


5-Axis… não é tão assustador (continuação)
Em fevereiro de 2013 publiquei um artigo intitulado:“5-Axis… it just not that assustador”, e até hoje tem sido um dos artigos mais lidos na minha série de blogs. Então, pensei em expandir um pouco esse artigo e mergulhar um pouco mais fundo no que pode ser feito com a tecnologia de 5 eixos... e mostrar como mesmo os recursos avançados de 5 eixos não são nada mais do que multi- senso comum do eixo, quando você o divide.
Com todo o hype em torno da usinagem de 5 eixos nos últimos anos, tem sido relativamente fácil educar as oficinas sobre o benefício de mudar para uma plataforma de processamento de 5 lados ou 3+2, para ajudar a tornar suas oficinas mais eficientes e, finalmente, mais rentável. No entanto, recebemos regularmente o argumento de que, embora eles possam ver o benefício de executar peças em apenas uma configuração, eles acreditam que só podem executar uma peça de cada vez ... e isso simplesmente não é verdade. Com um pouco de criatividade na fixação, ou utilizando algumas das fixações OEM fabricadas profissionalmente disponíveis no mercado, você pode facilmente adicionar mais peças ao processo – e até automatizar total ou parcialmente o processo, se desejar.

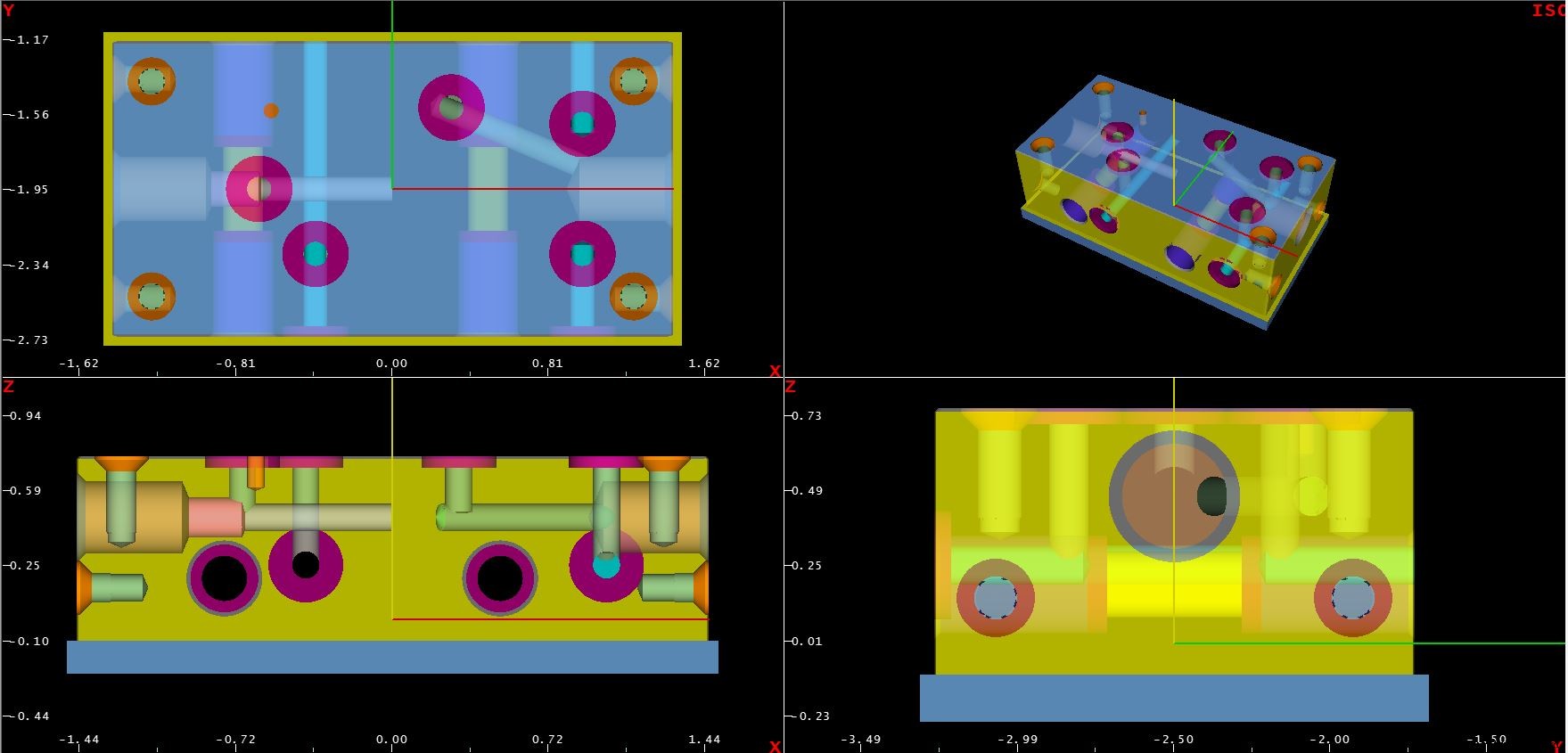
