


Alcançar o sucesso na marcenaria CNC
Desenvolver uma estratégia de direção de corte bem-sucedida
Há uma série de fatores que podem afetar as práticas de usinagem da madeira na marcenaria. Uma que aparece muito para certas madeiras nobres é a direção de corte, especificamente em relação ao padrão de grão da madeira. A madeira é um material anisotrópico. Isso significa que diferentes propriedades do material são exibidas em diferentes direções de corte. Em termos de madeira, existem diferentes graus estruturais de madeira relacionados à orientação do grão. Se a direção média das fibras de celulose são paralelas aos lados da peça de madeira, então os grãos são ditos retos. Qualquer desvio desta linha paralela e da placa é considerado “cross-grain”. A Figura 1 abaixo mostra uma placa de fibra principalmente reta com setas indicando os diferentes eixos. Cada um desses eixos exibe diferentes conjuntos de propriedades mecânicas. Devido a essas diferenças, deve-se estar consciente do caminho da ferramenta em marcenaria e minimizar a quantidade de forças de corte aplicadas na fresa para maximizar a vida útil da ferramenta.
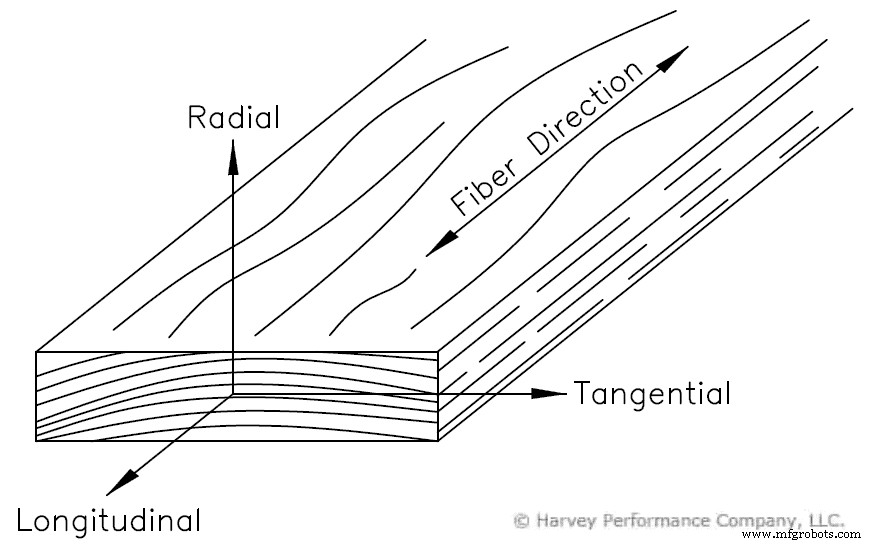
O corte perpendicular ao grão é conhecido como corte “através do grão” na marcenaria. Na Figura 1 acima, isso seria considerado corte na direção radial ou tangencial. O corte paralelo ao grão é conhecido como corte “ao longo do grão” (longitudinalmente nos termos da Figura 1). Quanto mais próximo você estiver de cortar a 90° da fibra da madeira em qualquer direção, maior será a força de corte. Por exemplo, uma ferramenta com seu eixo central paralelo à direção tangencial e um caminho de ferramenta ao longo da direção longitudinal teria menos desgaste do que uma ferramenta com o mesmo eixo central, mas movendo-se na direção radial. O segundo tipo de orientação da ferramenta é cortar através de mais contornos de grão e, portanto, produz maiores forças de corte. No entanto, você deve ter cuidado ao cortar ao longo do grão, pois isso pode causar rasgos e levar a um acabamento superficial ruim.
