


Introdução à impressão 3D de jateamento de ligantes
O que é Binder Jetting?
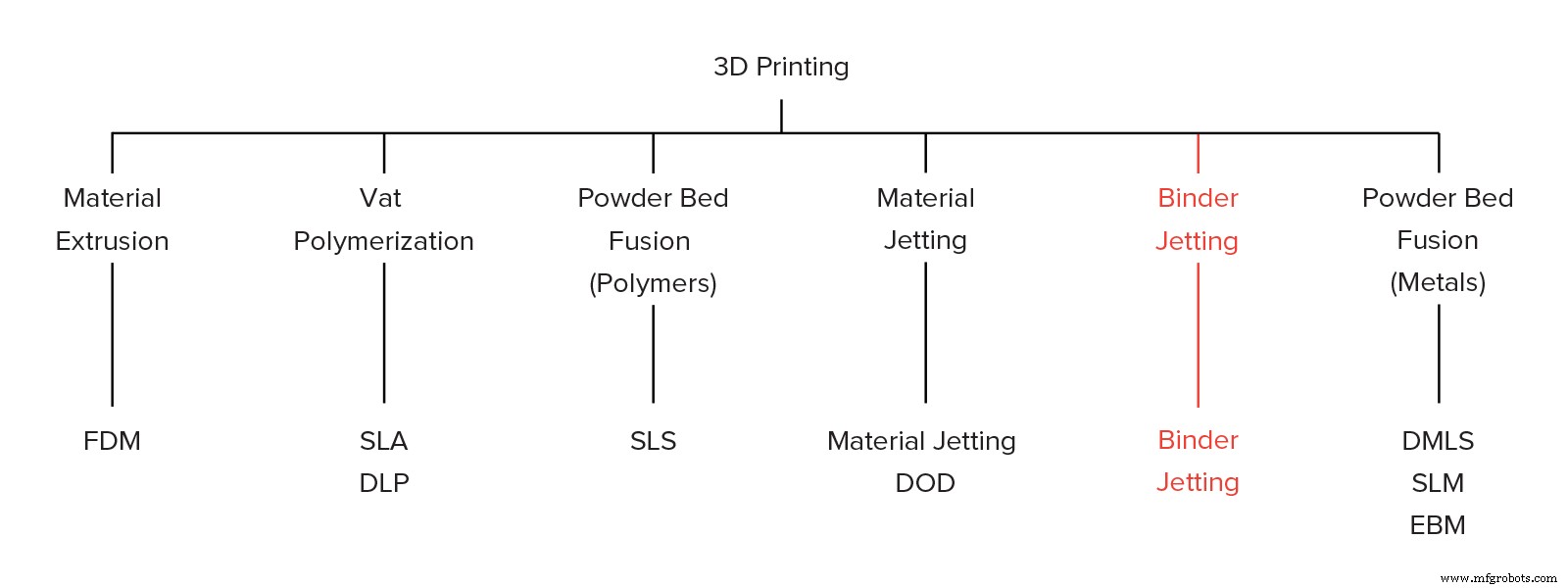
Binder Jetting é uma família de processos de manufatura aditiva. No Binder Jetting, um aglutinante é depositado seletivamente no leito de pó, unindo essas áreas para formar uma parte sólida, uma camada por vez. Os materiais comumente usados no Binder Jetting são metais, areia e cerâmica que vêm em forma granular.
O Binder Jetting é usado em várias aplicações, incluindo a fabricação de protótipos coloridos (como estatuetas), a produção de grandes machos e moldes de fundição em areia e a fabricação de peças metálicas impressas em 3D de baixo custo.
Com aplicações tão diversas, é essencial para um designer que queira usar os recursos do Binder Jetting ao máximo, para entender a mecânica básica do processo e como eles se conectam aos seus principais benefícios e limitações .
Como funciona o Binder Jetting?