Recentemente, trabalhei com um cliente, que estava executando um manifold retangular simples, e 5 lados da peça tinham recursos simples - como portas, orifícios rosqueados ou cônicos e algumas ranhuras em O-ring - que ele precisava processar em tão poucos configurações possíveis… o candidato perfeito para um processo de 5 lados ou 3+2!!!
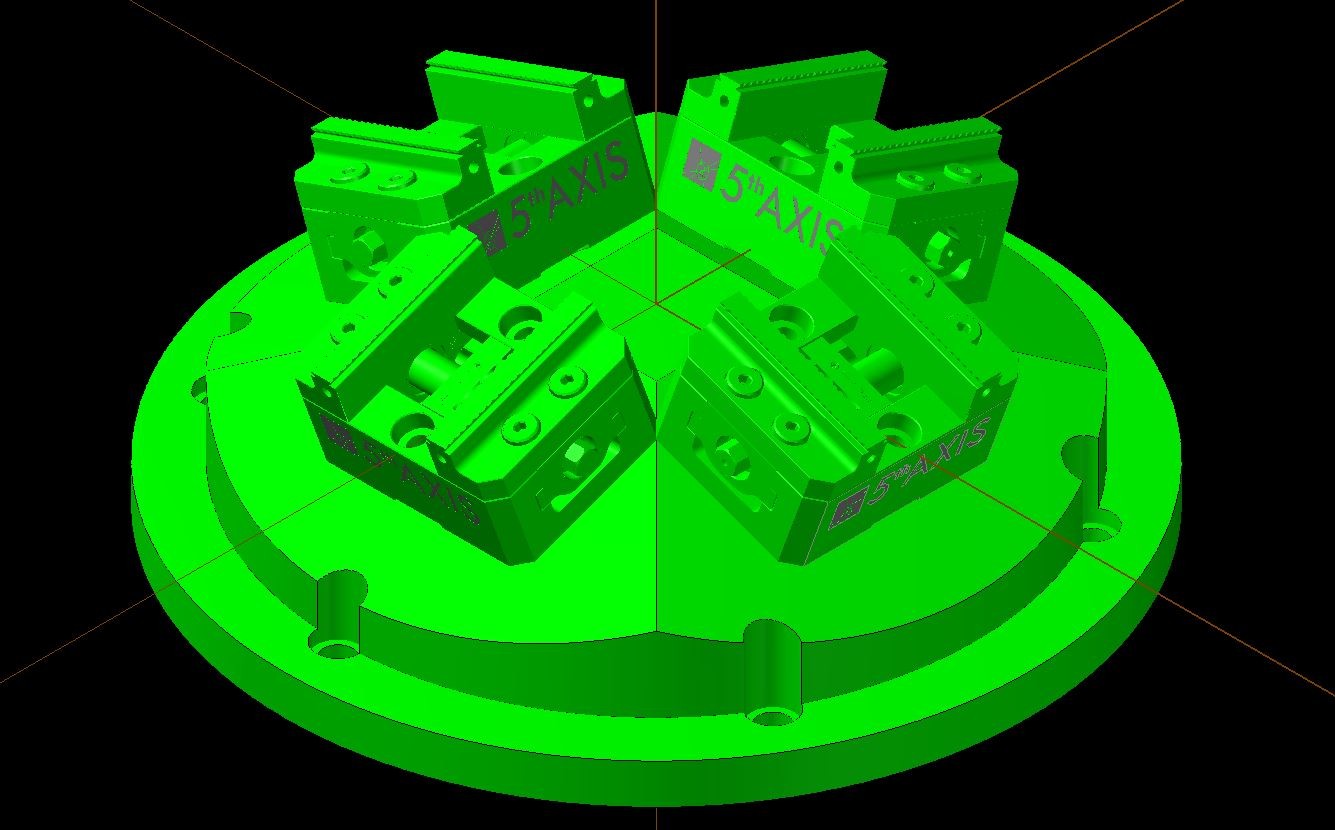
Depois de olhar para a peça, ele percebeu que poderia – usando um acessório disponível comercialmente, com quatro tornos montados em uma pirâmide de 20° – levar esse processo simples para o próximo nível. Este acessório permitirá que ele tenha espaço suficiente para alcançar todos os 5 lados de todas as quatro peças, incluindo um orifício em ângulo, e ele poderá retirar quatro peças completas toda vez que abrir as portas... tudo com apenas UMA PARTE SETUP! Basta pensar nisso... uma vez que este é um trabalho repetido para esta oficina, eles podem alternar facilmente de um trabalho complexo para outro muito rapidamente e são capazes de concluir várias operações, em várias peças, em apenas uma configuração... e só precisam pegue uma coordenada de trabalho fácil de encontrar.
Então, quão difícil é a programação para isso, você pergunta? Aposto que você está pensando que deve ser um pesadelo acompanhar todas essas partes separadas, e todas as faces das partes e ângulos em constante mudança. Bem, você acreditaria em mim se eu lhe dissesse que era realmente muito simples?