A formação adequada de cavacos de madeira com marcenaria CNC
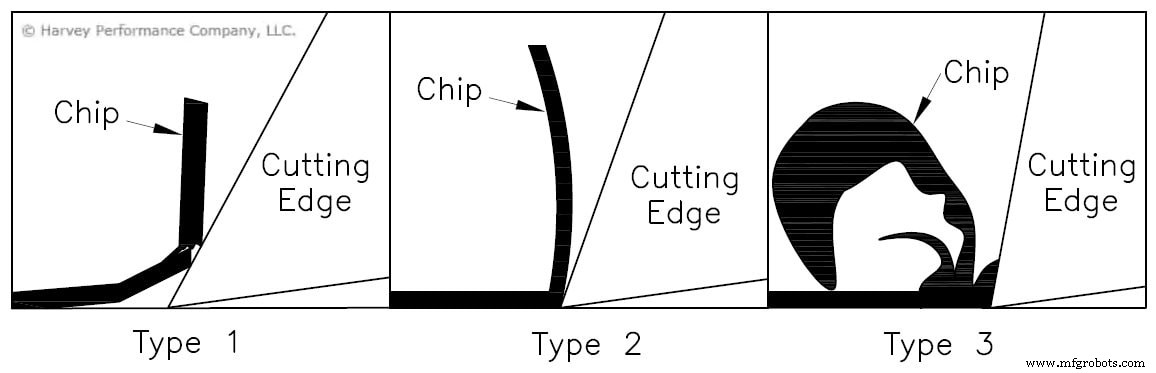
Ao cortar madeira paralelamente ao grão, existem três tipos básicos de cavacos que são formados. Ao cortar perpendicularmente ao grão, os tipos de cavacos geralmente se enquadram nessas mesmas 3 categorias, mas com muito mais variabilidade devido à ampla gama de propriedades da madeira em relação à direção do grão.
Fichas tipo 1
Os cavacos do tipo 1 são formados quando a madeira se racha à frente da aresta de corte através da clivagem até que a falha na flexão ocorra como uma viga em balanço. Uma grande força perpendicular ao plano de cisalhamento é produzida, fazendo com que a madeira à frente da aresta de corte se parta, formando essa pequena viga em balanço. Quando a força ascendente finalmente excede a força desse pequeno feixe, ele se rompe. Esses tipos de cavacos causam comparativamente pouco desgaste em comparação com os tipos 2 e 3, pois o material está se partindo antes de entrar em contato com a borda pontiaguda. Fresas de topo com ângulos de saída extremamente altos ou muito baixos geralmente produzem cavacos tipo 1. Isto é especialmente verdadeiro ao usinar contra inclinações de grãos maiores que 25°. Madeiras com teor de umidade inferior a 8% formam cavacos descontínuos e correm maior risco de arrancar.
Fichas tipo 2
Os cavacos tipo 2 são os mais desejáveis dos três tipos em termos de acabamento superficial. Eles são o resultado da falha do material ao longo de um plano de cisalhamento diagonal, estendendo-se desde a aresta de corte até a superfície da peça. Os cavacos do tipo 2 se formam quando há um equilíbrio adequado entre as propriedades da madeira, os parâmetros de corte e a geometria do cortador. Madeiras com teor de umidade entre 8% e 20% têm uma chance muito maior de formar cavacos tipo 2 contínuos, deixando um bom acabamento superficial.
Fichas tipo 3
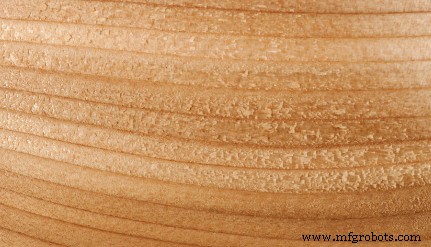
O último tipo de cavaco se forma quando o ângulo de inclinação de uma fresa é muito baixo. Neste cenário, a força de corte é quase paralela à direção de deslocamento. Isso faz com que um material macio, como a madeira, seja esmagado em vez de cortado, deixando um acabamento superficial ruim. Geralmente, a superfície deixada para trás se parece com pequenos feixes de elementos de madeira, um defeito de superfície comumente conhecido como “grão difuso”. Esse tipo de cavaco ocorre com mais frequência em madeiras macias, pois a situação de britagem é agravada em madeiras de baixa densidade.
Prolongando a vida útil da ferramenta ao trabalhar com madeira
Regras básicas de velocidade e feeds
Existem várias categorias diferentes de desgaste de ferramentas que ocorrem ao trabalhar madeira cnc. As regras gerais de usinagem ainda se aplicam, pois o RPM tem a maior influência na taxa de desgaste. A superalimentação pode aumentar exponencialmente o desgaste da ferramenta e também causar a quebra da ferramenta. Tal como acontece com a maioria das operações de usinagem, um equilíbrio entre essas duas é essencial. Se você deseja aumentar sua produtividade aumentando sua velocidade, você deve aumentar seu avanço proporcionalmente para manter um equilíbrio que mantenha a ferramenta adequadamente engatada no material.
