


Você usa diariamente. Mas o que é plástico de polietileno?
O 101 neste material moderno onipresente
O polietileno é de longe o tipo mais comum de plástico de consumo e é usado em muitos materiais do dia a dia. É um produto termoplástico, o que significa que pode ser derretido em um líquido e depois resfriado de volta a um sólido, muitas vezes. Diferentes condições de processamento dão origem a diferentes graus de polietileno que podem ser usados para propósitos muito diferentes – desde película aderente flexível em uma extremidade do espectro até coberturas de postes de amarração rígidas na outra.
Uma das propriedades mais atraentes do polietileno é sua durabilidade. É resistente ao desbotamento e lascas, além de ser impermeável a muitas substâncias químicas, como ácidos e soluções cáusticas. O polietileno é um excelente isolante elétrico. Ele mantém suas propriedades em condições extremamente frias, mas pode ser derretido em altas temperaturas.
Plástico de polietileno:uma molécula de carbono-hidrogênio
Estrutura molecular e propriedades gerais
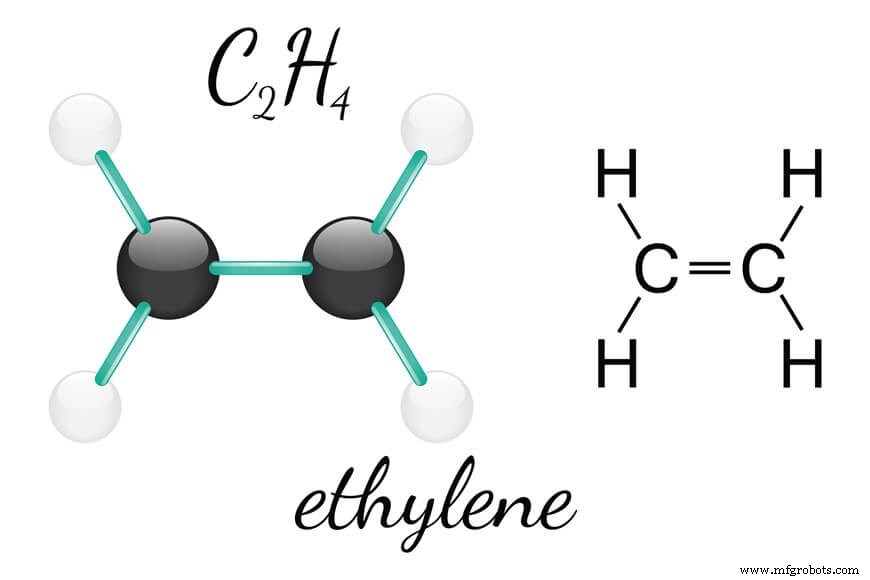
O polietileno consiste em cadeias de hidrocarbonetos com o componente mais básico sendo a molécula de etileno, composta por 2 átomos de carbono e 4 átomos de hidrogênio. Quando as moléculas de etileno são combinadas em cadeias lineares ou ramificadas, o polietileno é formado. Esse processo envolve a divisão da ligação dupla entre os 2 átomos de carbono e a criação de um radical livre para se unir à próxima molécula de etileno. As macromoléculas não são unidas covalentemente, mas são mantidas juntas em uma estrutura cristalina por meio de forças intermoleculares. Quanto menor o número de ramificações laterais, menor a cristalinidade e, portanto, maior a densidade, como pode ser observado nas diferentes propriedades para diferentes tipos de polietileno.
O polietileno é resistente às intempéries, mas pode se tornar quebradiço quando exposto à luz solar por longos períodos de tempo. Esta limitação pode ser superada com a adição de estabilizadores UV. Ele pode ser inflamado e continuará a queimar depois que a fonte de ignição for removida com uma chama azul com ponta amarela, que fará com que o plástico pinge. As propriedades da superfície do polietileno evitam que ele seja colado ou impresso sem pré-tratamento. O polietileno pode ser transparente, leitoso-opaco ou opaco, dependendo do grau do material, da espessura do produto e da presença de aditivos.

