


Padrões de laminação de compactação de asfalto para ajudar a atingir a densidade e a produção desejadas
Os empreiteiros de pavimentação sabem muito sobre a mistura que usarão nos projetos. A maioria deles sabe exatamente quantas toneladas de mistura a usina de asfalto pode produzir por hora. Eles conhecem a capacidade de armazenamento dos silos e determinam se a planta fornecerá mix para apenas um projeto ou para vários projetos ao mesmo tempo. Quando um empreiteiro precisa comprar mix de um produtor, a quantidade de toneladas de mix a ser comprada geralmente é um item do contrato e de fornecimento previsível.
Os empreiteiros também conhecem o tamanho e a capacidade dos caminhões de transporte usados para entregar o asfalto misturado a quente (HMA) ao projeto. Com base na experiência, os empreiteiros estimam o tempo de transporte de ida e volta da fábrica até o local de trabalho e determinam quantas cargas cada caminhão pode entregar por unidade de tempo.
Mas quando se trata de assentamento e compactação de asfalto, as previsões de produtividade são menos certas. Especialmente para compactação, as variáveis de quanto HMA é produzido e quando é entregue influenciam a temperatura do asfalto quando compactado. A temperatura da mistura é o elemento mais crítico na compactação. Manter os compactadores na zona de rolamento adequada para atingir a densidade desejada requer os padrões corretos de rolamento do asfalto.
MELHORES PRÁTICAS DE COMPACTAÇÃO DE ASFALTO
Os fabricantes de compactadores ensinam vários procedimentos do operador para aumentar a produtividade. Como quase todas as laminações de ruptura hoje utilizam compactadores vibratórios de tambor duplo, as melhores práticas a seguir concentram-se na operação desse tipo de compactador.
Faça a primeira passada em direção à pavimentadora com a vibração ligada.
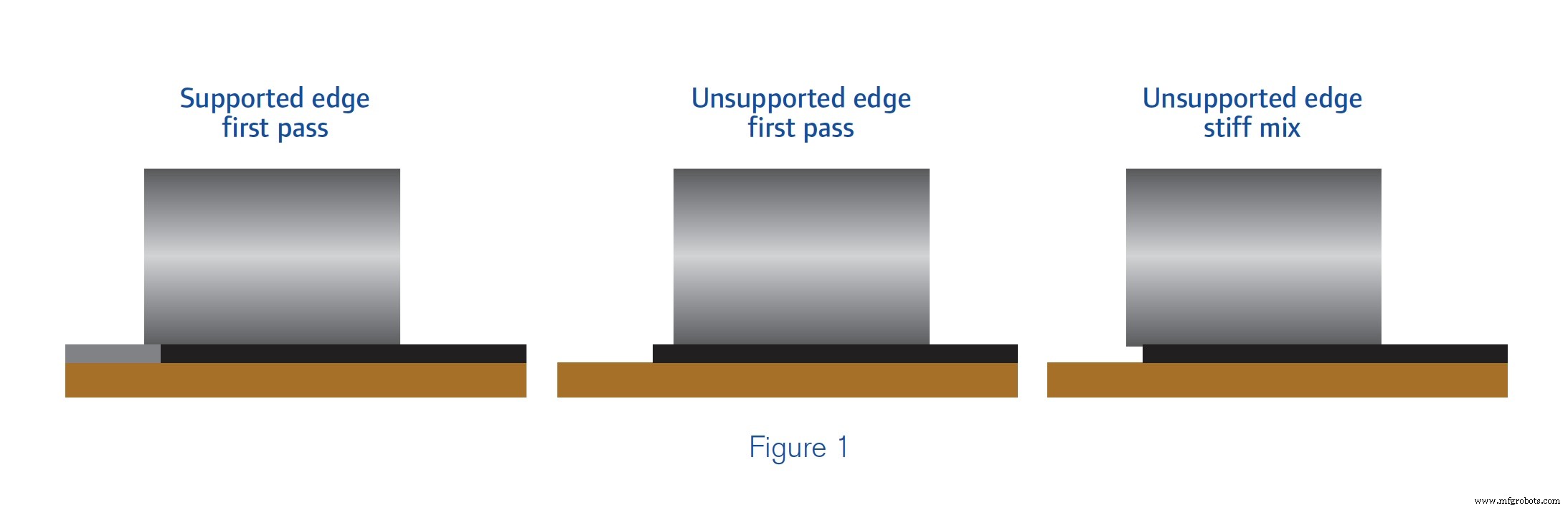
A primeira passagem atinge a maior redução de vazios de ar porque a viscosidade da mistura é baixa e a capacidade de reorganizar as partículas agregadas em uma orientação mais próxima é alta. Se a borda do pavimento estiver apoiada contra o movimento lateral, o operador deve sobrepor levemente a junta entre os painéis frios e quentes. Quanto mais habilidoso for o operador, mais estreita será a sobreposição da junta necessária. A maioria dos operadores precisa de apenas 75 a 100 milímetros de sobreposição. Se a borda do pavimento não estiver apoiada, o operador deve fazer esta primeira passagem de 6 a 8 polegadas (150 a 200 milímetros) de distância da borda para reduzir o empurrão lateral do tapete. Misturas mais rígidas podem não exigir esta precaução. A Figura 1 mostra a orientação adequada do tambor para o pavimento na primeira passagem.