Gestão Adequada do Calor
Quando as ferramentas de corte são expostas a altas temperaturas, elas começam a se desgastar ainda mais rapidamente, devido à corrosão. O aglutinante de cobalto na maioria das ferramentas de metal duro no mercado começa a oxidar e se soltar da aresta de corte. Isso desencadeia uma reação em cadeia, pois quando o aglutinante é removido, o carboneto de tungstênio também se desprende. Diferentes espécies de madeira e tipos de madeira engenheirada têm diferentes comportamentos corrosivos em altas temperaturas. Este é o tipo de desgaste mais consistente observado na usinagem de MDF ou aglomerado. O desgaste é devido aos sais de cloro e sulfato encontrados nos adesivos, pois isso acelera a corrosão em alta temperatura. Tal como acontece com o alumínio, quando o teor de sílica de uma madeira aumenta, também aumenta sua corrosividade.
Geralmente, o maior desgaste da ferramenta é observado em madeiras com alto teor de umidade. Essa característica se deve ao aumento do desgaste eletroquímico causado pelos extrativos na madeira., O teor de umidade na madeira inclui substâncias como resinas, açúcares, óleos, amidos, alcalóides e taninos na presença de água. Essas moléculas reagem com os constituintes metálicos da ferramenta de corte e podem embotar a aresta de corte. O metal duro é mais resistente a esse tipo de desgaste em comparação com o aço rápido.
Melhores revestimentos para prolongar a vida útil da ferramenta em madeira
Se você quer uma ferramenta mais duradoura que mantenha sua ponta afiada (e quem não quer), você pode querer considerar um revestimento de diamante amorfo. Este é um revestimento extremamente resistente à abrasão destinado a operações não ferrosas nas quais a temperatura da zona de corte não excede 750 °F. Este tipo de revestimento é um dos revestimentos mais finos da Harvey Tool, minimizando assim o risco de qualquer arredondamento da aresta e maximizando a durabilidade desta aresta.
Evitando acidentes comuns de marcenaria
Rasgar
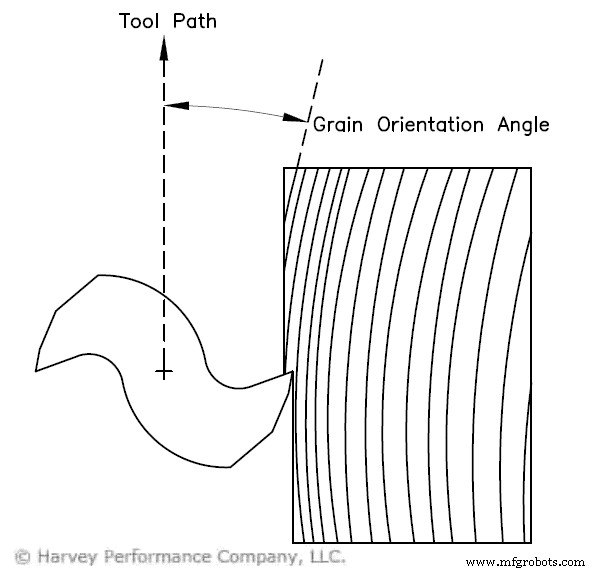
Rasgar, às vezes chamado de grão lascado ou lasca, é quando um pedaço do material de madeira que está sendo usinado se separa da peça principal e deixa um defeito desagradável onde costumava estar. Este é um dos defeitos mais comuns na usinagem de produtos de madeira. Há muitas razões diferentes que o tear out ocorre. As características materiais são algo a ser considerado. O rasgo é mais provável de ocorrer se a orientação do grão for inferior a 20° em relação ao caminho da ferramenta, o teor de umidade da madeira for muito baixo ou a densidade da madeira for muito baixa. A Figura 4 mostra o ângulo de orientação do grão em relação ao caminho da ferramenta. Em termos de parâmetros de usinagem, também pode ocorrer se a carga de cavacos, a profundidade de corte ou o ângulo de saída forem muito altos.
Acabamento de grão difuso
O grão difuso se parece com pequenos aglomerados de madeira presos à face recém-usinada e ocorre quando as fibras da madeira não são cortadas adequadamente. As ferramentas de corte de baixa inclinação ou sem corte indentam as fibras até que elas saiam de seu padrão natural para dentro, causando a formação de cavacos tipo 3, resultando em um acabamento ruim. Isso pode ser exacerbado por um baixo avanço ou profundidade de corte, pois a ferramenta não está engatada corretamente e está arando o material em vez de cisalhá-lo adequadamente. Madeiras mais macias e com menor quantidade de grãos são mais suscetíveis a esse tipo de defeito. A madeira juvenil é conhecida por ser particularmente responsável por grãos felpudos devido ao seu alto teor de umidade.