Classificações de polietileno
Polietileno de baixa densidade (LDPE) é formado com ramos longos e curtos nas cadeias poliméricas. A presença dessas ramificações evita que as correntes fiquem muito apertadas, dando ao LDPE uma flexibilidade que o torna adequado para aplicações como sacos plásticos, isolamento de fios e filme plástico. O LDPE é altamente resistente à maioria dos produtos químicos, incluindo ácidos, bases, álcoois, aldeídos, cetonas e óleos vegetais. Também tem uma absorção de água muito baixa.
Polietileno de baixa densidade linear (LLDPE) é semelhante ao LDPE, mas consiste em cadeias amplamente lineares com muitos ramos laterais curtos. Muitas vezes é produzido usando copolimerização de etileno com alfa-olefinas como 1-buteno, 1-hexeno e 1-octeno. As características do produto acabado podem ser manipuladas através do ajuste da fórmula constituinte.
Polietileno de alta densidade (HDPE) consiste principalmente de moléculas de cadeia linear que são mantidas juntas por forças intermoleculares. A ausência de ramificações laterais garante que as correntes sejam compactadas firmemente. Essa alta densidade resulta em um produto moderadamente rígido, tornando-o adequado para aplicações como tábuas de corte, recipientes de suco, madeira plástica e brinquedos. O HDPE tem uma boa resistência química e permanece resistente a temperaturas muito baixas (-76 graus Fahrenheit). Tem uma textura de superfície cerosa, que é à prova de intempéries.
Polietileno de ultra-alto peso molecular (UWMPE) tem correntes extremamente longas e pode ser fiado em fios com uma resistência à tração maior do que o aço. A força das forças intermoleculares entre as longas cadeias retas cria um material robusto com uma resistência ao impacto muito alta. É usado em aplicações como coletes à prova de balas. Como outros tipos de polietileno, o UHMWPE é resistente à maioria dos produtos químicos, com exceção dos ácidos oxidantes. Também possui baixa absorção de umidade, mas suas propriedades autolubrificantes o tornam altamente resistente à abrasão.
A American Society for Testing and Measurement (ASTM) determina especificações para vários graus de polietileno, incluindo especificações para várias aplicações. As principais propriedades dos diferentes graus de polietileno são dadas na tabela a seguir:
LDPE
HDPE
UHMWPE
Densidade (lb/pol3)
0,035
0,035
0,034
Absorção de água, 24 horas (%)
<0,01
0
0
Resistência à tração
1.800 - 2.200
4.600
3.100
Resistência ao impacto com entalhe
Sem pausas
3
Sem pausas
Coeficiente de expansão térmica linear (x10^-5 pol/pol/grau F)
3
3
3
Temperatura máxima de uso contínuo (def F)
160
180
180
Aprox. temperatura de fusão (graus F)
230
260
280
Ritidez dielétrica (V/mil) de curta duração, 1/8″ de espessura
460-700
450-500
900
LDPE
Densidade (lb/pol3)
0,035
Absorção de água, 24 horas (%)
<0,01
Resistência à tração
1.800 - 2.200
Resistência ao impacto com entalhe
Sem pausas
Coeficiente de expansão térmica linear (x10^-5 pol/pol/grau F)
3
Temperatura máxima de uso contínuo (def F)
160
Aprox. temperatura de fusão (graus F)
230
Ritidez dielétrica (V/mil) de curta duração, 1/8″ de espessura
460-700
HDPE
Densidade (lb/pol3)
0,035
Absorção de água, 24 horas (%)
0
Resistência à tração
4.600
Resistência ao impacto com entalhe
3
Coeficiente de expansão térmica linear (x10^-5 pol/pol/grau F)
3
Temperatura máxima de uso contínuo (def F)
180
Aprox. temperatura de fusão (graus F)
260
Ritidez dielétrica (V/mil) de curta duração, 1/8″ de espessura
450-500
UHMWPE
Densidade (lb/pol3)
0,034
Absorção de água, 24 horas (%)
0
Resistência à tração
3.100
Resistência ao impacto com entalhe
Sem pausas
Coeficiente de expansão térmica linear (x10^-5 pol/pol/grau F)
3
Temperatura máxima de uso contínuo (def F)
180
Aprox. temperatura de fusão (graus F)
280
Ritidez dielétrica (V/mil) de curta duração, 1/8″ de espessura
900

Como é feito o plástico polietileno?
