


A importância da espessura uniforme da parede na moldagem por injeção [Guia]
Se você já desmontou uma peça de plástico, notará que essas peças têm espessuras de parede uniformes. Bem, isso não é coincidência. A espessura da parede ajuda muito na determinação do sucesso ou fracasso da peça. É uma das regras mais importantes do projeto de moldagem por injeção. Se não for feito corretamente, pode levar a uma série de problemas na usinagem da peça. Neste artigo, revisaremos por que a espessura uniforme da moldagem por injeção é importante, os defeitos que ela pode causar se não for feita corretamente e a relação entre a escolha de materiais e a usinagem das paredes da moldagem por injeção.
Os princípios a serem considerados ao projetar paredes de peças de injeção
Após o acabamento da usinagem, a peça deve encolher para que seja facilmente removida do molde. A taxa na qual as peças plásticas encolhem em um processo de molde de injeção depende de dois fatores principais:a espessura das paredes e a espessura plástica do material usado. Todas as peças de plástico encolhem à medida que esfriam. Portanto, o dimensionamento dessas peças plásticas é feito de forma que esse encolhimento seja uniforme. Taxas variáveis de encolhimento levam a diferentes defeitos, tanto cosméticos quanto fatais. Durante o projeto de plástico para espessura de parede, aqui estão algumas regras que os designers devem observar:
Cantos Afiados
Os cantos de uma peça são muito importantes para determinar se a peça falhará ou não. Isso ocorre porque as peças com cantos afiados terão um alto nível de concentração de tensão. Isso pode impedir o fluxo do plástico e causar defeitos na peça. Para evitar isso, a maioria dos projetistas torna o raio interno de um canto 0,5 vezes a espessura do plástico, enquanto o raio externo é 1,5 vezes a espessura do plástico.
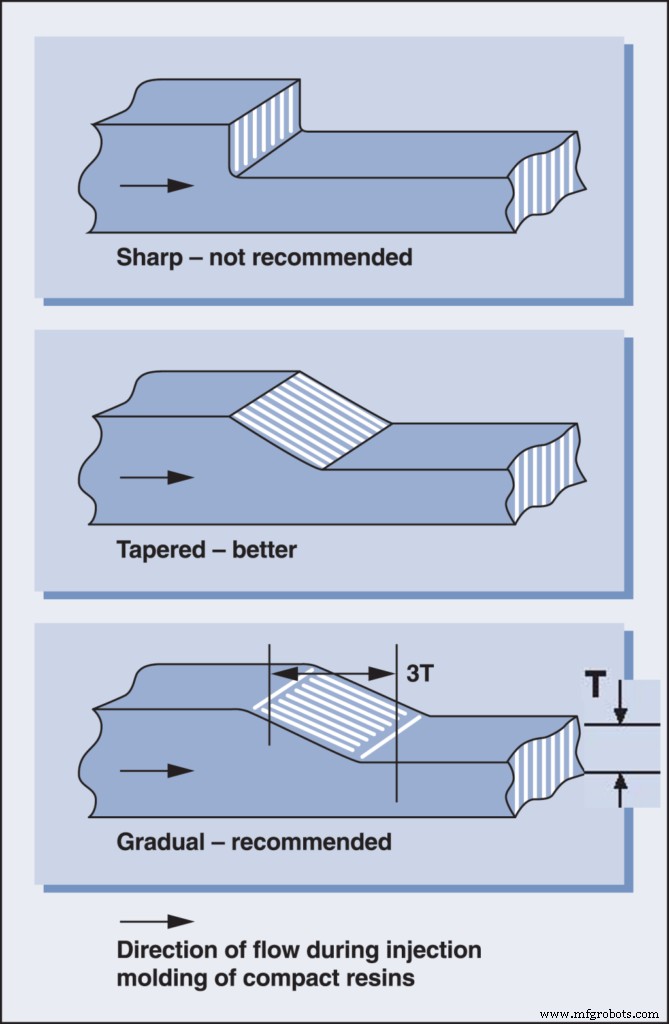
Espessura da parede adjacente
Para paredes adjacentes, a espessura de uma parede não deve ser inferior a 40 a 60 por cento da outra. Além disso, ambas as espessuras de parede devem estar dentro do limite para o material específico.
