


Os 4 maiores erros de design para moldagem por injeção

Muitas empresas recorrem aos serviços de moldagem por injeção para produzir de forma econômica um alto volume de peças idênticas. A moldagem por injeção de plástico envolve a fusão de termoplásticos em um barril aquecido antes de injetar o material fundido em um molde de metal durável e preciso por meio de um bico pressurizado. Uma vez que o material esfriou e endureceu, a peça é ejetada e o processo é repetido. As empresas usam esse processo de fabricação para produzir tudo, desde caixas de eletrônicos até garrafas de água.
A moldagem por injeção é um processo complexo, e um erro pode causar falhas cosméticas, comprometer a integridade do produto e levar a reprojetos caros. A boa notícia é que a maioria desses problemas é evitável desde que você siga as práticas recomendadas de design. Aqui estão 4 dos erros mais comuns que você precisa observar ao projetar uma peça para moldagem por injeção.
4 dos erros mais comuns de moldagem por injeção e como resolvê-los
1. Projetando com rebaixos
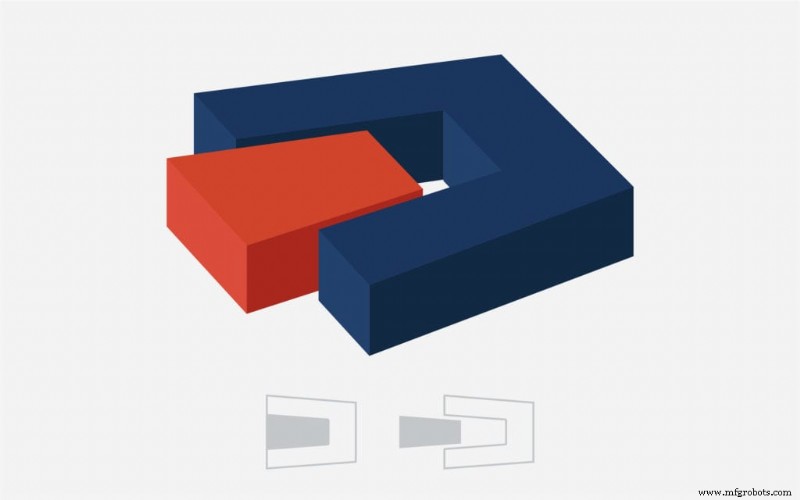
Um rebaixo é qualquer superfície rebaixada, saliência, ranhura, saliência, rosca, encaixe rápido ou outro recurso que impeça a ejeção de uma peça de seu molde. Os rebaixos podem resultar em maiores custos de fabricação, complexidade das peças e requisitos de manutenção do molde, portanto, é melhor eliminar possíveis rebaixos sempre que possível.
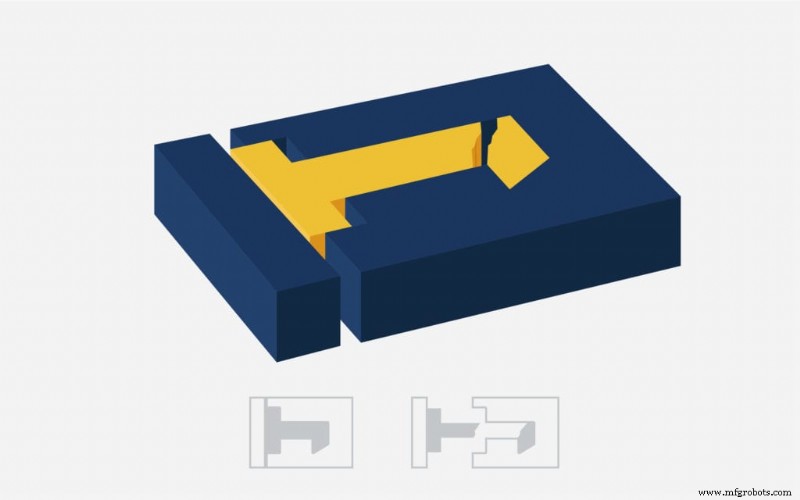
Se você tem um rebaixo que é essencial para o design da sua peça, existem algumas maneiras de melhorar a ejeção da peça. Reorientar recursos problemáticos para que fiquem paralelos à linha de desenho é uma solução econômica. Isso permite que a peça seja ejetada sem sofrer danos, eliminando o rebaixo. Se você tiver peças com rebaixos internos ou faces sem ângulos de inclinação, também poderá usar levantadores para facilitar o processo de ejeção. Você pode ser capaz de formar recursos de rebaixo pelo design inteligente de furos e ranhuras na peça, que nossos engenheiros Fast Radius podem ajudar a guiá-lo.