O bloco de construção básico do polietileno é a molécula de eteno, composta por 2 átomos de carbono e 4 átomos de hidrogênio. O eteno é encontrado no gás natural e também é produzido durante o refino do petróleo bruto. Um dos produtos da primeira etapa do refino do petróleo é a Nafta, que é processada através de um cracker catalítico para produzir material de maior octanagem. Esse processo de craqueamento também produz eteno, que é separado de outros produtos para posterior processamento em polietileno. O eteno é um gás.
Existem diferentes métodos de processamento do polietileno de acordo com o grau de produto a ser gerado.
O LDPE é feito comprimindo o gás eteno a uma pressão de 50.000 psi, após o que é resfriado e alimentado em um reator. Um iniciador é adicionado ao reator, o que causa a reação de polimerização. A agitação constante do material no reator garante uma taxa de conversão máxima. Após a reação, o eteno não utilizado é separado do produto e reciclado de volta ao compressor. O polímero é extrudado, cortado em pellets e seco antes de entrar nos silos de armazenamento. Os pellets geralmente são ensacados para envio aos clientes, onde serão derretidos e processados em produtos de consumo acabados.
O PEAD é feito em processo catalítico, o que permite que o processo de fabricação do polietileno ocorra em temperaturas e pressões mais baixas. Os catalisadores Ziegler-Natta e cromo foram os primeiros catalisadores usados, mas novos tipos de catalisadores estão sendo constantemente desenvolvidos para melhorar os processos de produção e as características dos produtos. Alguns processos até misturam diferentes tipos de polietileno em um lote, borrando as linhas entre o que eram graus distintos de produtos.
O LLDPE também é produzido em um processo catalítico com a adição de copolímeros como alfa olefinas (butano, hexano). A estrutura molecular do LLDPE é uma longa cadeia com muitos ramos curtos.
O UHMWPE é produzido usando catalisadores de metaloceno, resultando em cadeias de hidrocarbonetos extremamente longas (mais de 100.000 moléculas de componentes de monômeros). Um processo secundário chamado de fiação de gel pega um gel aquecido de UHMWPE e o expulsa através de uma fieira. O produto é resfriado em banho-maria. Este processo de fiação produz uma fibra com um alto grau de orientação molecular (95%), que é o que lhe confere uma resistência à tração extremamente alta.