Pare o movimento para frente do compactador, rolando em um pequeno arco em direção ao centro do painel, a uma distância segura atrás da pavimentadora e da equipe.
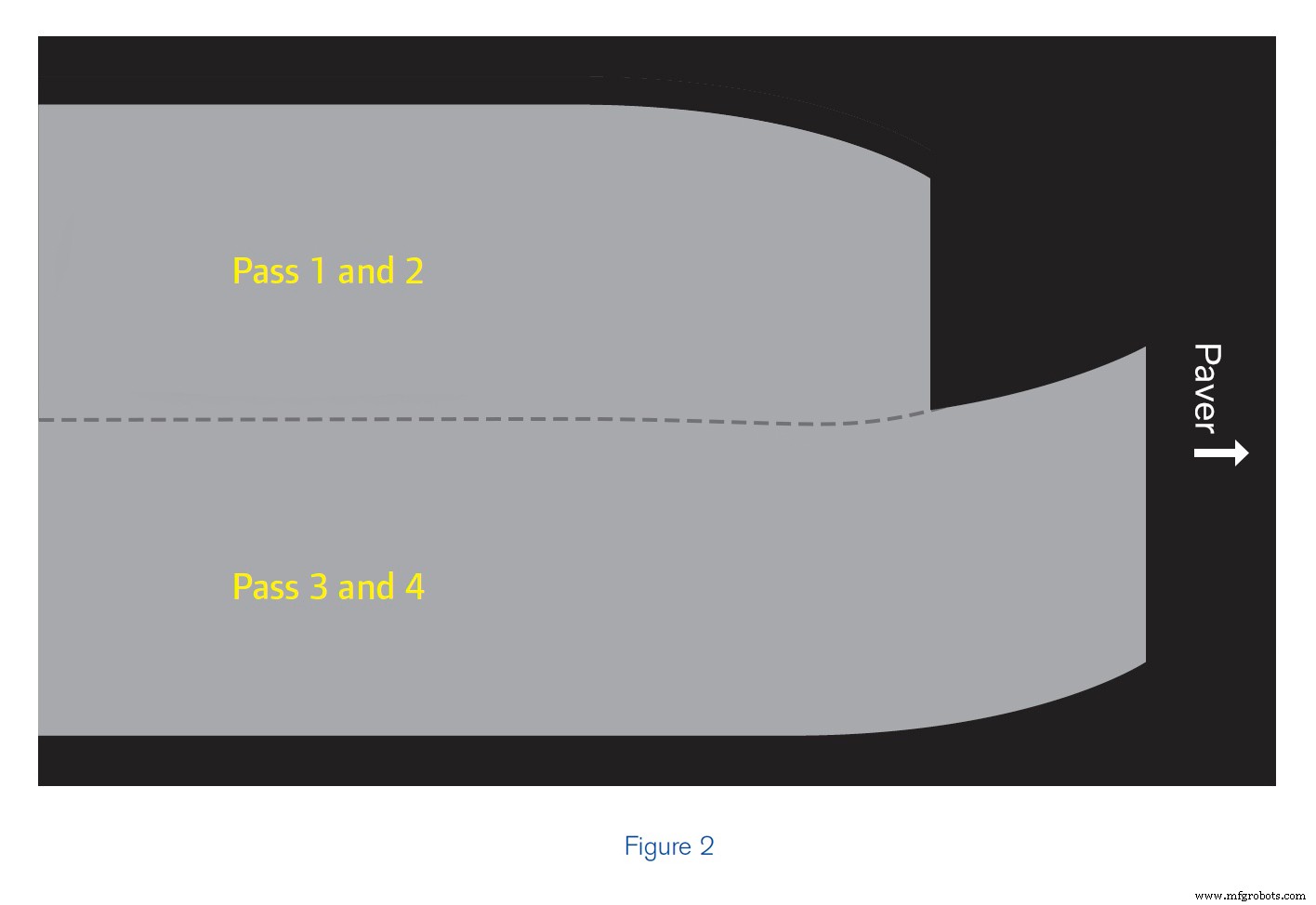
A razão para parar em um ângulo é facilitar o desenrolar das depressões do tambor na próxima passagem. Isso ajuda a evitar a formação de saliências no pavimento. A Figura 2 mostra a técnica. A passagem do lado esquerdo do painel para em arco e o compactador retorna pelo mesmo caminho. O próximo passe para frente está no lado direito do painel, passando o passe para frente anterior, com um arco em direção ao centro do painel. Essa técnica permite que o compactador atinja uma densidade mais uniforme, permanecendo na mesma faixa de temperatura a cada passagem lado a lado.
