


Shop otimiza sua flexibilidade de giro na Suíça

Durante sua busca por um torno tipo suíço com um eixo Y2, a Paramount Machine percebeu as vantagens potenciais de uma máquina com um eixo Y2 e um eixo B programável que pode criar contornos e recursos em vários ângulos.
A Paramount Machine de Salt Lake City atende a uma base de clientes diversificada, produzindo peças e montagens para as indústrias aeroespacial, de defesa, médica, de mineração e muitas outras. Liderada pelo proprietário, Steve Van Orden, a empresa de fabricação de 65 pessoas também possui uma variedade de equipamentos de usinagem em suas instalações climatizadas, incluindo VMCs, HMCs, tornos CNC, tornearias, máquinas de descarga elétrica de fio (EDMs) e, antes para 2017 de qualquer maneira, um torno tipo suíço.
Hoje, porém, a loja tem seis tipos suíços.
Eric, filho de Steve, líder de máquinas de parafuso da empresa e consultor técnico de torneamento, diz que, embora o primeiro tipo suíço de seis eixos da Paramount Machine oferecia ferramentas vivas para potencialmente usinar peças completas, faltava um eixo Y2, limitando os tipos de operações que poderiam ser executadas em seu subspindle.
Isso estimulou a loja a procurar outro tipo suíço que oferecesse um eixo Y2. Mas, nessa busca, percebeu as potenciais vantagens de uma máquina com eixo Y2 e também com eixo B programável, que poderia criar contornos e feições em vários ângulos, além de oferecer mais capacidade de ferramental. Na verdade, esses recursos pareciam permitir uma usinagem mais eficiente de uma família de componentes de raios X que a oficina tradicionalmente executava em várias máquinas.