Moldagem de plástico usando polietileno
O polietileno vem de fábrica na forma de pellets e é graduado de acordo com suas especificações. Os clientes usam esses pellets como matéria-prima em seus próprios processos de fabricação, que envolvem derretê-los pela aplicação de calor e pressão e, em seguida, moldar o plástico líquido em sua forma final. Existem vários métodos de moldagem de polietileno, dependendo do grau de matéria-prima e do tipo de produto acabado necessário:

- Moldagem por injeção
A moldagem por injeção é um dos dois métodos mais comuns para a criação de produtos acabados de polietileno. Os pellets são alimentados em um cilindro aquecido, onde um sem-fim giratório empurra o plástico derretido através de um portão em um molde. Uma quantidade fixa de polietileno é injetada a uma alta pressão de 10.000-30.000 psi. Uma vez que a injeção é concluída, o molde é resfriado antes de ser aberto e o produto acabado removido. Este é o processo típico usado para fabricar artigos produzidos em massa, como baldes e tampas de garrafas. - Moldagem por sopro
A moldagem por sopro é usada para criar produtos como garrafas e seringas, onde há uma cavidade no produto. No processo de moldagem por sopro, a primeira etapa envolve a moldagem de uma pré-forma em torno de um pino de núcleo usando um molde de injeção padrão. Uma vez que a pré-forma é resfriada, ela é colocada no centro de um segundo molde. A pré-forma é reaquecida e o ar comprimido é fornecido através do pino do núcleo para soprar o plástico fundido contra as paredes internas do molde final, criando assim a cavidade interna. Depois de resfriado, o pino é removido. - Moldagem por compressão
A moldagem por compressão é usada principalmente para plásticos termofixos, que são plásticos que não podem ser reaquecidos e remoldados várias vezes. Pós e outros materiais podem ser adicionados à mistura para criar propriedades especiais ou fortalecer o produto final. Neste processo, o plástico é moldado por placas aquecidas que aplicam pressão ao plástico. O curto tempo de ciclo desse processo o torna atraente para aplicações de alto volume, como peças para a indústria automotiva. - Moldagem de transferência
A moldagem por transferência envolve o aquecimento do plástico até o estado fundido antes de ser transferido para um processo de moldagem por compressão. Quando há muitos pequenos orifícios ou inserções de metal, o plástico derretido se forma mais facilmente em torno delas sem perturbar o alinhamento. - Moldagem de inserção de filme
Esse processo envolve a inserção de um filme ou material de tecido em um molde de injeção antes de injetar o plástico, para que o filme seja capturado dentro do produto acabado. - Extrusão
Junto com a moldagem por injeção, a extrusão é um dos métodos mais populares para moldar o polietileno na forma desejada. Os pellets são alimentados através de uma tremonha em uma câmara aquecida, onde um trado empurra o plástico derretido para frente. No final da câmara aquecida há um molde, que molda o plástico à medida que emerge na atmosfera. Este processo é usado para criar folhas contínuas, tubos, cabos, tubulações e muito mais. O produto acabado chega a uma esteira transportadora onde é resfriado a ar (às vezes auxiliado por sopradores). O produto também pode ser inserido na água para acelerar o processo de resfriamento. - Moldagem por injeção de gás
Na moldagem por injeção de gás, um processo padrão de moldagem por injeção é aprimorado através de uma etapa adicional. O molde é preenchido com 70% do plástico fundido total necessário, então o gás é bombeado para dentro da câmara para empurrar o plástico para o final do molde. O efeito líquido é que o produto final tem um centro oco devido ao sopro do gás e menos plástico é usado. - Moldagem rotacional
Plástico em pó é colocado em um molde oco e fixado a um cubo giratório. O cubo gira em 2 eixos dentro de um forno, fazendo com que o plástico derreta e cubra as paredes internas do molde. O cubo continua a girar durante o ciclo de resfriamento, que geralmente envolve a pulverização de água na parte externa do molde. Finalmente, o produto acabado é removido. A vantagem deste método é a simplicidade dos moldes, a falta de pressão necessária e a falta de soldas e junções no produto acabado. - Moldagem de espuma estrutural
O plástico derretido é injetado em um acumulador junto com o gás comprimido para criar um efeito de espuma no plástico. Do acumulador, o plástico espumado é injetado no molde. A queda de pressão do acumulador para o molde faz com que o plástico se expanda e encha o molde. Após o resfriamento, a pele fica lisa, mas o núcleo interno é espumado, conferindo ao produto acabado uma alta rigidez. - Termoformagem
A termoformagem e a moldagem a vácuo são realizadas pegando uma folha de plástico, aquecendo-a até ficar macia e, em seguida, colocando-a sobre um molde. A pressão de ar positiva é aplicada em alguns casos, enquanto em outros um vácuo é criado para pressionar o plástico contra o molde. Após o resfriamento, o produto acabado é descarregado. - Moldagem por injeção de reação A moldagem por injeção de reação é uma tecnologia mais recente na modelagem de produtos plásticos. O plástico é misturado com outros componentes a uma temperatura mais baixa do que na moldagem por injeção tradicional. Uma reação exotérmica ocorre dentro do molde para pressurizar o plástico. Como são necessárias temperaturas e pressões mais baixas, os custos de produção são reduzidos. A fibra de vidro também pode ser adicionada à mistura para dar resistência ao produto acabado.

