


Termos de impressão 3D – O melhor glossário
Há uma quantidade infinita de termos de impressão 3D por aí. Embora alguns termos sejam muito comuns e usados com frequência, outros não são, portanto, é fácil se perder na terminologia durante a leitura. Por essa razão, decidi fazer o glossário definitivo sobre quaisquer termos 3D.
Neste artigo, darei uma olhada rápida em cada termo de impressão 3D.
Tipos de filamento

ASA
Acrilato de estireno de acrilonitrila (ASA) é um tipo de filamento originalmente criado como uma alternativa ao ABS com melhores condições de resistência às intempéries e menos empenamento. O ASA é resistente aos raios UV e possui excelentes propriedades mecânicas, pois é rígido e resistente a impactos. Devido a essas propriedades, o ASA é usado principalmente para aplicações externas. A impressão com ASA deve ser feita em áreas bem ventiladas, pois produz gases tóxicos.
ABS
Acrilonitrila butadieno estireno (ABS) é um dos filamentos de impressão 3D mais antigos e populares. É um filamento de baixo custo com resistência a altas temperaturas e boa durabilidade. Para imprimir corretamente com ABS, você precisará de uma cama de impressão aquecida ou câmara aquecida, pois esse filamento é propenso a deformações pesadas sem o calor adequado. Use em áreas bem ventiladas para evitar os fumos produzidos durante o processo de fusão (artigo relacionado).
PETG
O Polietileno Tereftalato Glicol (PETG) é um filamento de impressão 3D semi-rígido. Objetos impressos com PETG terão um acabamento superficial brilhante e liso. Conhecido por sua durabilidade e facilidade de uso, o PETG fica no meio termo entre PLA e ABS (os filamentos mais usados), pois é mais flexível e durável que o PLA e mais fácil de usar que o ABS. O PETG é higroscópico, portanto, mantenha-o em local seco e fresco (artigo relacionado).
PL
O Ácido Polilático (PLA) é o filamento mais utilizado na impressão 3D. Imprimir com PLA é fácil, pois derrete com baixas temperaturas e tem problemas mínimos de deformação, tornando-o ótimo para iniciantes. Evite o PLA para aplicações externas, pois possui baixa resistência ao calor e pode se deformar quando exposto à luz solar (artigo relacionado).
Nilon
O nylon é um tipo de filamento forte, durável e flexível. Algumas impressoras precisarão de uma atualização antes de poder imprimir com Nylon, pois requer altas temperaturas de impressão e uma cama aquecida para imprimir com sucesso sem deformar. O nylon deve ser armazenado em sacos herméticos para evitar a absorção de umidade; caso contrário, a umidade no filamento pode causar defeitos na impressão.
HIPS
O Poliestireno de Alto Impacto (HIPS) é usado principalmente como estrutura de suporte solúvel em conjunto com ABS em impressoras de dupla extrusão. O HIPS se dissolverá em limoneno e apenas o ABS permanecerá sem marcas de suporte. O ABS é o único filamento que não é danificado pelo limoneno. HIPS também pode ser usado como filamento solo, é leve e mais forte que o PLA e produz menos deformação que o ABS.
PVA
O álcool polivinílico (PVA) é um filamento utilizado como suporte para impressões complexas em impressoras 3D de dupla extrusão. Dissolve-se em água morna, por isso pode ser emparelhado com muitos filamentos, ao contrário do HIPS que só suporta ABS. O PVA é altamente sensível à umidade, por isso deve ser armazenado em recipientes herméticos para manter o carretel utilizável a longo prazo.
Flexível (TPE, TPU, TPC)
Os filamentos flexíveis (TPE, TPU, TPC) têm propriedades semelhantes à borracha, o que significa que são muito elásticos e podem dobrar e esticar facilmente sem quebrar. Esses filamentos são macios e duráveis, pois possuem alta resistência ao impacto. As extrusoras Bowden podem ter dificuldade em imprimir filamentos flexíveis porque podem grudar e danificar o tubo de PTFE (confira nosso artigo).
Fibra de Carbono
A fibra de carbono é usada para reforçar outros filamentos para melhorar as propriedades do material. Os filamentos infundidos com fibra de carbono mostram maior resistência e rigidez. O resultado é um material forte e leve, perfeito para aplicações estruturais. Essas fibras são muito abrasivas e danificam os bicos de latão rapidamente, então considere usar um bico de material duro para esses filamentos.