Ângulos de rascunho
Rascunhos ajudam a facilitar a remoção fácil de peças do molde. Geralmente, você deve permitir tanto calado quanto a espessura do plástico permitir. Na maioria dos casos, um a dois graus de calado ao lado de um extra de 1,5 grau por 0,25 mm da espessura do plástico é suficiente. Isso pode variar dependendo do projeto de moldagem na espessura da parede e da espessura da peça.
Chefes
Diretrizes para projeto de moldagem na espessura da parede devem ser aplicadas aos ressaltos (a estrutura cilíndrica que circunda a abertura destinada a um parafuso). Eles devem ter uma espessura de 40 a 60 por cento da área envolvente.
Aros e curvas
A espessura dos aros e curvas também deve ser a mais uniforme possível. Uma maneira de garantir isso é adicionar raios adequados às curvas. Isso ajuda a garantir que o material plástico flua suavemente pela cavidade do molde.
Costelas
As costelas podem ser implementadas em partes que exigem resistência. A vantagem de usar nervuras sobre o espessamento da peça é que elas reduzem o risco de empenamento. As costelas também são mais econômicas, pois esfriam mais rápido e exigem menos material para serem produzidas.
Por que é importante manter a espessura uniforme da parede?
Aparência
A espessura de parede irregular afeta a estética de uma peça moldada por injeção. Defeitos como empenamento e marcas de pia podem surgir devido à espessura irregular das paredes. Problemas superficiais como linhas de fluxo também podem ser notados.
Desafios de controle
Gating é feito de seções grossas em seções mais finas. A espessura desigual da parede pode resultar no fluxo de plástico fundido de seções finas para seções mais grossas. Isso resulta em problemas, pois o material plástico pode começar a esfriar na seção fina, bloqueando efetivamente o fluxo para a seção mais espessa. Defeitos como afundamento e empenamento surgem como resultado disso.
Esforço de cisalhamento
A tensão de cisalhamento do plástico em escoamento pode ser influenciada pela variação da espessura da parede. A tensão de cisalhamento do plástico fluindo a uma taxa constante de enchimento aumenta à medida que a espessura da parede diminui. A espessura desigual da parede, portanto, resulta em diferentes graus de tensão de cisalhamento. Este é um dos principais contribuintes para a deformação em plásticos.
Taxa de resfriamento
Seções mais grossas demoram mais para esfriar. Uma peça com espessura de parede irregular terá que permanecer no molde até que toda a peça esfrie. Isso leva a um aumento no tempo de ciclo e no processo geral de fabricação.
Custo
Paredes mais grossas requerem mais materiais plásticos para serem preenchidas. Eles também exigem mais tempo para esfriar. Mais materiais e mais tempo na máquina de moldagem por injeção só aumentarão o custo de produção.
Defeitos causados por espessura irregular da parede
Embora a moldagem por injeção forneça um dos melhores métodos para a fabricação de peças, ainda existem fatores que podem resultar em defeitos em seu produto final. Vários defeitos podem surgir como resultado do processo de moldagem, bem como da espessura plástica dos materiais utilizados. Abaixo estão destacados alguns dos defeitos influenciados pela espessura da parede.
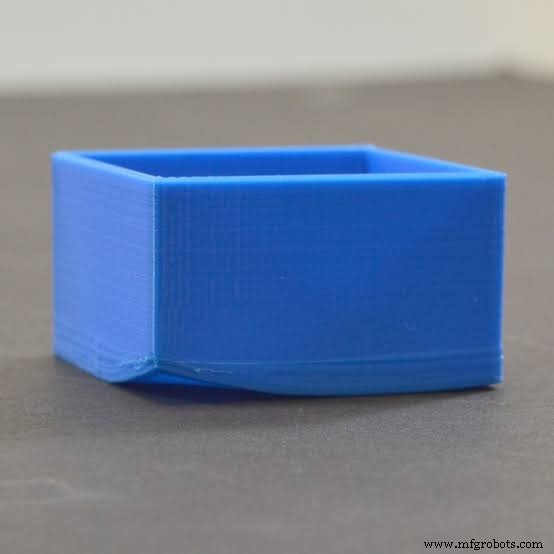
Warpage
A distorção surge como resultado do encolhimento desigual das diferentes partes de um produto. Isso causa torções e dobras na forma do produto na conclusão. Como foi destacado, a espessura desigual da parede faz com que as partes de um produto resfriem em taxas diferentes, levando ao empenamento.