Role o final de cada passe subsequente além do final do passe adjacente e anterior.
Isso também é mostrado na Figura 2. Seguir o movimento para frente da pavimentadora mantém o compactador de ruptura na mesma faixa de temperatura relativa do tapete que a pavimentadora. Limitar o comprimento da zona de rolamento do asfalto desmontável ajuda o compactador dianteiro a acompanhar a pavimentadora. Não há técnica mais importante na compactação, especialmente para as misturas de mastique de pedra (SMA) e Superpave.
ATINGINDO A DENSIDADE ÓTIMA DO ASFALTO
Rolagem de decomposição completa antes que a mistura esfrie abaixo de uma temperatura consistente com a obtenção da densidade desejada. Esta técnica cumpre dois objetivos. Para a maioria das misturas, permite obter a maior produção. Para as misturas que apresentam maciez, isso permite que a densidade seja alcançada antes que a mistura comece a apresentar instabilidade.
Compactar a junta para uma densidade uniforme. Uma das deficiências mais comuns encontradas em pavimentos HMA é a baixa densidade de juntas. A baixa densidade na junta é causada por má técnica de pavimentação, cimentação e rastejamento excessivos, má prática de rolamento ou uma combinação destes. A má prática de rolamento pode ser superada pelo treinamento adequado dos operadores do compactador e pela experiência.
