


Como fazer impressões 3D mais fortes; guia passo a passo!
Trabalhando em algumas peças impressas em 3D, você poderia enfrentar o desafio de ter que reforçá-las total ou localmente para melhorar sua resistência e durabilidade. Pode ser uma peça inteira ou uma área específica submetida a algum tipo de carga, como compressão, tração, cisalhamento, torção ou flexão.
Neste artigo, exploraremos muitos métodos com os quais você obterá impressões mais fortes, como melhorar a resistência na fase de design, controlar a temperatura e a velocidade de impressão ou escolher o material mais adequado para sua impressão. Mas antes de fazer isso, vamos fazer um breve resumo das coisas que você pode fazer para tornar suas impressões 3D mais fortes.
Para tornar as peças impressas em 3D mais fortes, é importante decidir a orientação de impressão adequada, aumentar a espessura da parede e a densidade de preenchimento. Além disso, também é possível aumentar a resistência ajustando a vazão, reduzindo a velocidade de impressão, aumentando a largura da linha, aumentando a temperatura de impressão e até mesmo desligando os ventiladores. Por último, mas não menos importante, considere imprimir com Nylon e recozir o objeto.
Vamos começar!
Comece com o design
Nesta seção, vamos apontar a importância do design antes da impressão e como ele pode ser usado a nosso favor.
Ao realizar a análise de tensão na peça, poderemos identificar áreas de alta tensão. Assim, reforçar a peça localmente e fazer modificações nessas áreas fornecerá a máxima resistência à relação peso, reduzirá o consumo de filamento e minimizará os tempos de impressão.
A primeira coisa que você pode fazer é modificar a densidade de preenchimento aumentando-a apenas em áreas de alta tensão.
Trabalhando nessas áreas específicas, você também pode modificar os perímetros aumentando o número deles até a espessura desejada.
O reforço interno da peça também é possível. Se você modelar um furo interno em uma área de alta tensão, o software de fatiamento tratará o furo como um recurso de peça. Por isso, irá imprimi-lo com perímetros, criando uma estrutura interna em forma de um pequeno tubo resultando em uma melhor distribuição das cargas naquela área.
Configurações do fatiador que afetam a força de uma impressão
Um slicer é um software de computador, que desempenha um papel importante no processo de impressão 3D, pois é o responsável por converter um modelo em formato STL em comandos de impressora em formato g-code.
Nesses comandos, você pode definir recursos como orientação e temperatura de impressão ou padrão e densidade de preenchimento, que podem afetar a qualidade e a resistência da impressão.
Orientação de impressão
A orientação da camada determina o quão forte é a impressão.
É importante saber que a interface entre as camadas é um ponto fraco, ou seja, se você aplicar uma força nesse ponto diretamente na direção em que as camadas estão orientadas, provavelmente quebrará a peça quase sem esforço. Então, ao posicionar seu desenho dentro do slicer, você deve levar em consideração as cargas às quais a peça será submetida e garantir que o plano de impressão não esteja localizado paralelo a essas forças.
Se você quiser ver um exemplo disso, encontrará mais informações neste artigo.
Espessura da parede (número de conchas/perímetros)
Conchas ou perímetros (o nome depende do software de segmentação que você está usando) compõem o exterior das peças impressas em 3D. Como sabemos, a máquina imprime de forma completamente diferente do interior da peça.
Muitas configurações diferentes afetam como as conchas/perímetros são impressas e algumas delas estão diretamente relacionadas à resistência da peça. Um exemplo disso é a espessura da parede.
A configuração do fatiador para a espessura da casca é comumente dividida em espessura de parede e espessura da camada superior e inferior. Você pode definir a largura da parede (em mm), que determina a largura do conjunto de paredes em uma impressão ou o número desejado de passagens que o bico deve fazer nas paredes. Esses parâmetros estão correlacionados:ajustar um ajustará automaticamente o outro.
As configurações são quase as mesmas para as camadas superior e inferior. A espessura refere-se à altura das camadas. Para peças mais fortes, você deve usar valores maiores, como uma espessura de parede entre 2 e 3 mm e uma espessura superior e inferior entre 1,6 e 2 mm.
Padrão de preenchimento
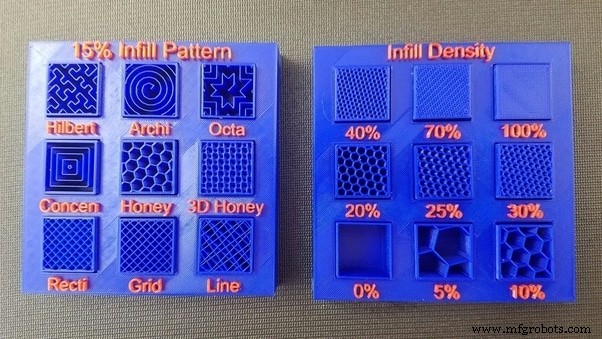
Muitos padrões de preenchimento diferentes estão disponíveis nas configurações.