Polipropileno
O polipropileno (PP) é um filamento resistente e durável. Tem uma forte resistência ao calor e produz acabamentos de superfície lisos. O problema com o polipropileno é que é notoriamente difícil imprimir com ele porque é propenso a deformações pesadas e, além disso, tem baixa adesão de camada.
Policarbonato
O policarbonato (PC) é um dos filamentos 3D mais fortes; este filamento é muito forte, durável e flexível. O PC também possui uma resistência muito boa ao calor e ao impacto, tornando-o uma opção sólida para ambientes difíceis. A maioria das impressoras de nível de consumidor precisará atualizar o hot end para imprimir com PC, pois requer temperaturas de impressão muito altas. O filamento de PC é higroscópico, por isso precisa ser mantido em espaços secos para preservar a integridade do carretel.
Filamento condutor
O filamento condutor é capaz de conduzir eletricidade. Este tipo de filamento é usado para circuitos de baixa tensão. Na maioria dos casos, PLA ou ABS é o material base utilizado no filamento condutor, mas não são os únicos. Dependendo do fabricante, esses filamentos apresentam diferentes valores de resistividade.
Filamento Magnético
Os filamentos magnéticos são filamentos à base de PLA ou ABS que foram infundidos com pó de ferro. O resultado é um filamento que age como metal e é atraído por campos magnéticos. É um filamento abrasivo e deve ser usado um bico de aço temperado (confira nosso artigo sobre o tema).
Filamento de Madeira
Os filamentos de madeira são tipicamente filamentos à base de PLA combinados com fibra de madeira que parecem madeira. Este filamento composto é menos flexível e mais fraco que a versão PLA normal. Além disso, os bicos podem sofrer e se danificar com a impressão desse material (confira nosso artigo sobre o tema).
Termos relacionados ao material
Temperatura de transição vítrea (Tg)
A temperatura de transição vítrea (Tg) é a temperatura na qual um material passa de um estado sólido duro para um estado macio e pegajoso. Materiais com baixa Tg como o PLA são mais fáceis de manipular, pois não requerem altas temperaturas para serem processados. Da mesma forma, materiais com alta Tg serão capazes de suportar condições adversas, pois são mais difíceis de deformar (artigo completo). É medido em C° ou F°.
Resistência à tração
A resistência à tração indica quanta tensão um material pode suportar antes de quebrar. Sempre que você imprimir peças para fins de resistência e resistência, use filamentos de alta resistência à tração, como policarbonato (se sua impressora permitir). Geralmente é medido em Pascal.
Condutividade
A condutividade refere-se à propriedade ou poder de um material para conduzir ou transmitir calor ou eletricidade. Geralmente é medido em Siemens por metro.
Elasticidade
Elasticidade é a capacidade de um objeto físico de se deformar quando força suficiente é aplicada a ele e, em seguida, retornar ao seu tamanho e forma originais quando essa força é removida.
Força de fadiga
A resistência à fadiga indica quanta tensão um material pode suportar por um determinado número de ciclos sem quebrar. É medido como o número de ciclos de tensão-compressão.
Viscosidade
A viscosidade refere-se à resistência de um fluido a mudar de forma, ou seja, mede a resistência de um fluido ao escoamento. Por exemplo, a água tem uma viscosidade menor que o mel. Geralmente é expresso em termos de centipoise (cP), que é o equivalente a 1 mPa por segundo.
Higroscopicidade
Um material higroscópico absorve a umidade do ambiente circundante. Quando esses materiais absorvem as moléculas de água, eles podem mudar fisicamente, alterando suas propriedades. Pode ser medido comparando o volume de um objeto nos estados seco e umidificado.