SELEÇÃO DE UM COMPACTADOR COM BASE NA LARGURA DE ROLAMENTO EFICAZ
O comprimento do tambor compactador não é a verdadeira medida da capacidade produtiva do compactador. Em vez disso, a largura efetiva do tambor (EDW) é a métrica importante. A diferença entre o EDW e o comprimento do tambor pode ser significativa. Geralmente, essas duas dimensões estão dentro de 10%. Vários exemplos na Figura 3 mostram essa relação.
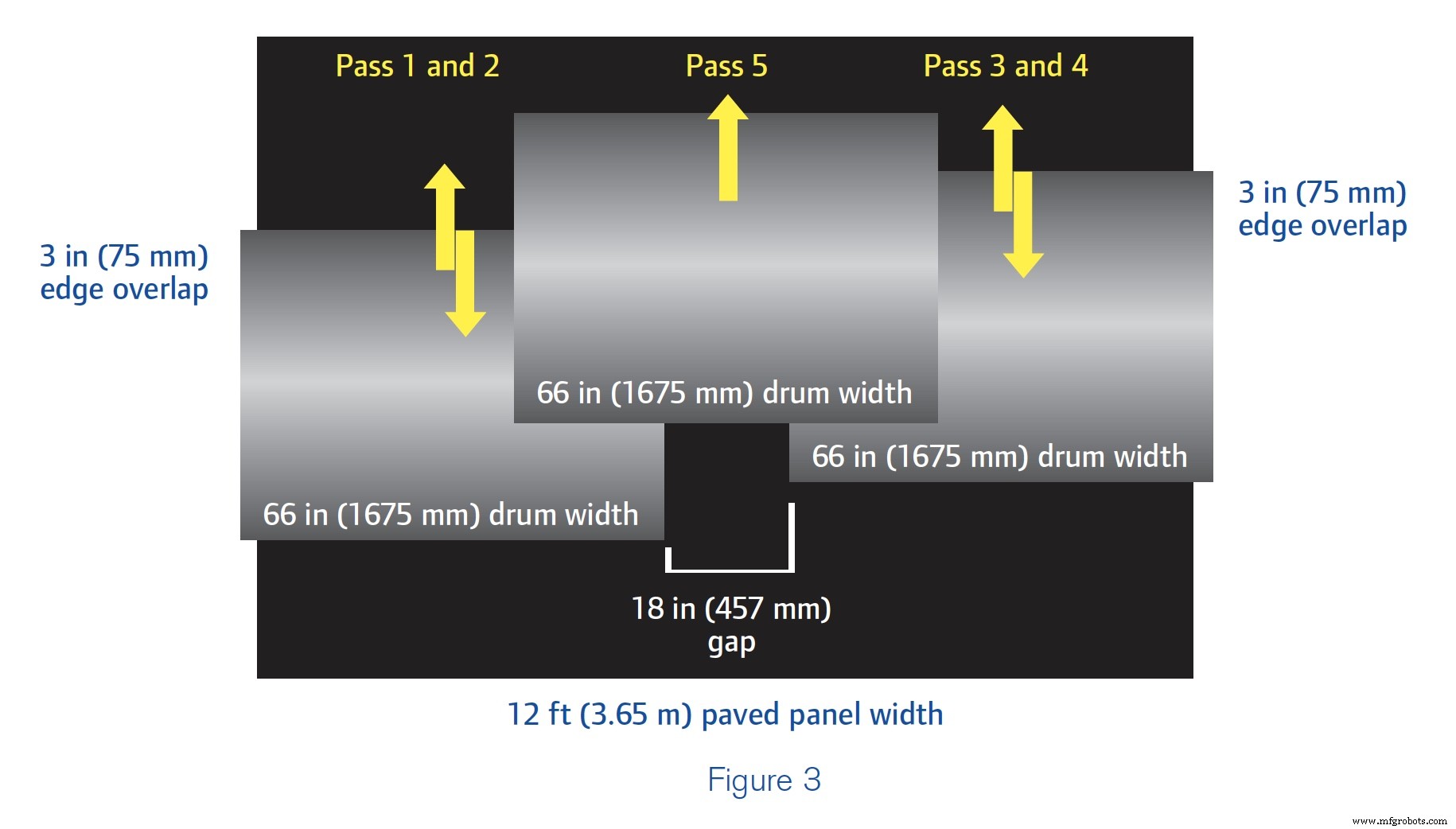
A largura do painel pavimentado na Figura 3 requer três passagens lado a lado do compactador para fornecer cobertura completa. Infelizmente, mesmo o melhor operador não conseguirá obter uma densidade uniforme do pavimento ao fazer um padrão de rolamento como o mostrado, uma vez que as forças de compactação não são aplicadas uniformemente em toda a largura do painel. A quinta passagem sobrepõe as superfícies do pavimento compactadas durante as primeiras quatro passagens, mas dá apenas uma única passagem sobre as 18 polegadas (457 milímetros) centrais do painel. Isso significa que a densidade será mais baixa no centro, ligeiramente mais alta nas partes externas do painel e mais alta nas seções onde foram feitas três passagens do tambor. Isso não atende aos requisitos necessários. A largura de rolamento estreita também interfere na capacidade do operador de acompanhar a pavimentadora.