Como este é o artigo número dois de uma série, vou começar a explicar esse processo de onde o outro artigo parou. Se você precisar refrescar sua memória ou quiser aprender mais sobre programação de uma parte de 5 lados, consulte meu artigo anterior clicando aqui ou dê uma olhada nesta curta série de vídeos sobre programação de 5 lados:clique aqui para treinamento vídeos
Para iniciar o processo de repetição e otimização de um programa, devemos primeiro ter um programa para repetir e otimizar. Usando os princípios ensinados no artigo anterior, ou nos vídeos de treinamento on-line vinculados acima, vamos supor que criamos um programa de peças bem-sucedido, para uma única peça - mas depois de provar o programa, decidimos fixá-lo em um multi fixação lateral, e otimizar todo o processo para ser mais eficiente... após o fato. Vamos supor também que esta peça foi programada a partir de um ponto de referência que está localizado na superfície inferior central da própria peça (usaremos a peça do cliente referenciada acima).
Agora, se tivéssemos decidido usar o acessório multifacetado desde o início, poderíamos ter abordado esse processo de maneira um pouco diferente. Mas, como estou tentando mostrar que mesmo uma mudança no processo "mid-stream" não deve ser motivo de alarme, usaremos alguns recursos de controle simples para realizar essa tarefa, e o processo será bem-sucedido quando estivermos feito.