Peças da impressora 3D
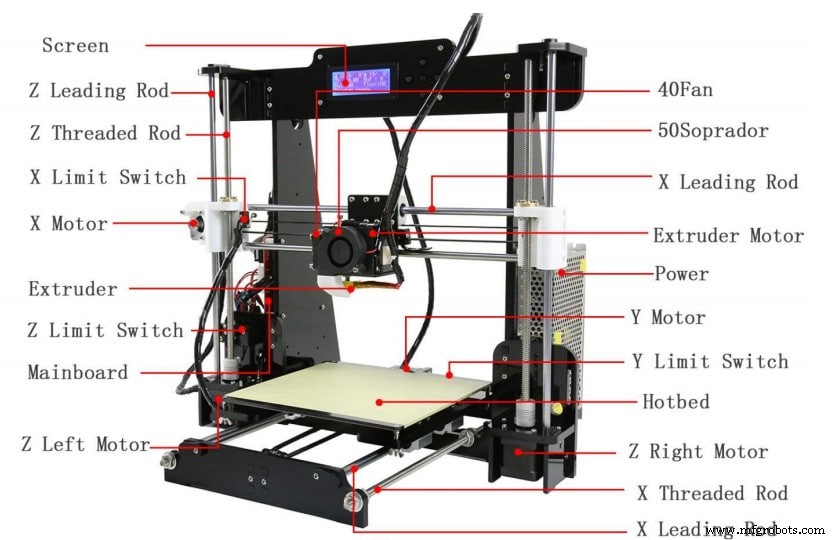
Conselho de Controlador
A placa controladora é o “cérebro” da sua impressora 3D. Ele lida com todas as funções e requisitos eletrônicos de uma impressora 3D. Essas placas de circuito impresso (PCB) recebem o código G do fatiador e os traduzem em comandos para os motores e componentes de aquecimento da impressora 3D.
Extrusora
A extrusora é a parte de uma impressora 3D que trata da movimentação e processamento do filamento para depositá-lo em camadas sucessivas para formar o objeto 3D. A extrusora é composta por 2 elementos, a extremidade fria e a extremidade quente.
Extremidade fria
A extremidade fria é a parte da impressora 3D onde o filamento é alimentado. Lá, as engrenagens de acionamento agarram o filamento e o empurram para a extremidade quente. Em extrusoras de acionamento direto, a extremidade fria está diretamente acima da extremidade quente. Enquanto nas configurações Bowden, as engrenagens de acionamento geralmente são montadas na estrutura da impressora.
Hot End
A extremidade quente é a parte da impressora 3D onde o filamento é derretido e depois depositado em camadas sucessivas na mesa de impressão. O filamento é empurrado através de um tubo não condutor de calor para o bloco aquecedor, onde é derretido e depois empurrado para fora do bocal.
Bocal
O bico é aparafusado no bloco aquecedor e é a última parte da extremidade quente pela qual o filamento passa antes de ser depositado na mesa de impressão. Os bicos vêm em diferentes diâmetros e materiais, sendo o latão o mais comumente usado e 0,4 mm o diâmetro mais popular. Evite bicos de latão sempre que estiver imprimindo com filamentos abrasivos, pois eles podem ser danificados rapidamente.
Tubo de Bowden
Em uma configuração Bowden, as engrenagens de acionamento geralmente são montadas na estrutura da impressora. A partir daí, o filamento é empurrado através de um tubo Bowden para a extremidade quente. O tubo Bowden é geralmente feito de plástico PTFE que é resistente ao calor e protege o filamento.
Bloco de aquecimento
O bloco aquecedor faz parte do hot end e funciona como condutor térmico. O cartucho aquecedor aquece o bloco aquecedor que aquece o bocal. Os blocos de aquecimento geralmente são feitos de alumínio, pois é um excelente condutor térmico.
Cartucho Aquecedor
O cartucho aquecedor é o elemento responsável por gerar calor em uma impressora 3D. Eles são inseridos no bloco aquecedor e produzem calor a partir da corrente elétrica. O calor viaja através do bloco aquecedor para os bicos onde o filamento derrete.
Termistor
O termistor é inserido no bloco aquecedor e informa à impressora 3D o quão quente o bloco aquecedor está. Isso é importante porque diferentes tipos de filamentos requerem diferentes temperaturas de impressão para derreter com sucesso.
Ventilador de Resfriamento
A ventoinha de resfriamento faz parte do hot end e, em conjunto com o dissipador de calor, ajuda a dissipar o calor. Sem a ventoinha de resfriamento, o calor produzido pelas altas temperaturas de impressão pode viajar para fora da extremidade quente e derreter o filamento antes do tempo. Se o filamento derreter antes de entrar no hot end, você provavelmente terá que lidar com entupimentos.
Fãs de camada
O leque de camadas é importante para imprimir com sucesso alguns filamentos. Ele está localizado próximo ao bico e tem como objetivo resfriar o filamento quando ele sai na mesa de impressão. Desta forma ajudamos o filamento fundido a solidificar mais rapidamente e evitamos deformações.
Paradas finais
Os batentes informam à sua impressora 3D até onde ela pode mover o bico através dos eixos X, Y, Z. Terminais são responsáveis por evitar descarrilamentos e atolamentos em um determinado eixo. Os mais comuns são os interruptores mecânicos, mas também existem os ópticos e os magnéticos.