Se o objetivo é obter uma peça mais forte, padrões de preenchimento como cúbico, subdivisão cúbica, octeto, quarto cúbico e giroide serão preferíveis a padrões como Linhas ou Zig-Zag que representam preenchimento de menor resistência.
No entanto, ao escolher um ou outro você deve levar em consideração o tipo de carga a que a peça será submetida, a direção em que serão aplicadas, a quantidade de material e o tempo de impressão que cada molde gasta.
Apesar de cada peça envolver uma análise separada, em geral, um favo de mel com preenchimento de cerca de 50% de densidade é a opção mais forte.
Para um artigo extenso sobre preenchimento, clique aqui
Densidade de preenchimento
Além do padrão, a densidade é outro recurso de preenchimento que afetará a resistência de suas peças. Quanto mais denso o preenchimento, mais forte é a peça. Isso porque há mais material suportando as cargas e você consegue uma melhor distribuição delas.
No entanto, nem sempre uma densidade de 100% é a melhor opção. Dependendo das características que você deseja para as peças, você deve considerar que isso aumentará também o tempo de impressão, o consumo de filamentos e você obterá peças mais pesadas também.
O que é uma boa densidade de preenchimento?
Em geral, definir a densidade de preenchimento acima de 75% não aumentará significativamente a resistência das peças. Uma porcentagem de preenchimento de 50% já pode lhe dar a mesma força que 100%, ou muito próxima disso, em alguns casos.
Reduzir a altura da camada
A altura da camada é a altura de cada camada de plástico extrudado em uma impressão 3D. Este parâmetro está relacionado ao nível de detalhe ou resolução que obteremos no resultado final.
Um estudo foi realizado para determinar como diferentes alturas de camada e diâmetros de bico afetariam a resistência da impressão. Eles testaram bicos de 0,4mm, 0,6mm e 0,8mm e alturas de camadas variadas e chegaram à conclusão que quanto mais se aumenta a altura da camada mais fraca fica a peça, de fato, da altura mínima para a máxima havia uma diferença de resistência de cerca de 3,5 vezes.
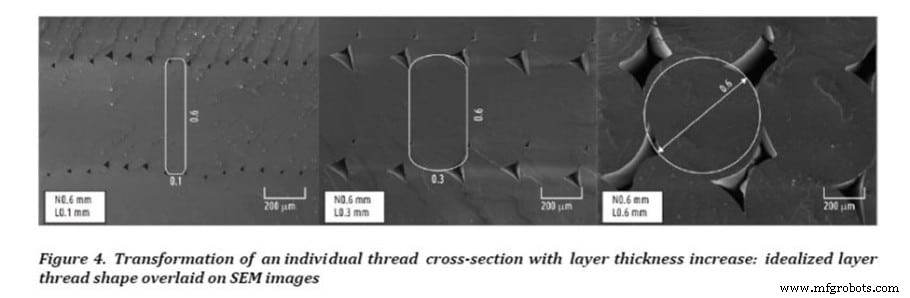
Como você pode ver nesta imagem, o diâmetro do bocal desempenha um papel importante, pois a impressão com um bocal de diâmetro maior, mas com uma altura de camada baixa, fornecerá uma área de superfície de contato mais ampla para cada camada aderir à anterior, resultando em uma impressão geral mais forte e, portanto, uma impressão 3D mais forte.