2. Com espessura de parede não uniforme
Ter uma espessura de parede uniforme ajuda o plástico fundido a fluir através da cavidade do molde em uma única direção, permitindo que o material preencha a cavidade com mais precisão. No entanto, como paredes mais finas esfriam mais rápido do que paredes mais grossas, as variações na espessura da parede podem causar afundamento, empenamento, disparos curtos e muito mais.
Para evitar esses problemas e garantir que todas as áreas de sua peça resfriem na mesma proporção, use espessuras de parede consistentes. Espessuras de parede entre 1,2 mm e 3 mm são as melhores na maioria dos casos. Se você deve ter paredes de espessuras variadas, você deve:
- Faça a transição entre seções finas e grossas o mais gradual possível — A melhor prática de projeto é usar núcleo e nervuras em vez de alterar a espessura da parede ou minimizar as alterações quando necessário.
- Use a espessura correta da nervura e da saliência — As nervuras e ressaltos não devem exceder 40 a 80% da espessura da parede da base com um raio da base de 25 a 40% da espessura da parede.
- Remova o plástico das áreas mais espessas — Isso é chamado de núcleo e pode ajudar a manter as seções da parede uniformes.
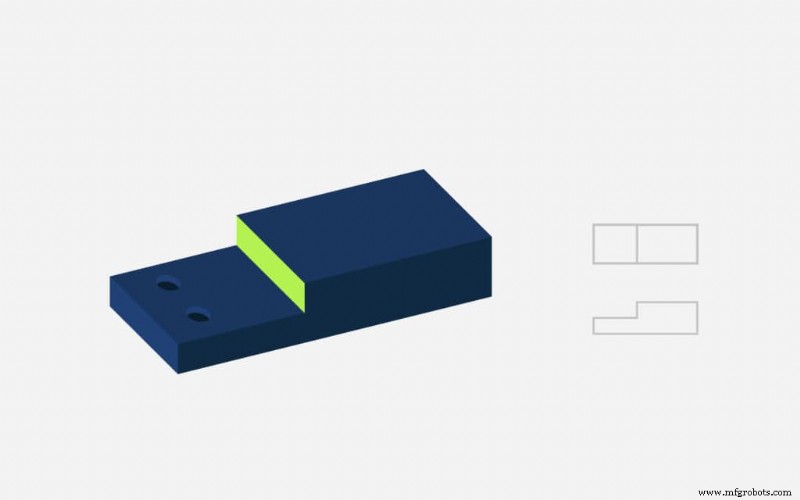
3. Esquecendo os ângulos de inclinação
A adição de rascunho, um leve afunilamento em cada superfície vertical da peça, é essencial para uma ejeção suave. Uma peça projetada sem rascunho pode grudar no molde, e a falta de rascunho também pode causar linhas de arrasto feias se as paredes verticais da peça rasparem no molde de metal durante a ejeção. Ao adicionar um afunilamento suave, você pode proteger sua peça contra o atrito, garantir um acabamento uniforme e reduzir o desgaste, o rasgo e a deformação durante a ejeção.
Os graus do ângulo de inclinação dependem de vários fatores, desde a espessura da parede até a textura da superfície. Você precisará considerar a taxa de encolhimento do material, a função de uso final da peça e a profundidade do desenho para determinar o ângulo de inclinação correto, portanto, é melhor entrar em contato com um parceiro de fabricação experiente para obter uma avaliação precisa. Como regra geral, você deve usar pelo menos 1,5 a 2 graus de inclinação e adicionar 1 grau para cada polegada de profundidade da cavidade. Se a sua peça tiver uma superfície muito texturizada, você pode precisar de ângulos de inclinação de 5 graus para evitar linhas de arrasto.