Caixa de impressão
A mesa de impressão é a superfície onde a impressora 3D imprime. Idealmente, ele fornece uma superfície perfeitamente plana para a extrusão do bico. A mesa de impressão também dá à primeira camada uma superfície pegajosa para evitar que o filamento se solte. Dependendo do material da mesa de impressão, pode ser necessário aplicar algum adesivo para garantir que o filamento grude nele. As camas de impressão de vidro são as mais utilizadas, mas existem outros materiais com propriedades diferentes.
Motores de eixo X, Y, Z
Os motores dos eixos são responsáveis por mover o bocal da impressora 3D pelos diferentes eixos. Para ter uma impressão bem-sucedida, os motores dos eixos precisam mover corretamente o hot end. Qualquer mau funcionamento nos motores dos eixos diminuirá a qualidade e a velocidade de impressão.
Termos de solução de problemas
Encurvamento
Você tem um problema de deformação sempre que vê o filamento se afastando da mesa de impressão durante a impressão 3D. A deformação ocorre quando o filamento esfria de forma desigual, pois o plástico se contrai quando está esfriando. Se o filamento se contrair demais, ele se levantará e se separará da mesa de impressão. Para evitar empenamento, certifique-se de que o filamento tenha boa adesão à mesa de impressão. Alguns filamentos são mais propensos a empenar e requerem o uso de uma cama aquecida para evitá-lo.
Deslizamento de calor
A fluência de calor refere-se a um problema na impressão 3D em que o calor viaja para fora da zona de fusão e começa a enfraquecer e amolecer o filamento antes do tempo. Esse problema faz com que a extrusora funcione mal e pode levar a entupimentos. Para evitar a fluência do calor, tente diminuir as temperaturas de impressão e verifique se os ventiladores de resfriamento estão funcionando.
Ponte
A ponte na impressão 3D é essencialmente uma extrusão de filamentos suspensos no ar que conecta duas colunas. Quando uma impressora não consegue preencher uma pequena lacuna, há um problema de ponte. Problemas de ponte são bastante comuns; para resolver esse problema, tente aumentar a velocidade do ventilador da camada e diminuir a temperatura e a velocidade de impressão (artigo relacionado).
Precisão dimensional
Sempre que seu objeto impresso tiver tamanhos diferentes do originalmente pretendido, você estará lidando com problemas de precisão dimensional. O quão bem um objeto impresso corresponde ao tamanho e às especificações do arquivo original depende de muitas coisas. Portanto, antes de começar a apertar os cintos e ajustar o firmware, imprima um cubo de teste para ver a precisão da sua impressora. O ABS é conhecido por encolher até 8% ao resfriar.
Ghosting ou Ringing
Ghosting, ringing, rippling, ecoing, todos esses termos se referem à presença indesejada de linhas ou recursos duplicados na superfície de objetos impressos em 3D. Isso é causado por mudanças rápidas na velocidade e direção na extrusora que resultam em vibrações. Para evitar esse problema, reduza a velocidade de impressão e diminua as configurações de aceleração e jerk (artigo completo sobre como resolver esse problema).
Extrusão excessiva
Sempre que a impressora 3D está extrudando mais filamento do que o software pensa, isso é chamado de superextrusão. A extrusão excessiva causa impressões de baixa qualidade e pode arruinar totalmente um objeto impresso. Possíveis correções para a superextrusão são diminuir a temperatura de impressão, diminuir a taxa de fluxo de extrusão e garantir que o fatiador tenha a configuração correta do diâmetro do filamento (artigo completo sobre como resolver o problema).
Subextrusão
Sempre que a impressora 3D está extrudando menos filamento do que o software pensa, isso é chamado de subextrusão. A subextrusão enfraquece a estrutura do objeto impresso em 3D. Se você perceber que as camadas do seu modelo são muito finas ou têm furos ou lacunas, provavelmente está enfrentando uma subextrusão. Para corrigir a subextrusão, faça com que o software tenha o diâmetro de filamento correto e aumente a temperatura de impressão e a taxa de fluxo de extrusão (artigo de solução de problemas relacionado).
Adesão ao leito
A adesão da cama refere-se à aderência da sua mesa de impressão. Para uma impressão bem-sucedida, é importante que o filamento grude na mesa de impressão. A má adesão ao leito pode causar deformações, entre outros problemas de impressão. Para evitar problemas de adesão da mesa, certifique-se de que a mesa de impressão esteja nivelada e limpa. Se o problema persistir, bastões de cola e sprays de cabelo podem fornecer muita adesão extra para a mesa de impressão.