A oficina produz uma variedade de peças em seu seis tipos suíços. Agora, ele pretende executar qualquer peça de 1,5 polegadas de diâmetro ou menor nessas máquinas multifuncionais.
“Nosso processo original para uma peça dessa família incluía duas operações em um torno de mandril, uma operação de fresagem, uma operação de eletroerosão a fio e outra operação de fresagem”, diz Eric Van Orden. “Sentimos que um tipo suíço com um eixo B seria capaz de fabricar essa peça, simplesmente passando do tipo suíço para o EDM com fio antes de enviá-lo ao cliente.”
Além disso, havia outros trabalhos executados pela Paramount Machine que exigiam fresamento, furação e rosqueamento angulares que a empresa achava que se beneficiariam com um tipo suíço com eixo B.
Depois de considerar várias soluções, a loja comprou um Tsugami SS327-5AX de 32 mm da REM Sales. Isso foi há cinco anos. Van Orden diz que além dos eixos Y2 e B, esta máquina foi escolhida por alguns outros motivos. Um, ele admite, talvez seja a velha escola. Ele diz que esta máquina é mais pesada que outros tipos suíços, o que contribui para sua rigidez, e possui motores de alta potência tanto para o eixo principal quanto para os subfusos. A loja também apreciou o conselho e a assistência oportuna que os associados de vendas da REM, como John Traver e Steve Tragarz, forneceram, bem como o suporte de manutenção imediato.
De acordo com o último, Van Orden cita um caso em que a oficina danificou a tampa do lado do subspindle da máquina durante um trabalho a quente. “Chamamos a Tsugami/Rem Sales logo no fechamento para ver a rapidez com que poderia ter uma substituição entregue para que pudéssemos continuar operando a máquina com segurança. Não só tinha uma reposição em estoque, mas um membro da equipe levou a peça para a UPS a caminho de casa para que ela chegasse até nós no dia seguinte. Recebemos a peça logo na manhã seguinte e a máquina voltou a funcionar rapidamente.”
Van Orden também sente que a Paramount Machine se beneficiou programando esta máquina do eixo B usando o software Esprit CAM que havia usado para outras máquinas na oficina e usando o pós-processador do fornecedor de software desenvolvido especificamente para o Tsugami SS327-5AX.
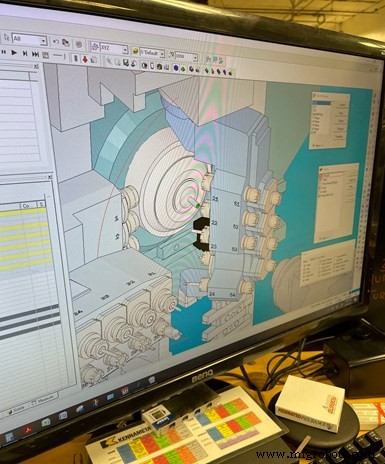
Eric Van Orden aponta para o valor da simulação dentro do software Esprit CAM, bem como sua capacidade de criar facilmente vários planos de trabalho para eliminar a necessidade de configurar ferramentas com diferentes ângulos de deslocamento.
“Nosso objetivo é criar uma solução completa que não termine em fazer o caminho da ferramenta no sistema CAM, mas sim com um código G otimizado para máquina que será executado sem erros em sua máquina”, diz Nick Zentil, diretor de Vendas norte-americanas para Esprit Cam. “Quando você entra em uma máquina-ferramenta complexa, como uma SS327-5AX, precisa de um pós-processador que permita acessar todos os recursos da máquina. Trabalhamos em estreita colaboração com a equipe de aplicativos Tsugami/Rem Sales para desenvolver postagens para máquinas Tsugami que fazem exatamente o que devem fazer. Ou seja, crie um código sem edição.”
“Tenho total confiança de que, desde que eu configure as ferramentas corretamente no Esprit CAM, posso pegar esse código, postá-lo, colocá-lo na máquina e executá-lo sem problemas”, diz Van Orden.
Ele também aponta para a capacidade de criar facilmente vários planos de trabalho dentro do Esprit CAM. Isso permite que os programadores selecionem recursos de um modelo sólido e criem planos de trabalho a partir desse modelo. O software determina automaticamente a direção correta do local de trabalho com base na ferramenta para usinar o recurso. Isso elimina a necessidade de configurar ferramentas com diferentes ângulos de deslocamento.
Mas, quanto tempo de produção foi reduzido pela consolidação das operações do componente de raios X no tipo suíço? “Conseguimos substituir três ciclos de máquina separados por um processo suíço, e o tempo total do ciclo da peça foi reduzido em 92%”, diz Van Orden. “Isso não foi apenas uma economia de tempo dramática para nós, mas também eliminou peças em processo que antes eram encenadas em toda a fábrica.”
Claro, esta foi uma grande vitória para esta família de peças em particular. Mas, em última análise, os benefícios deste segundo tipo suíço levaram a uma mudança mais geral em termos de qual trabalho seria executado em seus agora vários tipos suíços, bem como a um mergulho mais profundo em termos de como maximizar o potencial desse tipo de plataforma de usinagem multifuncional.
Aumento da flexibilidade do tipo suíço
Recentemente, a Paramount Machine viu uma demanda crescente por peças pequenas principalmente para aplicações aeroespaciais. Embora fosse possível executar essas peças em tornos de mandril maiores, a oficina achou que fazia mais sentido continuar alimentando trabalhos maiores para essas máquinas. Essa é uma das razões para comprar um Tsugami SS207-5AX 20 mm tipo suíço com eixo B logo após o primeiro Tsugami do eixo B. Além disso, a Paramount Machine adicionou outra SS327-5AX, bem como duas máquinas Tsugami B0386-III de 38 mm nos últimos dois anos.
Essas adições levaram a uma mudança na estratégia da loja. “Ao longo dos anos, nos tornamos tão eficazes com a plataforma do tipo suíço que agora, praticamente todos os trabalhos com menos de 1,5 polegada de diâmetro são executados nessas máquinas em vez de mandris convencionais”, explica Van Orden. “E, embora as produções típicas variem de 500 a 1.000 peças, não temos medo de configurar essas máquinas para operar apenas cinco peças.” Além disso, a capacidade de ferramenta ativa nos tipos suíços geralmente elimina qualquer trabalho de segunda operação em uma fresadora que, de outra forma, seria necessário para peças iniciadas nos mandris.
Todos os Tsugamis são modelos “conversíveis”, e uma parte da estratégia da loja com seus tipos suíços é mantê-los no modo chucker na maior parte do tempo e agendar de acordo, a menos que um trabalho exija uma bucha guia. Van Orden diz que essas máquinas funcionam no modo chucker 80% do tempo. Isso ajuda a reduzir o tempo de transição para novos empregos. Dito isso, ele observa que o tempo para mudar dos modos de mandril e bucha guia é de apenas 30 a 45 minutos.