Veja como funciona o processo Binder Jetting:
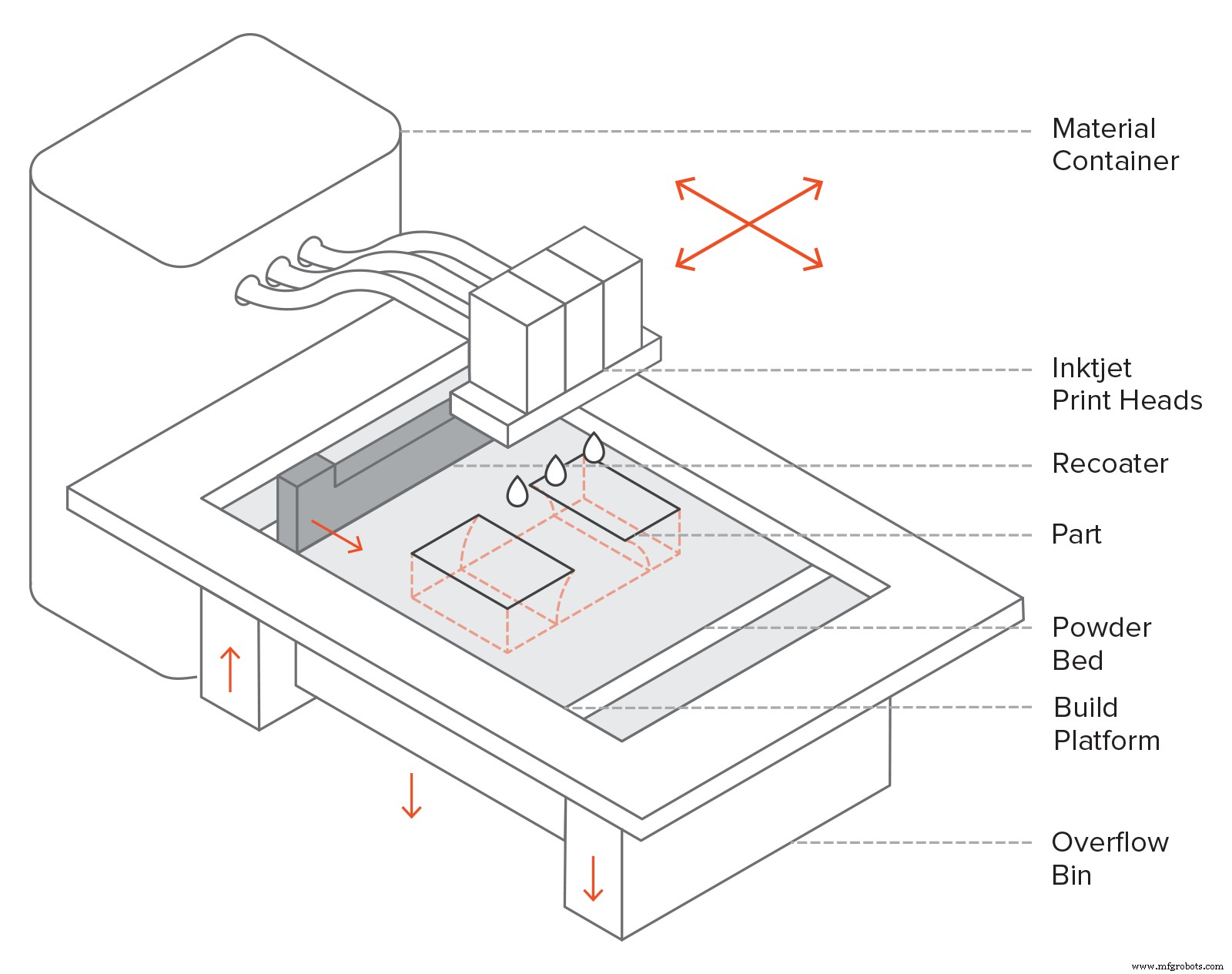
I. Primeiro, uma lâmina de recobrimento espalha uma fina camada de pó sobre a plataforma de construção.
II. Em seguida, um carro com bicos de jato de tinta (que são semelhantes aos bicos usados em impressoras 2D de mesa) passa sobre a cama, depositando seletivamente gotículas de um agente ligante (cola) que unem as partículas de pó. No Binder Jetting colorido, a tinta colorida também é depositada durante esta etapa. O tamanho de cada gota é de aproximadamente 80 μm de diâmetro, então uma boa resolução pode ser alcançada.
III. Quando a camada está completa, a plataforma de construção se move para baixo e a lâmina recobre a superfície. O processo então se repete até que toda a peça esteja completa.
4. Após a impressão, a peça é encapsulada no pó e é deixada para curar e ganhar resistência. Em seguida, a peça é removida do recipiente de pó e o excesso de pó não ligado é limpo por meio de ar pressurizado.