Separação de camadas
A separação de camadas tem a ver com as ligações entre as camadas. Para uma impressão bem-sucedida, cada camada precisa aderir adequadamente à que está por baixo. A má adesão camada a camada pode resultar em impressões drasticamente defeituosas. A separação de camadas é fácil de detectar, pois você verá lacunas entre as camadas. Confira nosso artigo sobre as causas e soluções desse problema.
Extrusora entupida
Uma extrusora entupida significa que sua impressora 3D não pode mais extrudar o filamento corretamente. Isso geralmente é causado por uma obstrução dentro do bocal. Para evitar um extrusor entupido, certifique-se de que tem a temperatura de impressão correta para o seu filamento e que está limpo. Além disso, verifique se o bico não está muito próximo da mesa de impressão, pois às vezes não há espaço suficiente para extrusão (como consertar uma extrusora entupida).
Lacunas
As lacunas são um problema comum na impressão 3D. Você pode ter lacunas entre as linhas na primeira e na camada superior ou entre as camadas. Diferentes soluções se aplicam dependendo de onde estão as lacunas (como corrigir as lacunas).
Bolhas e espinhas
Blobs e Zits são pequenos caroços na superfície externa de um objeto impresso em 3D. Isso acontece no ponto em que a extrusora termina de imprimir uma seção da casca externa e começa a imprimir uma nova. Para evitar bolhas e espinhas, certifique-se de ter as configurações ideais de retração e inércia no cortador.
Preenchimento fraco
O preenchimento fornece suporte para a estrutura de um objeto impresso em 3D. Um preenchimento fraco significa que a impressão pode quebrar facilmente. Para evitar esse problema, use um padrão de preenchimento forte. Se o problema persistir, diminua a velocidade de impressão e aumente a porcentagem de preenchimento (artigo completo).
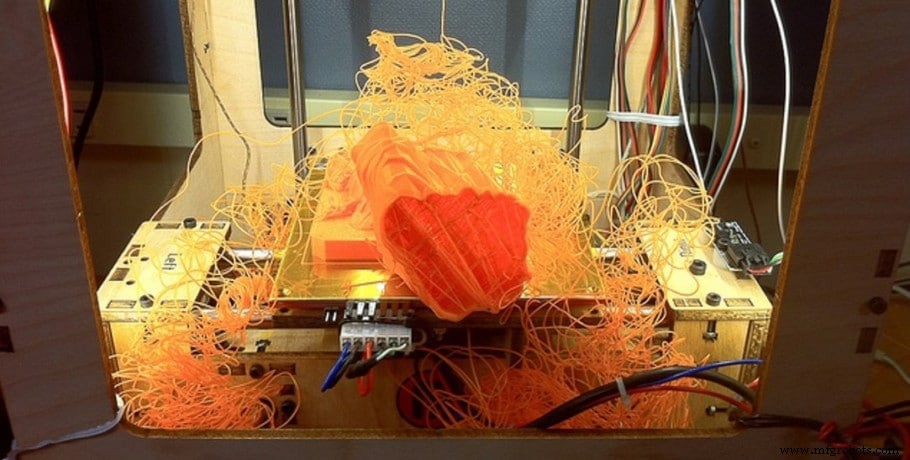
Encadeamento
Quando a extrusora está se movendo através de um espaço aberto para um novo local para imprimir, algum filamento pode escorrer do bico e se prender ao objeto impresso. Esse problema é chamado de encadeamento e faz com que suas impressões pareçam ter teias de aranha. Para evitar encadeamentos, abaixe a temperatura de impressão e verifique se você tem as configurações de retração adequadas (artigo completo).
Mudança de camada
A mudança de camada é um erro na impressão 3D em que a impressora funciona mal e extravia as camadas. As camadas estão sendo posicionadas incorretamente umas das outras, isso pode acontecer gradualmente ou como um grande deslocamento. Isso pode acontecer devido a velocidade excessiva e problemas mecânicos ou elétricos.
Superaquecimento
O superaquecimento é um problema na impressão 3D, onde o filamento é extrudado a alta temperatura e, portanto, não consegue resfriar a tempo e manter a forma desejada. O superaquecimento pode ser corrigido com temperaturas de impressão adequadas e ventiladores de camada.