A Paramount Machine descobriu que uma revista de passos estilo barfeeder é particularmente útil com barras de pequeno diâmetro para evitar o carregamento duplo.
Outros esforços que a Paramount Machine aplica para maximizar os benefícios dos tipos suíços incluem:
Rebarbação de peças na máquina . O valor das máquinas multitarefas, como as Swiss-types, é o potencial de usinar peças completas. No entanto, se uma peça ainda requer rebarbação, ela não está completa. Portanto, a Paramount Machine usa ciclos de rebarbação em seus tipos suíços que, segundo Van Orden, eliminou aproximadamente 60% da rebarbação manual que de outra forma seria necessária. Para máquinas com eixo B, pode-se utilizar uma fresa de chanfro e um caminho de ferramenta de contorno para atingir a totalidade da peça para rebarbá-la usando apenas essa ferramenta. Isso geralmente não seria possível em máquinas sem um eixo B com restrições perpendiculares e paralelas.
Executando corte de oscilação . A tecnologia de corte por oscilação da Tsugami oscila um eixo servo (X ou Z) para ajudar a quebrar cavacos em materiais difíceis de cortar e reduzir o calor no corte porque a ferramenta entra e sai do corte. Van Orden diz que a oficina usou essa função para peças de alumínio que tiveram problemas notórios de cavacos, bem como para desbaste de peças de aço inoxidável 17-4. Além disso, é comumente usado durante as operações de corte para ajudar a quebrar os cavacos e eliminar os longos “fios” que tendem a se enrolar em uma peça.
Com esta técnica, o corte é realizado sincronizando a oscilação do eixo especificado com a rotação do fuso principal. A interrupção no corte quebra o material em pequenos cavacos. Esta função é acionada por software, portanto, nenhum equipamento extra é necessário, pois as máquinas são projetadas para suportar o corte por oscilação. O corte oscilante é executado especificando o código G inicial (G8.5P2), e a função permanece válida até ser cancelada por um código G subsequente (G8.5P0). Os dados de oscilação são calculados automaticamente com base na velocidade do fuso principal e na taxa de avanço do eixo especificado.

Para torneamento de diâmetro externo, hastes de ferramenta/fixação as unidades permanecem instaladas na placa de grupo e as cabeças individuais com insertos de troca rápida, como as mostradas aqui, podem ser facilmente trocadas.
Usando ferramentas de troca rápida . A Paramount Machine usa ferramentas de troca rápida para acelerar e simplificar as configurações em seus tipos suíços. Um exemplo é o micro sistema KM da Kennametal para torneamento de diâmetro externo. Para isso, as hastes da ferramenta/unidades de fixação permanecem instaladas na placa de conexão e as cabeças individuais com pastilhas podem ser facilmente trocadas. Da mesma forma, a oficina utiliza unidades de furação modulares da Iscar para aplicações maiores nas quais o corpo da furadeira permanece instalado na máquina e as cabeças de furação são aparafusadas e desenroscadas.

Eric Van Orden demonstra o software Paramount Machine desenvolvido internamente para rastrear a disponibilidade e o consumo de ferramentas dos três diferentes sistemas de venda que a oficina usa.
Estar aberto a novos cortadores . Van Orden diz que a oficina continua aberta para testar novas ferramentas que podem ser benéficas. Ele observa que os representantes de ferramentas visitam a oficina a cada duas semanas, se não todas as semanas. Também não está preso a um fornecedor de ferramentas específico. Embora possa haver vantagens de preço ao fazer isso, pode não haver vantagens de desempenho ao adotar essa abordagem, observa ele. Na verdade, a máquina da Paramount usa sistemas de venda automática de três empresas diferentes que estão conectadas por meio de um software criado internamente que rastreia a disponibilidade e o consumo de ferramentas.
Considerações sobre o apagamento das luzes
A Paramount Machine se esforça para a produção sem luz e há vários elementos de processo considerados que lhe dão a confiança necessária para permitir que as máquinas funcionem com segurança por longos períodos de tempo em seus tipos suíços.

