


5 dicas:dominar a produção de matrizes de marcação

Tive a honra distinta de trabalhar em estreita colaboração com uma grande empresa nos últimos meses para desenvolver um sistema altamente automatizado para criar matrizes de marcação por rolo. Antes de continuar, você pode estar dizendo “o que é um dado de marcação de rolagem?”
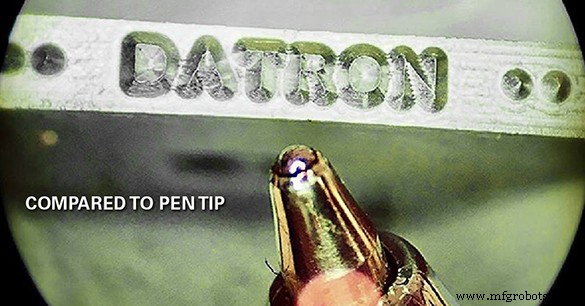
Matriz de marcação de rolos de aço com número de série usinado pela fresadora de alta velocidade DATRON.
O que é um Dado de Marcação de Rolo?
Um molde de marcação (rolo ou outro) é usado para estampar informações nas peças durante o processo de fabricação. Eles são usados em todos os tipos de indústrias – de hardware e armas de fogo a automotiva. Quando uma empresa precisa de seu logotipo, código de peça e código de rastreabilidade em relevo em todas as peças que saem pela porta, mas a gravação ou a marcação a laser demoram muito, a marcação por rolo é o caminho a seguir.
Uso de fresamento de alta velocidade para produzir matrizes de marcação
Uma grande ênfase para este cliente estava na criação de recursos muito pequenos, alguns com menos de 0,010”. Existem alguns recursos do DATRON que funcionam especialmente bem com a criação de matrizes como essa que eu gostaria de compartilhar com você.
- Alta RPM – Ao trabalhar com letras extremamente pequenas, você trabalha com ferramentas ainda menores. À medida que o tamanho da ponta da sua ferramenta diminui, seu SFM (pés de superfície por minuto) cai de acordo. Isso pode se tornar um problema real quando você precisa utilizar um gravador de “ponta zero”, pois uma ferramenta que chega a uma ponta fina e praticamente não possui SFM. É aqui que ter um fuso de 60.000 RPM é útil e pode ser muito útil. Ser capaz de utilizar todo esse RPM ajuda a evitar que a ponta fique sobrecarregada e prolonga sua vida útil.
- Ferramentas adequadas – Curiosamente, um bom e velho gravador de haste dividida é a ferramenta de escolha nesta área, com algumas pequenas ressalvas. Essas ferramentas funcionam bem com gravação de alta RPM devido, em parte, à sua capacidade de evacuar adequadamente um cavaco. Além disso, certifique-se de especificar uma ferramenta que tenha os ângulos de corte corretos para o material em que você está trabalhando, caso contrário, a ferramenta provavelmente não durará muito.
- Minimize a excentricidade/vibração – Quando você estiver se preparando para um trabalho como esse, reserve um tempo para inspecionar suas pinças/porta-ferramentas. Se você estiver usando um anel adaptador, verifique novamente se ele não está introduzindo muita excentricidade. Se você não verificar, você verá o problema na falta de clareza na parte. Além disso, certifique-se de que os gravadores encomendados tenham uma haste curta e dividida, caso contrário, eles podem vibrar excessivamente em altas rotações, o que também resultará em um acabamento ruim.
- Alta precisão – Quando você está fazendo letras e números que são tão altos quanto dois fios de cabelo empilhados juntos, você pode querer considerar discar em suas configurações. Comece definindo sua tolerância de corte em seu software CAM para um valor mais apertado (exagere – não tenha medo de configurá-lo em 0,0001”). Em seguida, defina os valores de sua máquina para corresponder:Dynamics 1 e Contour Smoothing em 1,2x sua tolerância de corte.
- Aqueça seu fuso – Este é um procedimento padrão, DATRON ou não, mas considere executar um aquecimento prolongado para obter seu fuso termicamente estável. Isto irá mitigar os efeitos da expansão térmica durante longos períodos de moagem. Execute um ciclo de aquecimento de 5 a 10 minutos no pico de RPM em seu programa. Quando terminar, meça todas as suas ferramentas e comece a trabalhar.
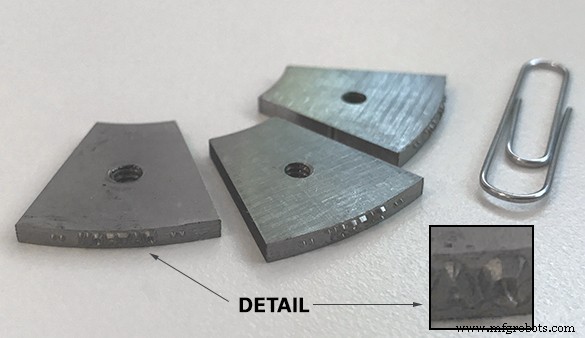
Um conjunto de matrizes de marcação com marcação complexa mostrada em detalhes.
Este blog apenas arranha a superfície no mundo da marcação de matrizes, mas com uma implementação cuidadosa dessas recomendações, você deixará sua marca em pouco tempo.
Uma câmera pode revolucionar a configuração da sua peça de trabalho
Como tudo começou – reflexão do presidente da empresa
Máquina cnc
- Dicas para sua linha de produção de gabinetes
- Dicas para moldes de impressão 3D
- Noções básicas sobre fundição
- Dicas de design de fundição de poliuretano
- Fabricante de matrizes adota a IIoT para mudar para a produção de tiragens mais curtas
- 3 dicas práticas para acelerar a fabricação
- Dicas críticas para o processo de projeto de engenharia para uma produção bem-sucedida
- Dicas de fabricação:métodos para otimizar a produção
- Prolongue a vida útil do soco com essas dicas importantes
- Dicas básicas de manutenção para suas máquinas de corte e vinco