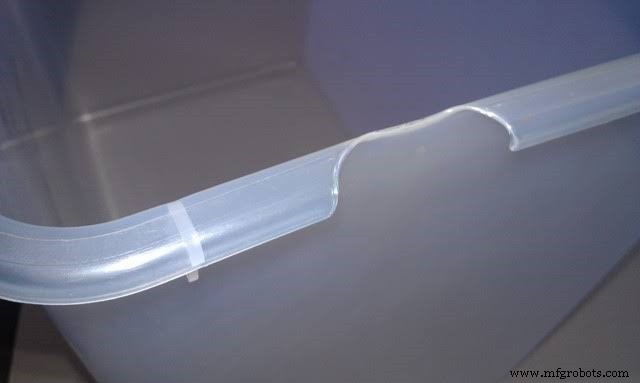
Linhas de fluxo
As linhas de fluxo são defeitos estéticos que ocorrem em produtos plásticos. Eles aparecem como ondas ou linhas, geralmente de um tom de cor diferente da área circundante. Eles ocorrem como resultado de diferentes vazões de plástico fundido na cavidade do molde.
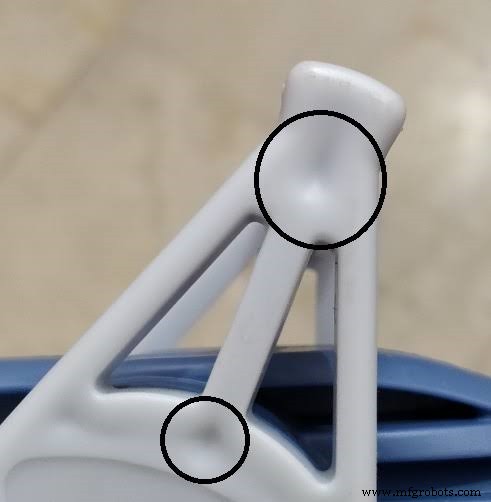
Marcas de afundamento
As marcas de pia são como pequenas crateras formadas em um produto moldado por injeção. Essas crateras são formadas quando o material plástico não pode ser resfriado completamente enquanto está no molde. As marcas de encolhimento são formadas com mais frequência nas partes mais grossas do produto, pois exigem mais tempo para esfriar.
Remates curtos
Um tiro curto ocorre quando uma parte de um produto está faltando. Isso acontece porque o plástico fundido não atinge todas as seções do molde. A espessura desigual da parede pode levar a esse defeito. Quando a espessura da parede é irregular, o plástico que flui de uma seção fina para uma maior pode esfriar prematuramente. Isso evita que o plástico derretido chegue à seção mais grossa.
Escolhendo um material para moldagem por injeção de plástico
Um dos fatores mais importantes para determinar a espessura da parede será o material utilizado. Isso ocorre porque o material será um fator limitante quanto ao quão fino o design do plástico para a espessura da parede pode ser. Vários materiais permitirão diferentes espessuras de parede. É importante passar por um estágio de teste em que você pode experimentar diferentes materiais e designs de plástico para configurações de espessura de parede antes do início de uma grande produção.
Sua escolha de materiais também determina a espessura do plástico. Existem vários materiais disponíveis para escolher. Alguns materiais permitem que você projete paredes muito finas, por que outros exigem paredes mais grossas. Você deve tentar encontrar um equilíbrio entre funcionalidade, desempenho e custo ao escolher os materiais.
Na RapidDirect, oferecemos vários materiais que permitem uma variedade de espessuras de parede para suas peças. Você pode encontrar mais informações sobre materiais em nossa seção de materiais. Você também pode encontrar as espessuras de parede recomendadas para várias peças de plástico abaixo.