Marcas de queimadura
As marcas de queima são um defeito particularmente significativo no caso de usinagem de madeira, pois geralmente não é uma preocupação na usinagem de outros materiais. Permanecer em um local por muito tempo, não envolver o suficiente da fresa de topo em um corte ou usar ferramentas cegas cria uma quantidade excessiva de calor por fricção, o que deixa marcas de queimadura. Algumas madeiras (como bordo ou cerejeira) são mais suscetíveis a marcas de queimadura, portanto, os caminhos das ferramentas para esses tipos devem ser programados de forma sensata. Se você estiver tendo muitos problemas com marcas de queimadura em uma operação específica, tente pulverizar a fresa de topo com um lubrificante comercial ou cera em pasta. Tenha cuidado para não usar muito, pois o excesso de umidade pode causar deformação. Aumentar o engajamento da ferramenta ou diminuir o RPM também pode combater as marcas de queimadura.

Marcas de chip
Marcas de lascas são compressões superficiais na superfície da madeira que foram pulverizadas ou pressionadas na superfície. Esses defeitos podem inchar com o aumento do teor de umidade, piorando ainda mais o acabamento. Esse tipo de defeito geralmente é causado por má evacuação de cavacos e geralmente pode ser corrigido pela aplicação de refrigeração por jato de ar na região de corte durante a operação.
Grão Elevado
O grão elevado, outro defeito comum das madeiras, é quando uma ou mais partes da peça de trabalho são ligeiramente mais baixas que o restante. Esse defeito é particularmente um problema ao usinar madeiras mais macias com ferramentas cegas, pois as fibras se rasgam e se deformam em vez de serem cortadas de forma limpa. Este efeito é intensificado ao usinar com avanços lentos e a madeira tem alto teor de umidade. Variações no inchaço e encolhimento entre seções de madeira danificadas e não danificadas exacerbam essa falha. É por esta razão que o grão levantado é uma visão comum em madeiras castigadas pelo tempo. Dispositivos de fixação de trabalho muito apertados também podem causar grãos elevados.
Diferenciação de fresas de topo para corte de madeira e corte de plástico Harvey Tool

https://www.harveytool.com/products/material-specific-end-mills/woodMachinists muitas vezes usam fresas de corte de plástico para trabalhar madeira, pois esta ferramenta tem geometrias internas muito semelhantes às de uma fresa de topo para madeira. Ambas as ferramentas possuem grandes vales e arestas de corte vivas, vantajosas para a usinagem de plástico e madeira. A principal diferença entre os cortadores de plástico Harvey Tool e os lenhadores é o ângulo de cunha (uma combinação do relevo primário e ângulo de inclinação). A linha do lenhador tem uma inclinação mais baixa, mas ainda possui um ângulo de alto relevo para manter a nitidez da aresta de corte. O ancinho inferior foi projetado para não ser tão “agarrável” quanto os cortadores de plástico podem ser ao trabalhar com madeira. Destina-se a cortar madeira e deixar um acabamento superficial de qualidade, não causando rasgos.
A oferta de fresas de topo para madeira da Harvey Tool inclui opções de corte ascendente e descendente. A opção de corte ascendente foi projetada para fresar madeiras naturais e de engenharia, apresentando um estilo de 2 canais e um ângulo de cunha projetado para cortar materiais de fibra de madeira sem causar rasgos ou deixar um acabamento de grão difuso. A oferta de downcut é otimizada para fresar madeiras naturais e de engenharia e ajuda a evitar o levantamento em mesas a vácuo.
Para obter mais ajuda para obter uma operação de usinagem bem-sucedida ou mais informações sobre a oferta de fresas de topo para madeira da Harvey Tool, entre em contato com a equipe de engenheiros da Harvey Tool pelo telefone 800-645-5609.
Seu guia para fresamento de parede fina
Como otimizar resultados durante a usinagem com fresas de topo em miniatura
Máquina cnc
- Guia de Prototipagem CNC
- uick Guia de Corte CNC
- Fundamentos de ferramentas CNC para melhor corte e entalhe de madeira
- Melhor Roteador CNC para marcenaria
- CNC Router Bits Glossário 2
- Um manual completo de máquinas de corte CNC
- Leve a marcenaria ao próximo nível com o CNC Wood Router
- Comparação de torno CNC para madeira tradicional
- Como o roteador CNC para carpintaria OMNI é benéfico?
- Como cortar acrílico em um roteador CNC?