


3 etapas para encerrar o Tool Chatter
As ferramentas de corte sofrem uma grande força durante o processo de usinagem, o que causa vibrações – também conhecidas como vibração ou harmônicos. Evitar totalmente essas vibrações não é possível, embora minimizá-las seja fundamental para o sucesso da usinagem. As vibrações tornam-se prejudiciais quando as etapas de usinagem adequadas não são seguidas. Isso leva a uma conversa forte e parcialmente destruidora. Nessas situações, as peças têm o que é conhecido como “marcas de vibração” ou marcas de vibração claras ao longo da superfície de uma peça. As ferramentas podem sofrer um aumento da taxa de desgaste devido ao excesso de vibração.
O Tool Chatter pode ser mantido sob controle seguindo três etapas simples, mas muitas vezes esquecidas:
Shut Up Tool Chatter com ferramentas específicas de material da Harvey Tool
Selecione a ferramenta certa para seu trabalho
Parece elementar, mas selecionar a melhor ferramenta para sua aplicação pode ser confuso. Com tantos estilos geométricos diferentes para ferramentas – comprimento total, comprimento de corte, alcance, número de canais – às vezes pode ser difícil restringir uma ferramenta específica para o seu trabalho. Muitas vezes, os maquinistas optam por ferramentas de uso geral que podem realizar uma variedade de operações, ignorando a opção otimizada para um material e trabalho.
Optar por ferramentas específicas de material é útil, pois cada material tem necessidades diferentes. Por exemplo, os aços são usinados de maneira diferente dos materiais de alumínio. Tudo, desde o tamanho do cavaco até o escoamento do cavaco, é diferente. Projetos de hélice variável ou passo variável ajudam a minimizar a vibração reduzindo os harmônicos, que são causados pelo contato repetido da aresta de corte com a peça de trabalho. A fim de reduzir os harmônicos, os intervalos de tempo entre o contato do canal com a peça de trabalho são variados.
O comprimento total é outro fator importante a considerar ao decidir sobre uma ferramenta para o seu trabalho. Quanto mais saliência ou comprimento a ferramenta estiver pendurada no fuso, menos segura será a conexão fuso-ferramenta e maior será a vibração. Garantir que sua ferramenta tenha o tempo necessário para sua operação é importante para minimizar vibrações e harmônicos. Se estiver usinando profundamente em uma peça, opte por ferramentas de alcance estendido ou por um porta-ferramentas de alcance estendido para ajudar a solidificar a conexão.
Garantir uma conexão segura
Quando se trata de abordagens seguras de fixação de ferramentas, tanto a haste da ferramenta quanto a pinça são importantes. Uma ferramenta solta, sem surpresa, tem mais capacidade de se mover ou vibrar durante a usinagem. Com isso em mente, a Helical oferece configurações de haste para ajudar na conexão, incluindo a haste ToughGRIP, que substitui uma superfície lisa e espelhada por uma mais áspera e grossa para aumentar o atrito. A Helical também é licenciada do HAIMER Safe-Lock™, ranhuras adicionadas na haste de uma ferramenta que funcionam no sentido oposto à rotação do fuso, fixando a ferramenta com segurança no lugar.
Os maquinistas também devem conhecer os diferentes tipos de pinças disponíveis para identificar se uma solução melhor pode ser necessária. Por exemplo, os porta-ferramentas hidráulicos ou os porta-ferramentas Shrink Fit promovem uma conexão mais forte do que um método de aperto mecânico do fuso.
Para obter mais informações, consulte Considerações importantes sobre a retenção de ferramentas

Escolha uma estratégia de minimização do Chatter
Como uma ferramenta é executada pode significar a diferença entre resultados de trabalho excelentes e uma peça arruinada. Isso inclui os parâmetros em que uma ferramenta é executada, bem como a direção pela qual ela gira – seja uma técnica de Fresamento Convencional ou Fresamento Climb.
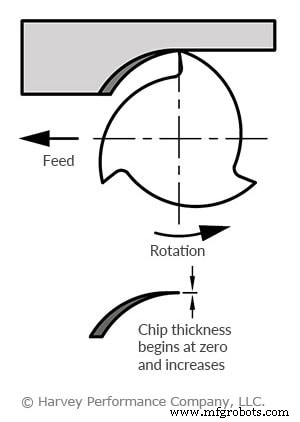
Fresagem Convencional
Neste método, a largura do cavaco começa em zero e aumenta gradualmente, fazendo com que mais calor se difunda na peça de trabalho. Isso pode levar ao endurecimento do trabalho, criando mais dores de cabeça para um maquinista.
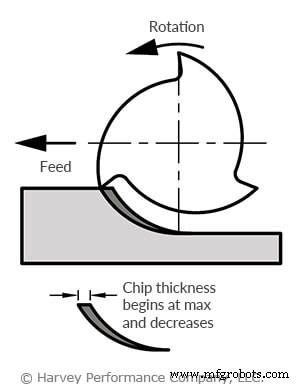
Fresagem de subida
A maioria das oficinas modernas usa uma técnica de fresamento concordante, ou quando a largura do cavaco começa no máximo e diminui durante o corte. O Climb Milling oferece um corte mais consistente do que os métodos tradicionais e coloca menos estresse na ferramenta. Pense nisso como levantamento de peso – fazer o levantamento pesado será mais fácil no início do treino. Da mesma forma, um corte no qual o cavaco mais grosso é removido primeiro ajuda a ferramenta a manter sua resistência. Como o processo de corte de cavacos é mais rápido, as vibrações são minimizadas.
Para obter mais informações, consulte Fresamento trepante vs. Fresamento convencional
Em conclusão
As vibrações são inevitáveis durante o processo de usinagem, mas minimizá-las pode significar a diferença entre usinagem bem-sucedida e peças sucateadas. Seguir três regras simples pode ajudar a manter sua vibração e harmônicos sob controle, incluindo:Selecionar a ferramenta certa, garantir uma conexão máquina-ferramenta segura e usá-la em uma estratégia de fresamento concordante. Tanto a Harvey Tool quanto a Helical Solutions possuem ferramentas que podem ajudar, incluindo modificações de haste e fresas de topo de hélice variável ou passo variável.
Escolhendo a abordagem correta do ciclo de bicagem
Como evitar delaminação composta com cortadores de compressão
Máquina cnc
- O que é uma ferramenta de perfuração?
- Por que a contagem de flautas é importante
- Métodos mais comuns de entrada de ferramentas
- Introdução ao Fresamento Trocoidal
- 10 etapas importantes para escolher uma ferramenta de prognóstico de máquina
- 7 etapas para escolher a máquina-ferramenta CNC certa
- Classificações de aço para ferramentas
- Boas vibrações:como otimizar as configurações de sua máquina para minimizar a vibração
- Usinagem CNC de Precisão - Os Passos
- Como adicionar uma nova ferramenta