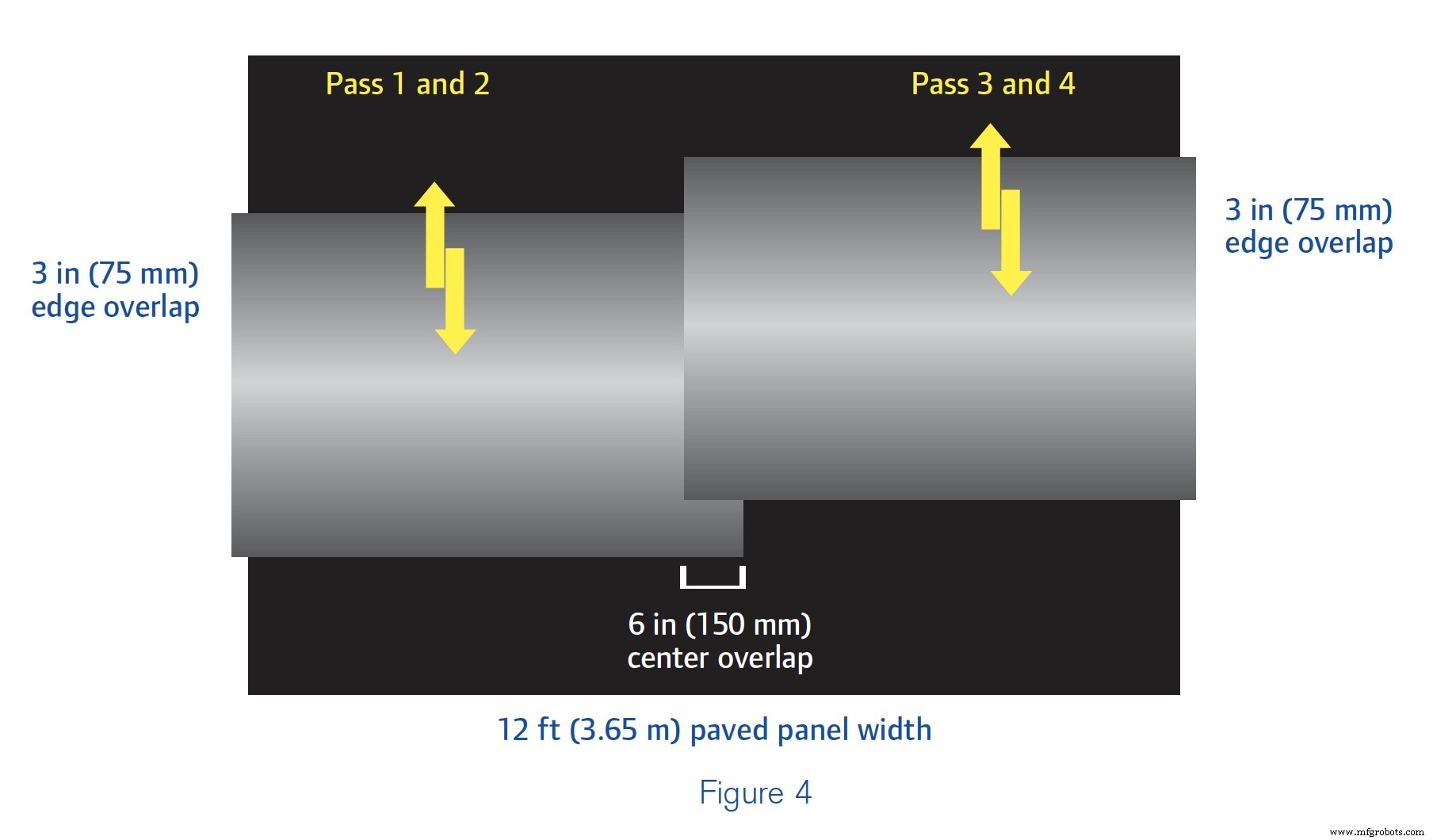
Observe na Figura 4 que apenas duas passagens lado a lado são necessárias para cobrir completamente a mesma largura do painel da Figura 3. Isso se deve a um compactador com um EDW mais largo. O operador bem treinado em um compactador com tambores de 78 polegadas (1980 milímetros) pode compactar o painel com cobertura uniforme, exceto no centro exato onde as passagens lado a lado se sobrepõem ligeiramente. O uso dessa técnica de laminação de ruptura alcançará densidade uniforme em todo o painel e ajudará a atender aos requisitos.
Também é possível ter tambores muito largos para o painel. Na Figura 5, os tambores compactadores têm 84 polegadas (2135 milímetros) de largura.