Dependendo do material, geralmente é necessária uma etapa de pós-processamento. Por exemplo, peças de metal Binder Jetting precisam ser sinterizadas (ou de outra forma tratado termicamente) ou infiltrado com um metal de baixa temperatura de fusão (normalmente bronze). Protótipos coloridos também são infiltrados com acrílico e revestidos para melhorar a vibração das cores. Os núcleos e moldes de fundição em areia normalmente estão prontos para uso após a impressão 3D.
Isso ocorre porque as peças estão em um estado "verde" quando saem da impressora. Peças do Binder Jetting no estado verde têm propriedades mecânicas pobres (são muito frágeis) e alta porosidade.
Características do Binder Jetting
Parâmetros da impressora
No Binder Jetting, quase todos os parâmetros do processo são predefinidos pelo fabricante da máquina.
A altura da camada típica depende do material:para modelos de cores, a altura típica da camada é de 100 mícrons, para peças de metal 50 mícrons e para materiais de molde de fundição de areia 200-400 mícrons.
Uma vantagem importante do Binder Jetting em relação a outros processos de impressão 3D é que a ligação ocorre à temperatura ambiente . Isso significa que distorções dimensionais conectadas a efeitos térmicos (como deformação em FDM, SLS, DMSL/SLM ou ondulação em SLA/DLP) não são um problema no Binder Jetting.
Como resultado, o volume de compilação das máquinas Binder Jetting estão entre as maiores em comparação com todas as tecnologias de impressão 3D (até 2200 x 1200 x 600 mm). Essas grandes máquinas são geralmente usadas para produzir moldes de fundição em areia. Os sistemas Metal Binder Jetting normalmente têm volumes de construção maiores do que os sistemas DMSL/SLM (até 800 x 500 x 400 mm), o que permite a fabricação paralela de várias peças ao mesmo tempo. O tamanho máximo da peça é restrito a um comprimento recomendado de até 50 mm, devido à etapa de pós-processamento envolvida.
Além disso, o Binder Jetting não requer sem estruturas de suporte :o pó circundante fornece à peça todo o suporte necessário (semelhante ao SLS). Essa é uma diferença fundamental entre o metal Binder Jetting e outros processos de impressão 3D de metal, que geralmente exigem o uso extensivo de estruturas de suporte e permitem a criação de estruturas metálicas de forma livre com poucas restrições geométricas. As imprecisões geométricas em metal Binder Jetting vêm principalmente das etapas de pós-processamento, conforme discutido em uma seção posterior.
Como as peças do Binder Jetting não precisam ser conectadas à plataforma de construção, todo o volume de construção pode ser utilizado. Assim, o Binder Jetting é adequado para produção em lotes de baixo a médio . Para aproveitar todos os recursos do Binder Jetting, é muito importante considerar como preencher de forma eficaz todo o volume de construção da máquina (bin packing).

Jateamento de ligante colorido
O Binder Jetting pode produzir peças impressas em 3D em cores de maneira semelhante ao Material Jetting. É frequentemente utilizado para imprimir em 3D figuras e mapas topográficos, devido ao seu baixo custo.
Os modelos coloridos são impressos com pó de arenito ou pó de PMMA. O cabeçote de impressão principal injeta primeiro o agente de ligação, enquanto um cabeçote de impressão secundário injeta uma tinta colorida. Tintas com cores diferentes podem ser combinadas para produzir uma grande variedade de cores, de forma semelhante a uma impressora jato de tinta 2D.
Após a impressão, as peças são revestidas com cianoacrilato (super cola) ou um infiltrante diferente para melhorar a resistência da peça e aumentar a vibração das cores. Uma camada secundária de epóxi também pode ser adicionada para melhorar ainda mais a resistência e a aparência da cor. Mesmo com essas etapas extras, as peças coloridas do Binder Jetting são muito frágeis e não são recomendadas para aplicações funcionais.
Para produzir impressões coloridas, um modelo CAD que contenha as informações de cores deve ser fornecido. A cor pode ser aplicada a modelos CAD por meio de dois métodos:em uma abordagem por face ou como um mapa de textura. A aplicação de cores por face é rápida e fácil de implementar, mas o uso de um mapa de textura permite mais controles e mais detalhes. Consulte seu software CAD nativo para obter instruções específicas.

Núcleos e moldes de fundição em areia
A produção de grandes padrões de fundição em areia é um dos usos mais comuns para o Binder Jetting. O baixo custo e a rapidez do processo o tornam uma excelente solução para desenhos elaborados de moldes que seriam muito difíceis ou impossíveis de produzir usando técnicas tradicionais.