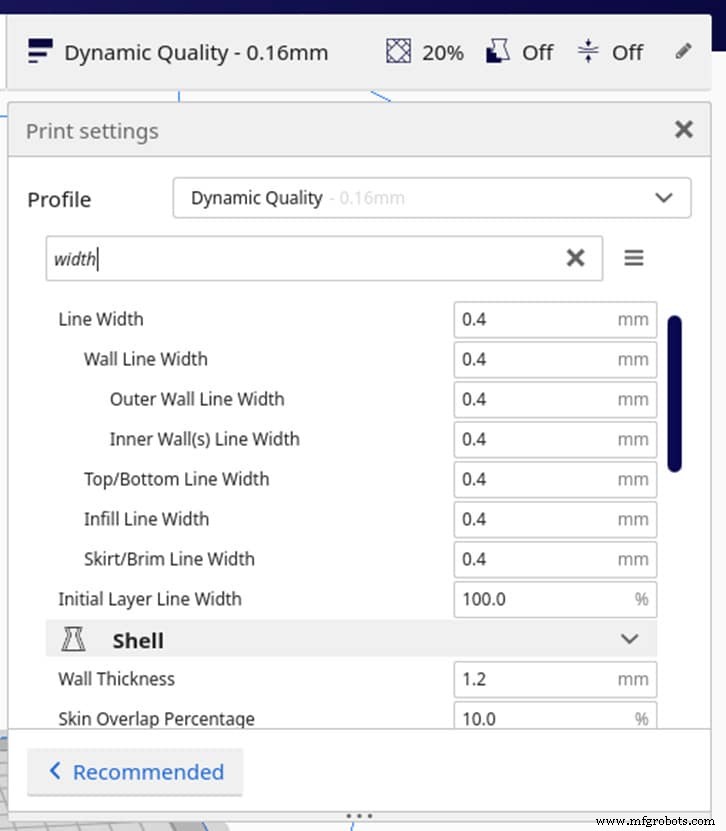
Aumente a largura da linha
A largura da linha é a largura da linha do material impresso. Com larguras de extrusão mais altas, a pressão dentro do bico também precisa ser maior para espremer o material para os lados depois que ele sai do bico.
Essa pressão não apenas comprimirá o material para os lados, mas também pressionará as camadas, causando uma melhor adesão entre elas. Os valores de largura de linha podem ser expressos em termos de porcentagem de um bico de 0,4 mm.
Pode-se observar que a adesão e a resistência da camada atingem seu máximo em 150%. Após esse valor, começam a diminuir, pois é obtido em superfícies muito rugosas e tensionadas.
Ajuste a taxa de fluxo
Uma causa de peças fracas pode ser a subextrusão devido a lacunas, camadas ausentes ou pequenos orifícios que podem aparecer em uma impressão. Esse problema pode estar relacionado a uma vazão inadequada. Aumentar gradualmente essa configuração até ver alguma melhoria pode resolver o problema.
Você também pode enfrentar o problema oposto; significa sobre-extrusão. Nesse caso, a solução pode ser diminuir o fluxo gradualmente até ver alguma melhora. A delaminação da camada é outra maneira de perder força em uma peça. O mesmo que antes, aumentar o fluxo pode ser a solução.
Reduza a velocidade de impressão
Dependendo da capacidade da máquina em lidar com uma determinada velocidade, a qualidade da peça será afetada em maior ou menor grau.
Movimentos rápidos da extrusora geram uma quantidade significativa de vibrações e os resultados são impressões de baixa qualidade. Portanto, em alguns casos, reduzir a velocidade de impressão pode ser uma boa solução.
Aumente a temperatura de impressão
Temperaturas mais altas significam melhor adesão entre as camadas.
Ao mesmo tempo, como temperaturas muito baixas podem causar subextrusão, peças impressas em temperaturas mais altas tendem a ser mais pesadas por conterem uma quantidade maior de material. Mais material geralmente significa mais força.
No entanto, você deve ter cuidado ao pensar que temperaturas extremamente altas são as melhores para melhorar a resistência. Você pode obter peças bastante fibrosas mesmo com vazios e bolhas, e causar degradação do material tornando a peça mais fraca.
Desligue a ventoinha
A função de um ventilador de resfriamento é resfriar o material depois de sair para que solidifique rapidamente e a peça não se deforme durante a impressão. Mas tome cuidado, porque se você esfriar demais, poderá ter problemas com a adesão entre as camadas e elas podem se separar.
Por outro lado, existem alguns problemas potenciais de fazer isso, como pontes deficientes ou superaquecimento, o que leva à deformação da peça final.
Configurações ideais do cortador para impressões mais fortes
Aqui vai uma tabela com as configurações ideais para o filamento PLA:
| Parâmetro | Configuração |
| Temperatura de impressão | 200–210ºC |
| Temperatura da cama | 50 – 65ºC |
| Altura da camada | 0,12 mm (menor é melhor) |
| Retração | 6 milímetros |
| Preenchimento | 50% ou mais |
| Velocidade | 30 – 50 mm/s |
| Velocidade da camada inicial | 20 mm/s |
| Altura inicial da camada | 0,2 mm |
| Velocidade inicial do ventilador | 0% |
| Velocidade do ventilador | 0% para impressões mais fortes |
| Suporte para ângulo de balanço | 45° |
Para outros materiais comuns, as temperaturas ideais de impressão são:
- ABS:230 – 240 ºC
- PETG:220 – 230 ºC
- TPU:220 – 240 ºC
Temperatura ideal da cama:
- ABS:90 – 110 ºC
- PETG:70 – 85 ºC
- TPU:50 – 65 ºC
Use filamento mais forte
O material que usamos tem consequências diretas em termos de resistência e durabilidade. Em termos de resistência, o vencedor parece ser o policarbonato, que é classificado como o tipo de filamento mais forte. Quando impresso corretamente e nas temperaturas certas, o policarbonato pode produzir componentes extremamente fortes e duradouros.