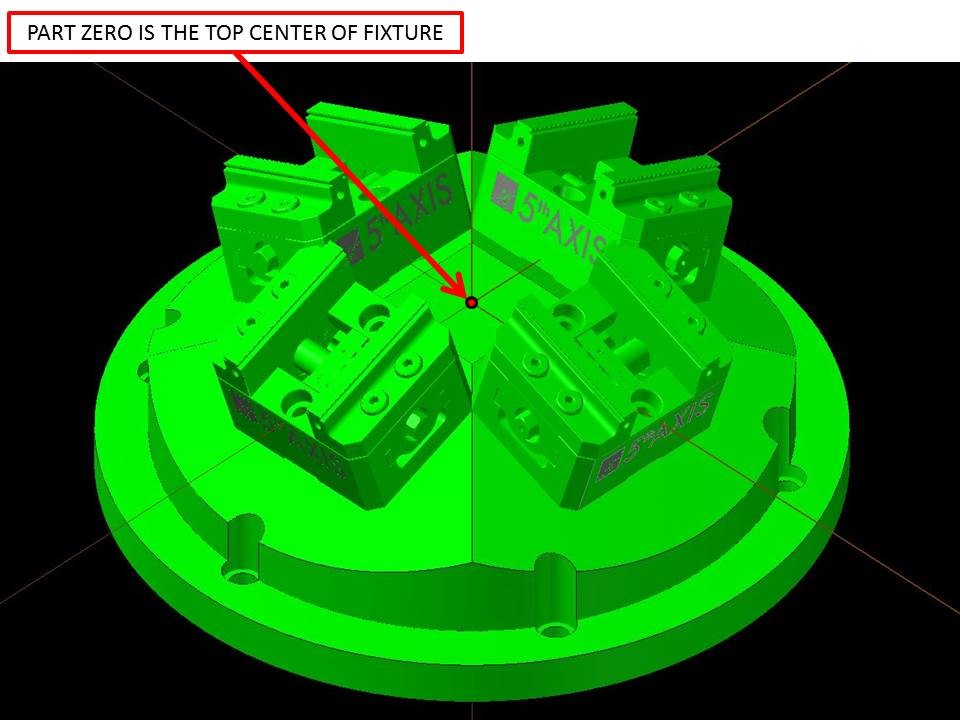
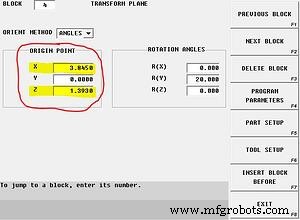
Uma vez que todas as peças tenham sido carregadas no acessório, a primeira coisa que precisamos fazer é realocar o ponto de origem - do ponto de referência anterior localizado na peça única, para o novo local que usaremos para este novo processo. Como estamos executando várias peças em um acessório redondo, o local mais óbvio de referência para usinagem seria o centro superior do próprio acessório. Como não queremos reprogramar a peça, vamos contabilizar essa variação de posição com um bloco de plano de transformação. Um plano de transformação é normalmente usado para reorientar e localizar uma mudança temporária no plano de trabalho, mas aqui o usaremos para realocar e orientar temporariamente um programa de peça inteiro. Como os planos de transformação podem ser empilhados - o que significa que, se não for cancelado, um novo plano de transformação será uma alteração incremental do plano de transformação anterior - manteremos este primeiro ativo até o final do programa e todo o processo será concluído - e então vamos cancelá-lo.
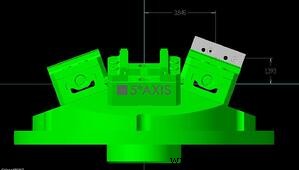
Neste exemplo, a primeira parte do acessório (na posição de 3 horas) está localizada 3,845" na direção positiva ao longo do eixo X, a partir do centro do acessório; e 1,393" positivo no eixo Z ( imagem de referência acima). Portanto, inseriremos esses valores nos campos XYZ para "ponto de origem" do plano de transformação. Agora que realocamos todo o programa na posição, devemos incliná-lo 20° - em torno do eixo Y - para alinhá-lo com o acessório. Para conseguir isso, inseriremos um 20 positivo no campo "ângulo de rotação" para rotação em torno do eixo Y. O exemplo abaixo mostra um bloco de programa conversacional, mas o mesmo pode ser feito em NC com o código:G68.2 X3.845 Y0 Z1.393 B20...o G68.2 designa um plano de transformação, os XYZ são usados para realocar o ponto de referência e inclinar em torno do eixo Y é uma alteração do eixo B.