Os machos e moldes são geralmente impressos com areia ou sílica. Após a impressão, os moldes geralmente estão imediatamente prontos para a fundição. O componente de metal fundido geralmente é removido deles após a fundição, quebrando o molde. Mesmo que esses moldes sejam usados apenas uma vez, a economia de tempo e custo em comparação com a fabricação tradicional é substancial.

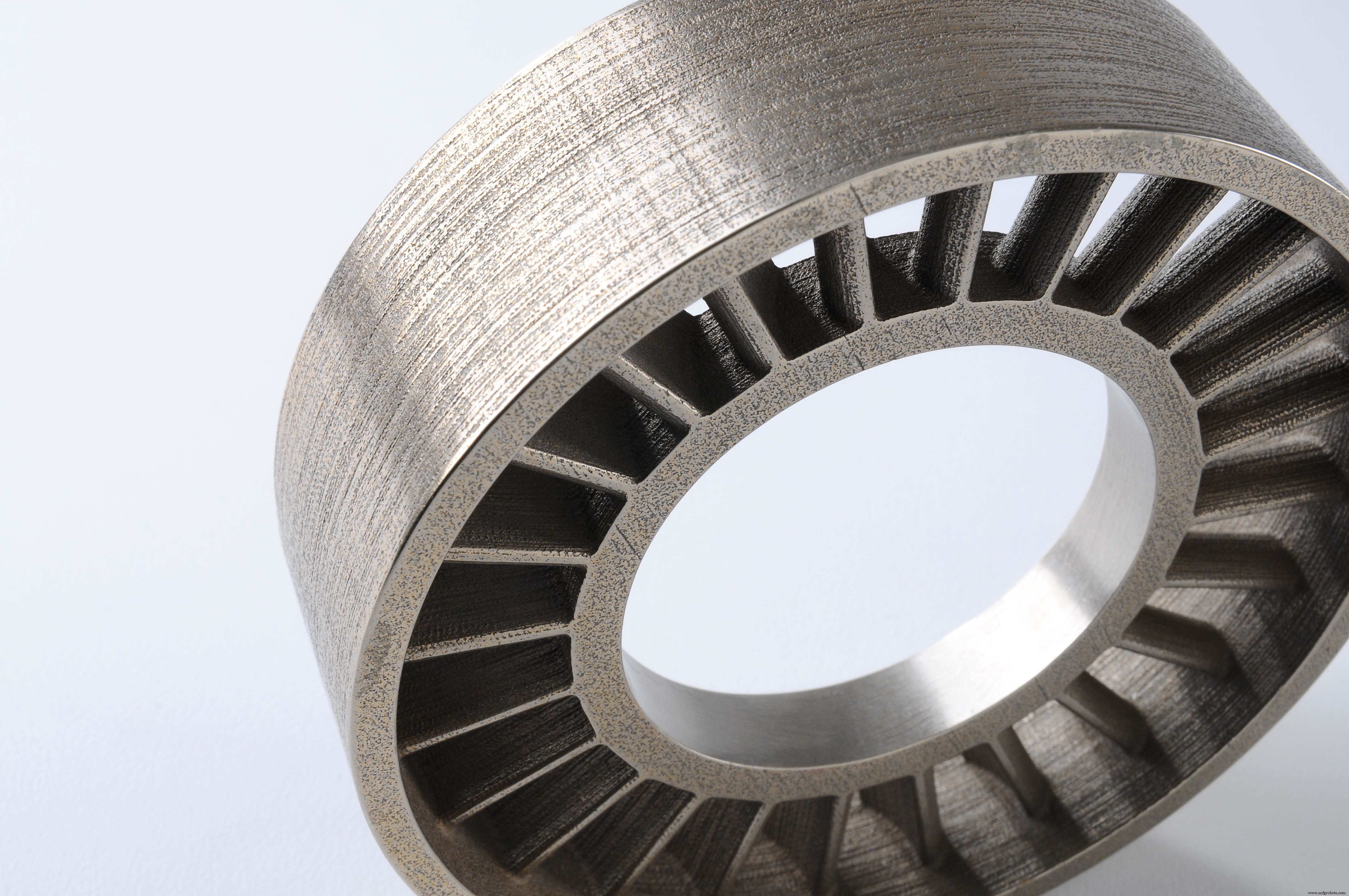
Jateamento de ligante de metal
O Metal Binder Jetting é até 10x mais econômico do que outros processos de impressão 3D de metal (DMSL/SLM). Além disso, o tamanho da construção do Binder Jetting é consideravelmente grande e as peças produzidas não requerem sem estruturas de suporte durante a impressão, permitindo a criação de geometrias complexas. Isso torna o metal Binder Jetting uma tecnologia muito atraente para produção de metal de baixa a média .