Pé de elefante
O pé de elefante descreve uma deficiência de impressão 3D em que a primeira camada de um objeto impresso em 3D é um pouco maior que o resto. Às vezes, o peso das camadas superiores causa pressão suficiente para inchar a primeira camada se ela não estiver totalmente resfriada. O pé de elefante pode ser corrigido nivelando a mesa de impressão, reduzindo a temperatura da cama aquecida ou adicionando uma balsa ao modelo (artigo relacionado).
Tecnologias de impressão 3D
Estereolitografia (SLA)
A estereolitografia (SLA) é uma tecnologia popular de impressão 3D. Essa tecnologia usa um laser para endurecer uma resina fotossensível em um método camada por camada. O SLA é um dos métodos de impressão 3D mais precisos, pois fornece detalhes de alta qualidade, tolerâncias dimensionais rígidas e acabamentos de superfície suaves. A desvantagem é que o SLA geralmente é mais lento, as resinas são frágeis e os componentes são caros. Para impressões mais fortes, recomenda-se a cura UV pós-processamento (artigo relacionado).
Processamento de luz digital (DLP)
Digital Light Processing (DLP) é uma técnica de impressão 3D que emprega a luz de uma tela de projetor especializada para solidificar a resina fotossensível. O DLP cria uma camada inteira de cada vez, o que o torna mais rápido que o SLA. Para obter a forma desejada, um dispositivo de microespelho digital (DMD) localizado entre a fonte de luz e a resina direciona a luz e cria o padrão de uma camada.
Modelagem de Deposição Fundida (FDM)
Fused Deposition Modeling (FDM) é o método de manufatura aditiva mais popular. Trata-se de alimentar a impressora 3D com um filamento termoplástico que é aquecido além de sua temperatura de transição vítrea. Em seguida, o filamento derretido é extrudado na cama de impressão camada por camada. As impressoras FDM são mais baratas que as de resina e podem usar uma ampla variedade de materiais para imprimir (artigo relacionado).
Sinterização seletiva a laser (SLS)
A Sinterização Seletiva a Laser (SLS) é um método rápido de manufatura aditiva. Esta tecnologia cria objetos 3D sinterizando finas partículas de pó de polímero. Depois que um rolo espalha uma fina camada de pó pela mesa de impressão, um laser aquece o material e o funde. Quando uma camada termina de imprimir, a mesa de impressão é abaixada e outra camada de pó é colocada para que o processo continue. Este método não requer suportes porque o próprio pó serve como suporte. Uma vez finalizada a impressão, é necessário remover o pó não sinterizado do modelo.
Fusão seletiva a laser (SLM)
A fusão seletiva a laser (SLM) é outra técnica de manufatura aditiva rápida. No SLM, um laser é usado para derreter e fundir o pó metálico. Um rolo espalha o pó metálico pela mesa de impressão e, à medida que o laser termina de imprimir as camadas, a mesa de impressão é abaixada e o processo é repetido. Ao contrário do SLS, o SLM requer suportes para balanços, pois o material é mais pesado.
Fusão por feixe de elétrons (EBM)
Electron Beam Melting (EBM) é uma tecnologia de manufatura aditiva usada para imprimir peças metálicas. O processo de impressão ocorre em uma câmara de vácuo onde um feixe de elétrons de alta energia funde o pó metálico para criar, camada por camada, as peças desejadas. Esta técnica é muito rápida e permite a construção de objetos complexos e altamente resistentes. Máquinas e materiais de EBM são caros, então essa tecnologia é usada principalmente por indústrias de alto valor.
Fabricação de Objetos Laminados (LOM)
A manufatura de objetos laminados (LOM) é um processo rápido de manufatura aditiva que cria modelos usando laminados de papel, plástico ou metal. O material é colado sucessivamente usando calor e pressão, e a forma desejada do objeto é cortada com um cortador a laser.
Software de impressão 3D
Software CAD popular para impressão 3D
Misturador
O Blender é um software gratuito e de código aberto que suporta a totalidade do pipeline 3D. É um programa incrível para design artístico, onde você se preocupa mais com a aparência natural de formas realistas do que com a precisão dimensional. Como é open-source, os desenvolvedores Python podem usar a API do Blender para criar suas próprias ferramentas (revisão completa).
ZBrush
ZBrush é o rei da escultura digital, pois possui uma seleção imensa e refinada de pincéis de escultura. Este software pode lidar com uma contagem de polígonos muito alta, o que permite que os designers criem modelos incrivelmente detalhados. Uma assinatura paga é necessária para usar o programa (revisão completa).