Carrosséis automatizados coletam peças em caixas em uma rotativa tabela que indexa em intervalos de tempo específicos. Se as peças medidas no primeiro e no último compartimento estiverem dentro da especificação, pode-se presumir que aquelas nos compartimentos intermediários também estão.
Por exemplo, a loja tem algumas marcas diferentes de alimentadores de barras. O tipo suíço de 20 mm usa um estilo de revista de degraus Iemca Elite 220 no qual as guias escalonadas se elevam e levantam as barras que então caem no canal da guia. Van Orden explica que o estilo de revista escalonada é particularmente útil com barras pequenas, como o material de 1/8 de polegada de diâmetro que normalmente é executado nessa máquina. Ele diz que a loja tem alimentadores de barras experientes que alimentam barras no canal de guia por gravidade, às vezes alimentando barras duplas desse tamanho, se os ajustes não forem ajustados perfeitamente. Em alguns casos, isso levou a loja a carregar manualmente novas barras, uma de cada vez. Isso não é mais um problema com o Elite 220.
Do outro lado dos tipos suíços, a Paramount Machine usa as iSwiss Smart Tables para não apenas pegar e coletar peças, mas também classificá-las em caixas em forma de torta presas a uma mesa rotativa. (O carrossel de peças automatizadas Smart Table é fabricado pela Pressure Tech, uma empresa da New England Tool Corp., e distribuído pela iSwiss.) Essas unidades podem ser programadas com um código M para indexar a uma nova caixa vazia após uma determinada contagem de peças ou quantidade de tempo especificada. A Paramount Machine adota a última abordagem. Ao agrupar as peças dessa maneira em várias caixas, a oficina pode medir as peças na primeira e na última caixa e, se estiverem dentro da especificação, pode-se supor que as das caixas intermediárias também estejam.

A loja está aplicando as lições aprendidas usando seus tipos suíços de eixo B para sua nova máquina DMG MORI NTX 1000, como usar o eixo B dessa máquina para executar operações como torneamento contínuo de contorno.
O monitoramento da vida útil da ferramenta durante a usinagem sem luz também é importante. Van Orden aponta para um trabalho de alto volume que executou 700 peças durante a noite. Originalmente, ele usava macros para alterar uma ferramenta quando ela estava se aproximando do fim da vida útil durante essa execução. Mas, isso significava que para um dos recursos críticos da peça, o processo tinha que ser definido no topo da tolerância do recurso e, em seguida, degradaria para o fundo da tolerância no final da execução. Então, a oficina executou 100 peças e mediu para ver onde essa tolerância acabou devido ao desgaste da ferramenta. Após determinar isso, adicionou macros para ajustar o corretor da ferramenta quando necessário durante a execução (após X número de peças) para que o recurso permanecesse sempre próximo ao seu valor nominal. A oficina também descobriu que a compra de ferramentas de alta qualidade que duram mais é útil para minimizar o número de trocas de ferramentas ou ajustes de compensação em um ambiente sem iluminação.
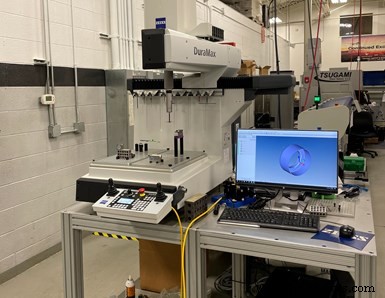
Implantação de CMMs de chão de fábrica em diferentes áreas da instalação aumentou os recursos de inspeção em processo.
Avançando
A Paramount Machine adicionou recentemente algumas máquinas de medição por coordenadas (CMMs) Zeiss DuraMax em diferentes áreas da fábrica, o que aumentou seus recursos de inspeção em processo, bem como melhorou a qualidade geral, conforme se esforça continuamente. A oficina também está considerando um software para rastrear a utilização da máquina. Ele fez um pouco disso usando a plataforma de monitoramento e análise de histórico do Messenger disponível em suas máquinas DMG MORI. Isso, acredita Van Orden, ajudará a fábrica a refinar seus esforços de usinagem sem luzes. Mas, embora seja muito fácil coletar dados, ele observa que às vezes não é tão fácil interpretar e analisar informações em um esforço para ajudar a tomar decisões mais informadas no chão de fábrica.
Equipamento industrial
- 7 dicas para escolher uma oficina mecânica
- Tornos CNC de aprendizagem melhoram a produtividade da oficina
- Oficina de produção comprova seu valor
- Centro de torneamento de vários eixos oferece maior flexibilidade
- Linha de máquina alivia gargalos do fluxo de trabalho
- Construindo sobre as bases certas
- Grande vantagem de multitarefas
- Benefícios de uma oficina mecânica conectada
- Equipamento encontrado em nossa oficina mecânica
- Equipamentos para oficinas mecânicas