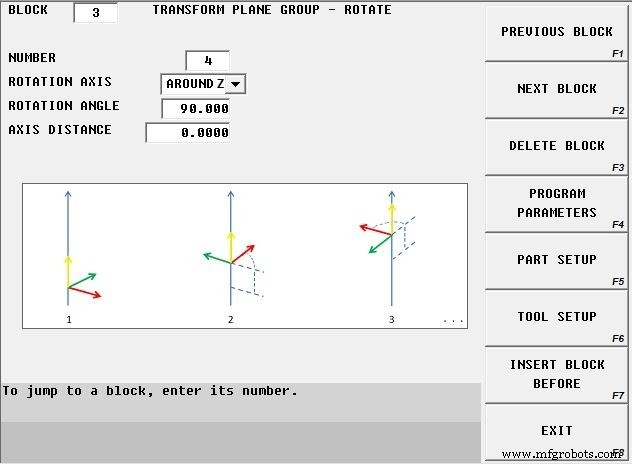
Agora que a primeira peça foi inclinada e realocada, agora devemos abordar as outras três peças no acessório. Faremos isso "fazendo um loop" no passo anterior e executaremos o programa de peça novamente nos intervalos restantes de 90°. Esta etapa será realizada com um comando "transform plane group". O grupo de plano de transformação nos permite padronizar um plano de transformação em qualquer direção - e, neste caso, girá-lo (ou loop) quatro vezes, em torno do ponto central do acessório, no eixo Z, a cada 90°.
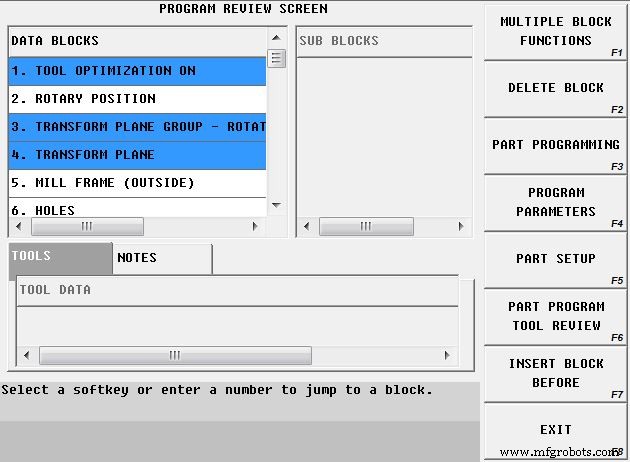
A última coisa que precisamos abordar são as mudanças de ferramentas. Como este programa usa mais de vinte ferramentas - e o programa foi escrito para executar apenas uma única parte - quando o executamos na máquina, ele completa uma parte inteira antes de passar para a próxima ... o que não seria muito eficiente . Para combater esse delima, ativaremos a "otimização de troca de ferramentas". O bloco TCO otimizará as trocas de ferramentas de modo que cada vez que uma ferramenta for colocada no fuso, o controle examinará todo o processo e determinará quantas vezes e em quais locais uma determinada ferramenta é utilizada... esses processos antes de concluir outra troca de ferramenta. Isso reduzirá o número de trocas de ferramentas de 80 - o que seria necessário para executar cada peça completa antes de passar para a próxima peça - para apenas 20... que é o número de ferramentas usadas no programa de peças.