Esboço
O SketchUp é um software de design 3D assistido por computador baseado em navegador com versões gratuitas e pagas. É um ótimo software para iniciantes interessados em construção e design de interiores, pois é um dos programas de modelagem CAD 3D mais fáceis para começar no mundo do design 3D (revisão completa).
Fusion360
O Fusion360 é um software CAD 3D baseado em nuvem para projeto e fabricação de produtos. É melhor usado para modelagem precisa e é por isso que é perfeito para impressão 3D funcional, onde são necessárias tolerâncias exatas e ângulos específicos. Para uso profissional, você precisa pagar uma assinatura, mas é gratuita para necessidades pessoais (revisão completa).
FreeCAD
O FreeCAD é um software de modelagem paramétrica 3D gratuito e de código aberto. Este programa destina-se a ser usado para projetar modelos para fins mecânicos, como peças de reposição precisas e objetos técnicos elaborados. Como o FreeCAD é totalmente paramétrico, não é recomendado para modelagem de formas orgânicas (revisão completa).
SolidWorks
O SolidWorks é um software de projeto assistido por computador popular considerado um padrão da indústria para engenharia. Ele é focado no design paramétrico, portanto, a modelagem orgânica não é muito prática com este programa. O SolidWorks foi desenvolvido principalmente para construir objetos mecânicos que integram mecanismos e montagens. Uma licença paga é necessária para usar este software (revisão completa).
Tinkercad
Tinkercad é um software de design 3D gratuito baseado em navegador. É uma ótima ferramenta para apresentar às crianças as maravilhas da modelagem 3D, pois é bastante fácil obter os conceitos básicos com ela. No Tinkercad, você projeta usando um catálogo predefinido de formas que limita suas opções, mas ainda pode fazer alguns modelos incríveis com eles (revisão completa).
Slicers populares para impressão 3D
Cura
Cura é um aplicativo de fatiamento de código aberto gratuito muito popular para impressoras 3D. Este é um slicer simples e acessível para iniciantes e especialistas. Os iniciantes logo descobrirão como é fácil usar este software com sua interface amigável e clara e as configurações predefinidas recomendadas. Para especialistas, existem mais de 400 configurações que você pode ajustar para obter os resultados desejados (veja a comparação do slicer).
Simplifique 3D
Simplify3D é um programa de segmentação 3D pago. Devido ao seu custo, é usado principalmente por profissionais para fins comerciais. O Simplify3D oferece aos usuários a oportunidade de trabalhar com vários processos. Você pode definir parâmetros diferentes para objetos diferentes na mesa de impressão e até mesmo alturas de camada diferentes para o mesmo modelo. Além disso, o Simplify3D é um slicer rápido e pode importar arquivos enormes e exibi-los rapidamente (ver comparação de slicer).
KISSlicer
KISSlicer é um aplicativo de fatiamento para impressoras 3D com versão gratuita e paga. A maioria dos fabricantes achará que a versão gratuita satisfaz suas necessidades, mas alguns podem querer configurações mais avançadas encontradas na versão Pro, como opções de extrusão dupla. Este fatiador é fácil de usar e ainda possui muitos recursos avançados de fatiamento para impressões de qualidade.
Slic3r
O Slic3r é um excelente software de fatiamento gratuito e de código aberto para impressoras 3D. Este slicer é mais adequado para especialistas, pois possui muitas configurações e recursos experimentais. O Slic3r é um programa versátil que pode pegar qualquer coisa que você jogue nele, pode até ser usado para impressões SLA.
OctoPrint
OctoPrint é um aplicativo de controlador de impressora 3D remoto gratuito e de código aberto. Com um dispositivo habilitado para WiFi, como um Raspberry Pi, conectado à impressora 3D, você obtém controle total sobre suas impressões por meio de um navegador da Web ou dispositivo portátil. Além disso, o OctoPrint pode fatiar arquivos STls, pois possui o CuraEngine integrado.
PrusaSlicer
PrusaSlicer é um software livre de código aberto baseado em Slic3r. Este programa oferece três modos de uso, iniciante, avançado e especialista. Esses modos em conjunto com a interface de usuário clara e simples tornam o software fácil de usar. Este software rico em recursos pode ser usado para impressoras FDM e resina (ver comparação do slicer).
Formatos de arquivo

STL
STL é o formato de arquivo mais usado na impressão 3D. Quando o processo de modelagem é concluído, o objeto é salvo como um arquivo STL, que armazena as informações sobre o modelo 3D como uma malha de triângulos tesselados.