Depois temos o nylon, que pode ser comparado ao policarbonato. Este material é resistente a impactos, fadiga e calor, e tem a vantagem de ser mais fácil de imprimir que o policarbonato.
PLA e PETG são outros materiais comuns, que têm a vantagem de serem mais fáceis de imprimir do que o policarbonato, por exemplo. O PLA é frequentemente recomendado como material inicial para iniciantes. O PLA é mais rígido enquanto o PETG é mais flexível, tornando-o mais difícil de quebrar, pois dobrará mais.
Esta característica torna o PETG também mais resistente ao impacto do que o PLA porque absorve melhor o impacto. Por outro lado, o PLA é mais forte em termos de resistência à tração.
A tabela a seguir mostra a resistência ao impacto para diferentes materiais em diferentes orientações (Joules/Metro):
| Plano | Horizontal | Vertical | |
| Policarbonato | 354 | 515 | 42 |
| Nilon | 325 | 249 | 60 |
| PETG | 239 | 178 | 35 |
| PL | 153 | 113 | 77 |
| ABS | 129 | 149 | 55 |
Para uma comparação detalhada entre PLA e PETG, confira aqui.
Qual filamento resiste ao ar livre?
Existem algumas características desejáveis para que um material seja resistente ao exterior, como luz UV, temperatura e resistência à água.
Mas, quais são os materiais mais recomendáveis para aplicações externas?
O PETG, possui resistência à luz UV e resistência à água, o que o torna uma boa opção para ser usado ao ar livre.
ASA, é resistente aos raios UV e pode suportar todas as condições climáticas. Tem uma alta temperatura de transição vítrea, resultando em resistência a altas temperaturas e resistência ao impacto e química.
Por outro lado, nylon, PLA e HIPS não são recomendados em aplicações externas devido à falta de resistência à luz UV. Eles vão perder a cor e ficar quebradiços com o tempo.
Você pode encontrar informações abrangentes sobre esse assunto aqui.
Qual filamento resiste melhor ao calor?
A resistência à temperatura é a temperatura mais alta que uma impressão pode suportar antes de derreter ou rachar.
O policarbonato é conhecido por sua resistência e durabilidade, além de possuir alta resistência ao calor. A temperatura de transição vítrea do policarbonato é de 150°C e as impressões podem suportar calor de até cerca de 140°C.
Outro filamento popular é o ABS, que possui alta resistência ao calor e a danos. A temperatura de transição vítrea é de 105°C e as impressões finalizadas podem suportar temperaturas próximas a 100°C, mas não por períodos prolongados.
O filamento PETG também tem boas qualidades em relação à resistência ao calor e é muito fácil de imprimir. O PETG é capaz de suportar temperaturas de até 75°C.
Mais informações sobre a resistência ao calor do filamento aqui.
Recoze a impressão
O recozimento ajuda a aumentar a resistência e a durabilidade da peça. Este processo causa um aumento no número de grandes estruturas cristalinas no plástico. Isso ajuda a redistribuir cargas e energia térmica de forma mais uniforme.
O processo consiste em expor a peça a uma temperatura muito específica:acima da temperatura de transição vítrea, mas abaixo de sua temperatura de fusão, por cerca de 30 a 45 minutos.
Para mais informações, consulte este artigo.
Conclusão
Como vimos, há muitas coisas a fazer para obter peças de alta qualidade e resistência.
Você geralmente terá que recorrer a alguns deles completamente.
Começando na fase de projeto, realizando uma análise de tensão da peça, seguindo com as devidas configurações do fatiador, e escolhendo o material mais adequado para o trabalho, você poderá obter peças de alta resistência e durabilidade.
Configurações e perfis ideais do Cura ABS (para todas as impressoras)
Como cortar modelos no Cura (existem alternativas melhores)
impressao 3D
- Um guia para iniciantes em impressão 3D de silicone
- Um guia abrangente para impressão 3D por jato de material
- Impressão 3D em TPU:um guia para a impressão 3D de peças flexíveis
- Estruturas de suporte de impressão 3D:um guia completo
- Impressão 3D em metal:um guia definitivo (2021)
- Um guia para impressão 3D com Titanium
- Quão sustentável é a impressão 3D industrial?
- Como fazer impressões 3D impressionantes com textura 3D no SOLIDWORKS 2019
- Guia de seleção de materiais de impressão 3D
- Como fortalecer o sistema hidráulico?