


Como fazer programa para fresamento helicoidal ?
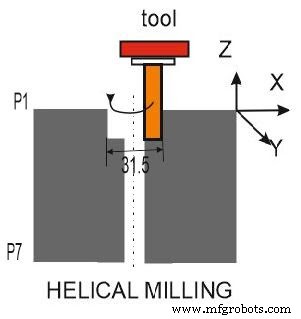
No programa de fresamento helicoidal estamos alargamento do diâmetro do furo até 31,5 mm. Vamos ver como fazer programa para fresamento helicoidal;
O1234
DESCRIÇÃO
N20 -Programar no sistema de coordenadas incremental, destino da coordenada de trabalho na fresadora, todas as dimensões em “mm”, selecionar plano xy, cancelar ciclo fixo se aplicável, compensação da altura da ferramenta negativa;
N30 – Fuso na velocidade no sentido horário 1200 r.p.m.
N40 – Avanço rápido na posição X0 e Z0 .
N50 - Avanço rápido onde a ferramenta se move na posição Z10 , a refrigeração está ligada .
N60- comando de interpolação linear onde Z é0 . (toque da ferramenta na peça), a taxa de avanço por revolução é 0,2
N70 - comando de interpolação linear onde a ferramenta assume a posição 15,75 no eixo X, compensação do raio da ferramenta à esquerda.
N80 - Interpolação circular no sentido anti-horário onde I =-15,75 e profundidade de corte no eixo Z é -4 .( primeiro ponto imaginário de corte P0 a P1)
N90 - Interpolação circular no sentido anti-horário onde I =-15,75 e profundidade de corte no eixo Z é -4 . (Segundo corte do ponto P1 ao P2)
N150 - comando de interpolação linear onde a ferramenta retorna à posição inicial X =0 , compensação da ponta da ferramenta desligada.
N160 - Avanço rápido onde a ferramenta se move na posição Z50 .
N170 - Refrigerante desligado, fuso desligado, fim do programa principal.
O que é CONTROLE NUMÉRICO [NC]?
Configuração de deslocamento de ferramenta e trabalho com entrada de dados programável G10
Máquina cnc
- Como fazer fibra de vidro
- Como Fazer um Molde de Injeção
- Como Usar uma Fresadora CNC?
- Principais considerações a serem feitas ao usar a tecnologia de fresamento CNC para usinagem de aço temperado
- Você sabe como funciona uma fresadora?
- Como fazer um protótipo
- Como se preparar para a Indústria 4.0
- Como elaborar um programa de manutenção preventiva para seu equipamento
- Como fazer um programa de segurança abrangente funcionar
- Macro G65 para helicoidal interna