A maioria das impressoras 3D não pode interpretar STLs diretamente, então o arquivo é convertido em código G antes da impressão. Os arquivos STL contêm apenas informações sobre a geometria da superfície de um modelo 3D. Não há informações sobre cor, textura, nem verifica a estabilidade da geometria do objeto o que pode levar a erros.
Código G
As impressoras 3D (e a maioria das máquinas CNC) leem o código G para obter instruções sobre como imprimir um modelo. O código G fornece em sequência todos os comandos (movimentos de extrusão, temperatura, ventoinhas, velocidade, etc) que a impressora 3D executará para imprimir o modelo desejado.
OBJ
OBJ é outro formato de arquivo popular usado para salvar um projeto quando o processo de modelagem termina. O OBJ pode armazenar a geometria, cor e textura da superfície de um modelo. Com OBJ você pode obter superfícies mais lisas, pois pode usar diferentes tipos de polígonos.
AMF
O AMF deveria substituir o STL como o principal formato de arquivo na impressão 3D. Projetado para ser mais rápido, o AMF tem suporte nativo para especificações de arquivos como geometria de superfície, cor, material e orientação. No entanto, o AMF não é universalmente suportado na indústria de impressão 3D.
3MF
3MF é um formato de arquivo de código aberto para manufatura aditiva que está ganhando popularidade na indústria de impressão 3D. O 3MF é altamente preciso e pode armazenar dados de fabricação, como configurações do slicer, além de todas as informações relevantes sobre um modelo (geometria da superfície, cor e textura). Esses arquivos geralmente não contêm erros e estão prontos para impressão.
VRML e X3D
VRML e seu sucessor X3D são formatos de arquivo padrão usados para representar objetos do mundo interativo 3D na web. A geometria, a cor e a textura da superfície podem ser especificadas nesses arquivos. Algumas segmentações podem ler esses formatos de arquivo diretamente.
DWG
DWG (desenho) é um formato de arquivo binário proprietário que contém todos os dados sobre um projeto CAD. DWG é o formato nativo de vários softwares CAD e é usado principalmente por engenheiros, designers e arquitetos.
F3D
F3D é o formato de arquivo nativo usado pelo Fusion360 para armazenar arquivos locais de modelos, designs e ativos.
DXF
DXF é um formato de arquivo de dados CAD desenvolvido pela Autodesk. O DXF foi criado para permitir a interoperabilidade de dados entre o AutoCAD e outros softwares.
ETAPA
O formato de arquivo STEP é usado para interoperabilidade entre todos os programas CAD. Este formato de arquivo de código aberto pode descrever com precisão qualquer forma empregando representações matemáticas de geometria 3D (NURBS).
SAT
Os arquivos SAT armazenam dados de geometria 3D em um formato de arquivo de texto padrão. O formato é suportado por muitos softwares CAD 3D para que possa ser usado para interoperabilidade e é salvo no formato de modelagem de sólidos ACIS da Spatial.
X3G
X3G é um formato de arquivo de caminho de ferramenta desenvolvido pela MakerBot. É uma alternativa simplificada e eficiente de código G que é mais fácil de manusear pelas impressoras MakerBot.
Confira nossa seção de produtos recomendados

Criamos uma seção de produtos recomendados que permitirá eliminar as suposições e reduzir o tempo gasto pesquisando qual impressora, filamento ou upgrade obter, pois sabemos que isso pode ser uma tarefa muito assustadora e que geralmente leva a muita confusão .
Selecionamos apenas um punhado de impressoras 3D que consideramos boas para iniciantes, intermediários e até especialistas, facilitando a decisão, e os filamentos, bem como as atualizações listadas, foram todos testados por nós e cuidadosamente selecionados , para que você saiba que o que você escolher funcionará conforme o esperado.
Como criar Modelos para Impressão 3D (Arquivos STL):Guia Completo!
PLA x PETG:qual é melhor, mais forte e imprime melhor?
impressao 3D
- ULTEM &PEEK:o guia definitivo para materiais de impressão 3D de alto desempenho
- 6 maneiras de reduzir o custo da impressão 3D
- A função do aninhamento na impressão 3D de polímero
- Impressão do fusível 1 com o fusível 1
- Revelando o passado com a impressão 3D
- Impressão 3D no mundo em desenvolvimento
- Impressão 3D:Os três maiores equívocos
- O futuro da impressão 3D na fabricação
- A impressão 3D é o futuro da manufatura?
- Glossário de termos relacionados ao meio ambiente