taxa rápida. As principais operações executadas pelas máquinas de moldagem são o compactar da areia de moldagem, rolar sobre o molde, forrar o molde, bater o molde e sua retirada.
Reciclando areia de moldagem
Após a areia ter sido retirada de uma fundição completa, os pedaços são resfriados e triturados. Todas as partículas e grânulos metálicos são removidos, muitas vezes com a ajuda de um campo magnético. Toda a areia e os constituintes são peneirados com agitadores, peneiras rotativas ou peneiras vibratórias. A areia limpa pode então ser reintroduzida no início do ciclo de produção da areia de moldagem.
As areias de moldagem são preparadas em mullers, que misturam a areia, o aglutinante e a água. Aeradores são usados em conjunto para soltar a areia para torná-la mais passível de moldagem.
A areia preparada é entregue no piso de moldagem, geralmente por caminhões pá ou por esteiras transportadoras, onde é moldada em moldes; os moldes podem ser colocados no chão ou entregues por transportadores a uma estação de vazamento. Após o vazamento, os fundidos são removidos da areia aderente em uma estação de shakeout. A areia utilizada, por sua vez, é devolvida aos silos de armazenamento por esteira transportadora ou outros meios.
A areia de fundição é normalmente reciclada e reutilizada em muitos ciclos de produção. De acordo com estimativas da indústria, cerca de 100 milhões de toneladas de areia são usadas na produção anualmente. Desse número, apenas quatro a sete milhões de toneladas são descartadas, e mesmo essa areia é frequentemente reciclada por outras indústrias.
Processos e métodos de moldagem em areia

Moldes de Areia Verde
Uma mistura típica de areia verde contém 89% de areia, 4% de água e 7% de argila. A areia verde é uma das favoritas da indústria por causa de seu baixo custo e desempenho geral sólido. O “verde” na areia verde refere-se ao teor de umidade presente na mistura durante o vazamento.
Os moldes de areia verde têm resistência suficiente para a maioria das aplicações de fundição em areia. Eles também fornecem boa colapsibilidade, permeabilidade e reutilização. As principais dificuldades surgem com o teor de umidade. Muita umidade pode causar defeitos na fundição, com a tolerância à umidade dependente do metal que está sendo fundido.
Processos de configuração a frio
Às vezes, ligantes não tradicionais são usados na fundição em areia industrial. Os ligantes convencionais de fundição requerem calor para curar, enquanto esses ligantes alternativos se ligam quimicamente à temperatura ambiente quando misturados com areia – daí o termo processos de endurecimento a frio. Tecnicamente avançados, esses processos de fundição em areia relativamente recentes estão crescendo em popularidade. Os processos de endurecimento a frio são mais caros do que os moldes de areia verde, mas produzem peças fundidas com excepcional precisão dimensional.
Moldagem de casco
A fundição em molde de concha é uma invenção relativamente recente em técnicas de moldagem para produção em massa e acabamento liso; foi usado pela primeira vez pela Alemanha durante a Segunda Guerra Mundial. O material de moldagem é uma mistura de areia de sílica fina e seca com teor mínimo de argila e 3-8% de resina termofixa (fenol formaldeído ou graxa de silicone). Quando a mistura de moldagem cai sobre a placa padrão aquecida, forma-se uma casca dura de cerca de 6 mm de espessura. Para curar a casca completamente, ela deve ser aquecida a 440 a 650°F (230 a 350t) por vários minutos.
Serviços de fundição personalizados
A Reliance Foundry trabalha em colaboração com os clientes para projetar o padrão e o método de moldagem para cada fundição personalizada. Solicite um orçamento para obter mais informações sobre como nosso serviço de fundição pode atender aos requisitos do seu projeto.
Artigos relacionados
- Guia de elenco detalhado:a vida de uma série de elenco
- Sociedade Americana de Fundição. “Processos de Moldagem em Areia”.
Créditos da imagem
- Preenchimento da caixa do molde:OKFoundry, CC BY 2.0, via Flickr
- Cópia desenhada da caixa do molde:OKFoundry, CC BY 2.0, via Flickr
- Molde de areia aberto:OKFoundry, CC BY 2.0, via Flickr
- Molde fechado:OKFoundry, CC BY 2.0, via Flickr
Sucesso nos negócios:economizado por meio da inovação
Espectrômetros para testes e análises elementares
Processo de manufatura
- O que é fundição com molde não expansível?
- O que é areia afiada?
- O que é uma tela de areia?
- Areia verde vs. Fundição de areia de resina
- Fundição em areia x forjamento
- O que é fundição em areia?
- Tipos de equipamentos de fundição em areia
- Introdução à terminologia de fundição em areia
- O que é CI Casting?
- O que é areia de moldagem?