A principal desvantagem das peças de metal Binder Jetting são suas propriedades mecânicas, que não são adequadas para aplicações de alta qualidade. No entanto, as propriedades materiais das peças produzidas são equivalentes às peças metálicas produzidas com Moldagem por Injeção de Metal, que é um dos métodos de fabricação mais utilizados para a produção em massa de peças metálicas.
Infiltração e sinterização
As peças de metal Binder Jetting requerem um processo secundário após a impressão, como infiltração ou sinterização , para alcançar suas boas propriedades mecânicas, pois as peças impressas consistem basicamente de partículas metálicas unidas por um adesivo polimérico.
Infiltração: Após a impressão, a peça é colocada em um forno, onde o ligante é queimado deixando vazios. Neste ponto, a peça é aproximadamente 60% porosa. O bronze é então utilizado para infiltrar os vazios por capilaridade, resultando em peças com baixa porosidade e boa resistência.
Sinterização: Após a conclusão da impressão, as peças são colocadas em um forno de alta temperatura, onde o ligante é queimado e as partículas metálicas restantes são sinterizadas (ligadas), resultando em peças com porosidade muito baixa.
Características do jato de ligante de metal
A precisão e a tolerância podem variar muito dependendo do modelo e são difíceis de prever, pois dependem muito da geometria. Por exemplo, peças com comprimento de até 25 - 75 mm encolhem entre 0,8 a 2% após a infiltração, enquanto peças maiores têm uma retração média estimada de 3%. Para sinterização, a contração da peça é de aproximadamente 20%. As dimensões das peças são compensadas pelo encolhimento pelo software da máquina, mas o encolhimento não uniforme pode ser um problema e deve ser considerado durante a fase de projeto em colaboração com o operador da máquina Binder Jetting.
A etapa de pós-processamento também pode ser a fonte de imprecisões. Por exemplo, durante a sinterização, a peça é aquecida a uma alta temperatura e fica mais macia. Nesse estado mais suave, áreas sem suporte podem se deformar sob seu próprio peso. Além disso, como a peça encolhe durante a sinterização, há atrito entre a placa do forno e a superfície inferior da peça, o que pode levar a deformação . Mais uma vez, a comunicação com o operador da máquina Binder Jetting é fundamental aqui para garantir os melhores resultados.
As peças metálicas do Binder Jetting sinterizadas ou infiltradas terão uma porosidade interna (a sinterização produz 97% de peças densas, enquanto a infiltração aproximadamente 90%). Isso afeta as propriedades mecânicas das peças de metal Binder Jetting, pois os vazios podem levar ao início de trincas. A fadiga e a resistência à fratura e o alongamento na ruptura são as propriedades do material mais afetadas pela porosidade interna. Processos metalúrgicos avançados (como prensagem isostática a quente ou HIP) podem ser aplicados para produzir peças com quase nenhuma porosidade interna. No entanto, para aplicações em que o desempenho mecânico é crítico, DMLS ou SLM são as soluções recomendadas.
Uma vantagem do metal Binder Jetting comparado ao DMLS/SLM, é a rugosidade da superfície das peças produzidas. Normalmente, as peças de metal Binder Jetted têm uma rugosidade superficial de Ra 6 μm após o pós-processamento, que pode ser reduzida para Ra 3 μm se uma etapa de jateamento for empregada. Em comparação, a rugosidade da superfície impressa das peças DMLS/SLM é de aproximadamente Ra 12-16 μm. Isso é particularmente benéfico para peças com geometrias internas , por exemplo, canais internos, onde o pós-processamento é difícil.