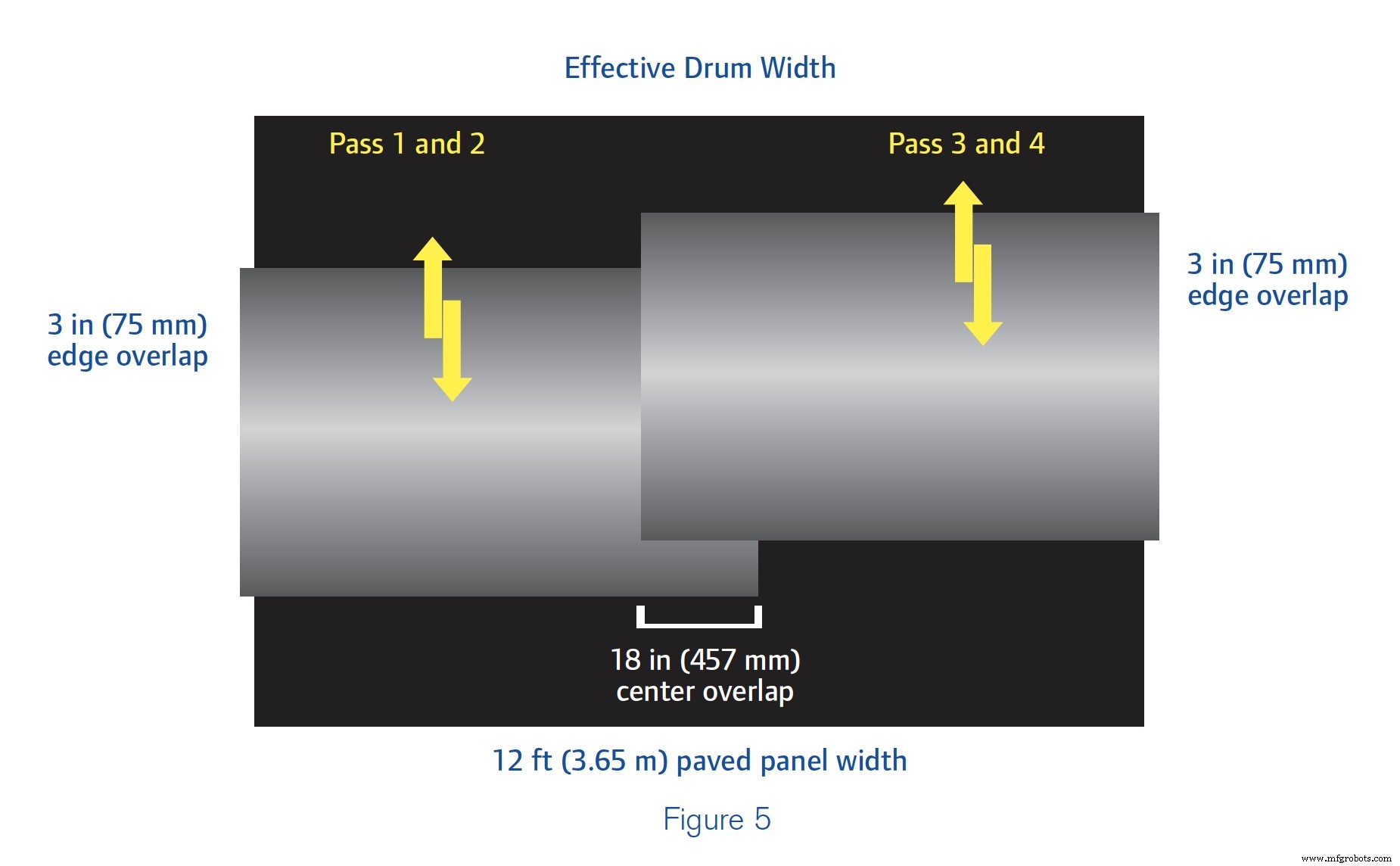
O centro do painel está recebendo duas vezes mais força de compactação que as seções externas. Como foi usado um compactador com tambores muito largos para o pavimento, os resultados de rolagem de ruptura não atenderão aos requisitos. Além disso, o compactador maior tem custos operacionais e de propriedade mais altos, reduzindo o retorno do investimento para o empreiteiro.
Esta é a razão pela qual quase todos os fabricantes produzem compactadores de estrada com tambores em três larguras básicas:66, 78 e 84 polegadas (1675, 1980 e 2135 milímetros).
A maior contribuição do compactador para o trem de pavimentação é a capacidade de atingir densidade. A seleção de um tamanho de compactador às vezes é baseada no que está na frota de um empreiteiro. Uma vez que acompanhar a pavimentadora é tão importante quanto obter uma densidade uniforme, a atenção à seleção do compactador e aos padrões de laminação traz benefícios, especialmente no sucesso de atingir as especificações.
Saiba mais sobre os fundamentos da compactação de asfalto.

Desmascarando 6 mitos comuns sobre extintores de incêndio
Como posicionar corretamente compactadores de asfalto para laminação de ruptura
Equipamento industrial
- Qual é a diferença entre a produção em massa e a produção personalizada?
- Endereços e ponteiros de passagem C
- Mar-Bal e EnterpriseIQ
- Cabeçote deslizante automático para torneamento suíço e de produção
- O que é um compactador e como ele é usado na construção
- O que é um compactador e como escolher o correto?
- Prototipagem e produção de curta duração com fundição sob pressão
- Processo de Laminação a Quente e Frio
- Como a produção e o design com base na sustentabilidade podem aumentar a eficiência
- Priorizando o planeta e as metas de negócios com produção baseada em sustentabilidade