Diretrizes gerais de espessura do material.
| Material | Espessura de parede recomendada |
| ABS | 0,045 – 0,140 |
| Acetal | 0,030 – 0,120 |
| Acrílico | 0,025 – 0,500 |
| Polímero de Cristal Líquido | 0,030 – 0,120 |
| Plástico reforçado com fibra longa | 0,075 – 1,000 |
| Nilon | 0,030 – 0,115 |
| Policarbonato | 0,040 – 0,150 |
| Poliéster | 0,025 – 0,125 |
| Polietileno | 0,030 – 0,200 |
| Sulfeto de Polifenileno | 0,020 – 0,180 |
| Polipropileno | 0,025 – 0,150 |
| Poliestireno | 0,035 – 0,150 |
| Poliuretano | 0,080 – 0,750 |
| PVC rígido | 0,090 – 0,250 |
| PVC macio | 0,025 – 0,150 |
Paredes mais grossas tornam as peças mais fortes. Eles também aumentam o risco de empenamento, adicionam peso extra ao produto, tempo extra ao produto e também exigem mais materiais. Por outro lado, paredes finas, embora mais baratas, podem levar a rachaduras e quebras do produto. É importante encontrar o equilíbrio certo entre a espessura da parede e o desempenho.
Design para fabricação
Mesmo depois de corrigir o desenho do plástico na espessura da parede de suas peças, é aconselhável ver como as peças funcionarão com as novas correções. É aí que entra o processo Design for Manufacturability. Com o DfM, você pode identificar facilmente novos defeitos ou quaisquer outras modificações de projeto para ajudar a reduzir a espessura da parede.
Devido à importância desta etapa, também é essencial que você a entregue a especialistas que sejam especialistas nessa área e que darão os melhores resultados. Alternativamente, você pode fazer isso sozinho. No entanto, isso só aumentará o prazo de entrega do produto. Portanto, por que não terceirizar para os especialistas nisso.
Com os serviços de moldagem por injeção RapidDirect, você tem acesso a uma equipe de analistas de DfM especializados que trabalham para garantir que o design do seu produto seja o melhor. Nossos projetistas também trabalharão com os analistas DfM para garantir que o design plástico para a espessura da parede de sua peça esteja em sua forma ideal.
Conclusão
Manter a espessura da parede uniforme em um processo de moldagem por injeção de plástico é ótimo tanto para a estética quanto para a integridade estrutural do seu produto. Isso pode ser bastante desafiador, pois há muitas considerações que você precisa fazer. Para simplificar esse processo, você precisa trabalhar com uma empresa de moldagem por injeção com a experiência e as habilidades necessárias para dar vida ao seu projeto sem complicações. RapidDirect é a escolha perfeita para garantir que seus trabalhos de moldagem por injeção não apresentem falhas na espessura da parede.
Serviços de moldagem por injeção de plástico RapidDirect
Na RapidDirect, há uma grande variedade de materiais para escolher. Isso permite que você escolha o material com a melhor funcionalidade, desempenho e preço para seus projetos. Desta forma, uma variedade de espessuras de plástico também está à sua disposição. Também temos uma ampla gama de processos de moldagem por injeção para atender às suas diversas necessidades.
Nossas instalações de capacidade avançada nos permitem atendê-lo rapidamente. Fornecemos orçamentos em até um dia útil. Você também terá acesso ao nosso feedback DFM gratuito, ajudando você a resolver quaisquer problemas de design antes do início da produção.
Visite nosso site hoje para começar.
Processos de polimento de moldes de injeção de plástico:um guia completo
Por que você precisa de design para fabricação em moldagem por injeção
Material compósito
- Moldagem por compressão vs moldagem por injeção:Qual é a diferença?
- Moldagem por injeção de plástico pode ajudar sua empresa
- Moldagem por injeção de plástico na indústria automotiva
- Melhores materiais de moldagem por injeção de plástico
- O significado da técnica de moldagem por injeção
- Os materiais de moldagem por injeção de plástico mais populares
- O desempenho eficaz da moldagem por injeção rápida
- Fluxo através dos detalhes do processo de moldagem por injeção de plástico da China
- Materiais comuns de moldagem por injeção de plástico
- As limitações da moldagem por injeção de baixo volume