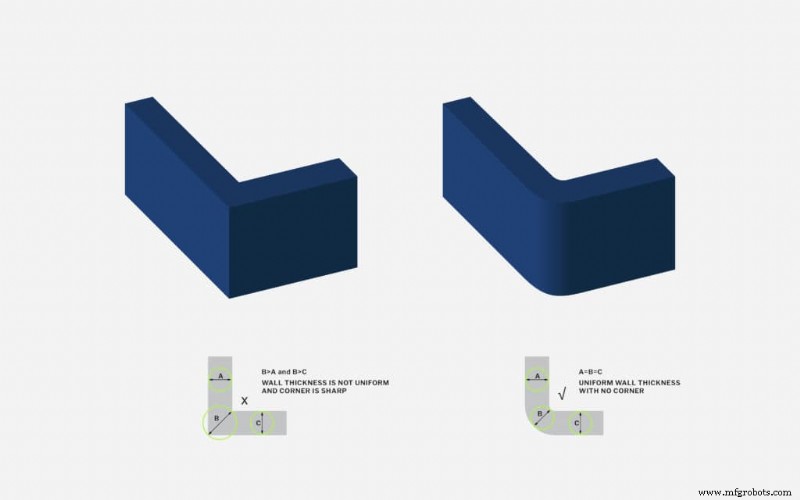
4. Incluindo cantos afiados
Não só as arestas e cantos afiados exigem mais pressão para preencher, mas também fazem com que as peças grudem no molde durante a ejeção. Como os cantos afiados também dificultam o fluxo de tiros pelos moldes, eles podem resultar em vazios ou áreas onde bolhas de ar ficam presas. Isso pode causar danos estéticos, aumentar a concentração de tensão e resultar em falha da peça, por isso é importante arredondar as bordas e cantos internos e externos sempre que possível.
Ao projetar cantos, lembre-se de modelar seus cantos para ter espessura de parede consistente. Isso significa que os cantos internos são arredondados para 50% da espessura da parede e os cantos externos são 150%.
Evite defeitos em peças moldadas por injeção com Fast Radius
Erros no projeto de moldagem por injeção podem atrasar a produção em semanas, aumentar os custos e resultar em peças abaixo da média ou até mesmo inutilizáveis. Reservar um tempo para tomar decisões de design ponderadas no início de seu projeto é essencial e economizará tempo e dinheiro a longo prazo. No entanto, há muito a ter em mente, portanto, trabalhar com um parceiro experiente em moldagem por injeção, como o Fast Radius, pode ajudá-lo a obter o design certo na primeira vez.
Ao fazer parceria com a Fast Radius, você terá acesso à nossa equipe de engenheiros, consultores e especialistas em design que podem ajudá-lo em todo o processo de fabricação. Se você precisa de ajuda para incorporar sutilmente o rascunho em seu projeto ou decidir sobre uma espessura de parede apropriada, o Fast Radius pode ajudá-lo a projetar a melhor peça possível. Contacte-nos hoje para começar a desenhar o seu próximo projeto de moldagem por injeção.
Quer saber mais? Confira nosso centro de recursos para saber mais sobre como selecionar materiais, quando usar um molde de cavidade única ou de cavidade múltipla e muito mais.
Pronto para fazer suas peças com Fast Radius?
Comece sua cotação
Cinco dicas para ajudar você a projetar para manufatura aditiva
Os 4 maiores erros de projeto para CNC
Tecnologia industrial
- Quais são os erros comuns a serem evitados ao projetar para fabricação?
- Por que o design do ângulo de inclinação é essencial para moldagem por injeção?
- Materiais para moldagem por injeção de reação (RIM)
- Dicas de design para moldagem por fundição
- Projeto de portão de moldagem por injeção:um guia definitivo para fabricação de plástico
- Draft Angle for Injection Molding:Design Guide and Best Practices
- A importância da espessura uniforme da parede na moldagem por injeção [Guia]
- Por que você precisa de design para fabricação em moldagem por injeção
- Opções de materiais para moldagem por injeção
- As limitações da moldagem por injeção de baixo volume