A tabela abaixo resume as diferenças nas principais propriedades mecânicas das peças de aço inoxidável, impressas com Binder Jetting e DMLS/SLM:
| Binder Jetting Aço inoxidável 316 (sinterizado) | Binder Jetting Aço inoxidável 316 (bronze infiltrado) | DMLS/SLM Aço Inoxidável 316L | |
|---|---|---|---|
| Força de rendimento | 214 MPa | 283 MPa | 470 MPa |
| Alongamento no intervalo | 34% | 14,5% | 40% |
| Módulo de Elasticidade | 165 GPa | 135 GPa | 180 GPa |
Materiais de Jateamento de Ligantes Comuns
Os pós Binder Jetting vêm em uma variedade de materiais. A aplicação final da peça define o pó mais adequado. O custo dos pós cerâmicos é geralmente baixo. Os pós metálicos são mais caros, porém mais econômicos que os materiais DMSL/SLM. Ao contrário do processo SLS, 100% do pó não colado pode ser reciclado, resultando em mais economia de material.
| Material | Características |
|---|---|
| Arenito colorido | Modelos não funcionais coloridos Muito frágil |
| Areia de Sílica | Resistência térmica muito alta Excelente para aplicações de fundição em areia |
| Aço inoxidável (bronze infiltrado) | Boas propriedades mecânicas Pode ser usinado ~10% de porosidade interna |
| Aço inoxidável (sinterizado) | Propriedades mecânicas muito boas Alta resistência à corrosão ~3% de porosidade interna |
| Liga Inconel (sinterizada) | Excelentes propriedades mecânicas Boa resistência à temperatura Alta resistência química |
| Carbeto de tungstênio (sinterizado) | Dureza muito alta Usado para a produção de ferramentas de corte |
Benefícios e limitações do Binder Jetting
As principais vantagens e desvantagens da tecnologia estão resumidas abaixo:
A Binder Jetting produz peças metálicas e protótipos coloridos por uma fração do custo em comparação com DMLS/SLM e Material Jetting, respectivamente.
A Binder Jetting pode fabricar peças muito grandes e geometrias metálicas complexas , pois não é limitado por nenhum efeito térmico (por exemplo, distorção).
Os recursos de fabricação do Binder Jetting são excelentes para produção em lote de baixa a média .
As peças de metal Binder Jetting têm propriedades mecânicas mais baixas que as peças DMSL/SLM, devido à sua maior porosidade.
Apenas detalhes aproximados pode ser impresso com Binder Jetting, pois as peças são muito frágeis em seu estado verde e podem quebrar durante o pós-processamento.
Comparado a outros processos de impressão 3D, o Binder Jetting oferece uma seleção limitada de materiais .
As principais características do Binder Jetting estão resumidas na tabela abaixo:
| Jato de ligante | |
|---|---|
| Materiais | Metais, Cerâmica (areia) |
| Precisão dimensional | Metal:± 2% ou 0,2 mm (até ± 0,5% ou ± 0,05) Colorido:± 0,3 mm Areia:± 0,3 mm |
| Tamanho de compilação típico | Metal:400 x 250 x 250 mm (até 800 x 500 x 400 mm) Colorido:200 x 250 x 200 mm (até 500 x 380 x 230 mm) Areia:800 x 500 x 400 (até para 2200 x 1200 x 600 mm) |
| Espessura de camada comum | Metal:35 - 50 μm Colorido:100 μm Areia:200 - 400 μm |
| Suporte | Não obrigatório |
Regras gerais
- Escolha o metal Binder Jetting para imprimir peças metálicas em 3D a baixo custo, para aplicações que não exigem desempenho muito alto.
- Para peças metálicas impressas em 3D, o Binder Jetting oferece maior liberdade de design do que o DMLS/SLM, pois os efeitos térmicos não são um problema durante o processo de fabricação.
- As peças coloridas do Binder Jetting são muito frágeis e adequadas apenas para fins visuais.
- Use o Binder Jetting para produzir machos e moldes de fundição em areia muito grandes.
Precisão dimensional de peças impressas em 3D
Suportes em impressão 3D:uma visão geral da tecnologia
impressao 3D
- O que é impressão Binder Jet 3D?
- Um curso intensivo sobre impressão Binder Jet 3D
- Microfabricação 3D:Uma Introdução à Impressão 3D Micro-dimensionada
- Uma introdução à impressão 3D de deposição de energia direcionada (DED)
- Modelagem por Deposição Fundida - Uma Breve Introdução
- Uma introdução à impressão 3D com plásticos
- Explorando a impressão 3D Polyjet
- Uma introdução à impressão 3D para fundição em areia
- O que é bioimpressão?
- Um breve guia para impressão 3D com jato de pasta