Manutenção
O polietileno é um material muito durável, que não se desgasta ou enfraquece facilmente. No entanto, a exposição contínua à luz solar pode causar fragilidade no produto ao longo do tempo. Para tubulações ou tanques expostos aos elementos, um ciclo de inspeção é recomendado para identificar qualquer teia de aranha ou rachadura devido à fragilidade.
A longevidade e durabilidade dos produtos de polietileno é tão boa que muitos fabricantes os descrevem como livres de manutenção.
Aplicativos
O polietileno é a forma mais comum de termoplástico usado em produtos de consumo e possui uma ampla variedade de aplicações. A seguir estão alguns dos usos mais comuns:
- Material de embalagem de alimentos: Como o polietileno é tão resistente à absorção de água e danos químicos, é certificado como seguro para uso em aplicações de embalagens de alimentos.
- Tubos médicos: A falta de porosidade do polietileno o torna um material ideal para uso em cateteres e outros produtos médicos devido à resistência à contaminação.
- Baldes, garrafas e lixeiras: Devido à dureza do plástico e sua durabilidade sob estresse, é adequado para produtos de consumo.
- Coletes à prova de balas: As fibras UHMWPE têm alta resistência à tração, mas são muito leves, o que as torna ideais para aplicações de segurança.
- Cabos de alta resistência: Eles são leves, portanto fáceis de instalar, mas fortes, por isso são úteis em aplicações industriais complexas.
Reciclagem
Os produtos plásticos receberam muita má imprensa por seu impacto no meio ambiente, mas, como acontece com a maioria dos poluentes em potencial, é o comportamento dos seres humanos – não o produto em si – que leva aos danos ambientais. O polietileno não é biodegradável, tornando-o um material impróprio para ser descartado em aterros sanitários.
No entanto, as propriedades do polietileno o tornam ideal para reciclagem, pois pode ser derretido e remodelado em outro produto. Além disso, sua resistência à contaminação química e absorção de líquidos faz com que o produto reciclado não contenha muitas impurezas. Às vezes, material reciclado e virgem são misturados no processo de formação de produtos de consumo acabados. O número de reciclagem nº 2 aplica-se ao HDPE e nº 4 ao LDPE; muitas instalações de reciclagem podem processar esses dois tipos para reutilização.
Muitos materiais anteriormente considerados como riscos ambientais (por exemplo, borracha) estão sendo reciclados em uma taxa maior à medida que as pessoas adotam estilos de vida sustentáveis e a tecnologia de reciclagem se desenvolve.
Artigos relacionados
- Ainda está curioso? Confira:O que é Plástico Poliuretano?
- E os plásticos se encaixam! Veja como em Bollards flexíveis x delimitadores de tráfego.
Fontes
- BPF. “Processos de Plásticos”
- Indústria de Plásticos. “Métodos de processamento de plástico”
- Banco de dados de polímeros. “Poliolefinas”
- Conselho Americano de Química. “Ciclo de vida de um produto plástico”
- ECI. “Polietileno”
- Britânica. “Polietileno”
Passivação de metal:impedindo que ferro e aço fiquem ativos
Pergunte a um metalúrgico:O que é ferrugem?
Metal
- Que pó de impressão 3D de metal você pode usar em 2020? [Guia]
- Por que você precisa usar corantes agrícolas?
- O que é OSGi e o que ele oferece para você?
- Alcance do Bluetooth Low Energy (LE):O que você pode esperar neste caso de uso?
- O que você pode cortar em um laser de fibra?
- O que é plástico? Perguntas frequentes
- O que você entende por pintura?
- Embreagens industriais:o que são e como você as usa?
- Compreendendo o que o latão naval pode fazer por você
- Fundição de bronze e o que você precisa saber