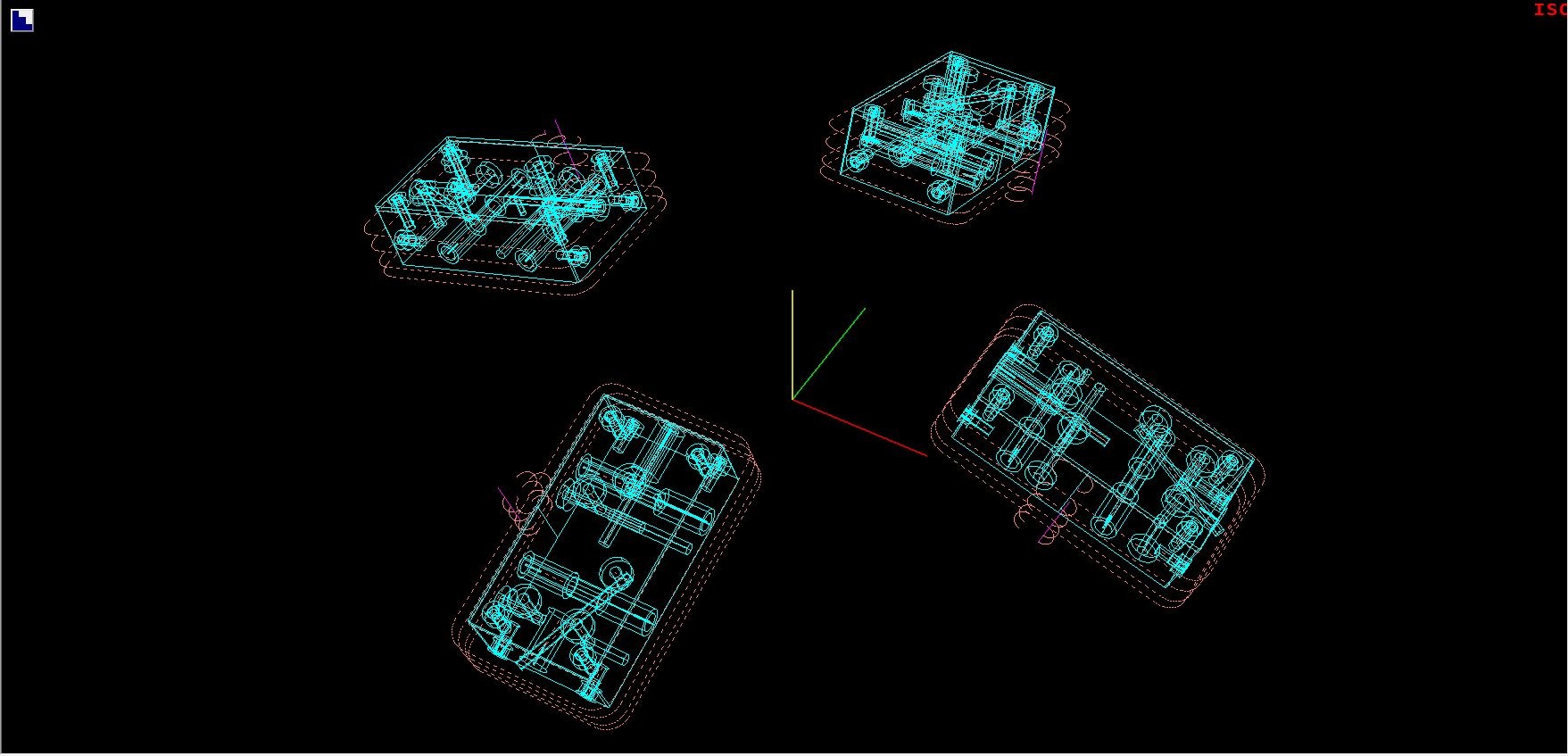
O resultado final são quatro peças acabadas, em uma única operação, localizadas em um dispositivo de fixação de várias peças, a partir de um programa de peça simples e com apenas uma configuração de peça fácil de localizar. Agora, não foi tão fácil?
Para saber mais sobre a tecnologia de 5 eixos, assista ao nosso webinar gravado chamado "Take Five for 5-Axis...tecnologia complexa simplificada" ou visite nosso site educacional em www .5-axis.org.
Máquina cnc
- Está quebrado, ligue para manutenção:Um processo de solicitação de trabalho que é mais do que apenas tíquetes
- Lux Research pergunta:Qual o valor dessa patente?
- 5-Axis... não é tão assustador
- Diretrizes de design para manufatura – Parte 2
- Superfícies comuns que utilizam gravação a laser
- Usinagem de peças pequenas
- 12 tendências do setor que estão moldando a fabricação por contrato:parte 3
- 12 tendências do setor que estão moldando a fabricação por contrato:parte 2
- 12 tendências do setor que estão moldando a fabricação por contrato:parte 1
- Um guia completo para a cotação de corte que mudará totalmente seu preço