


Problemas devido ao posicionamento incorreto do carretel de filamento
Algo que muitas vezes não é considerado, mas pode ser uma fonte de falha, é a posição do carretel e seu caminho até a extrusora. Para facilitar o trabalho do extrusor, deve-se buscar a resistência mínima à tração do filamento . Quanto maior a resistência, mais o motor da extrusora terá que trabalhar, gerando mais calor e aumentando a possibilidade de perda de passo. Além disso, o atrito das rodas com o filamento aumentará, causando mais desgaste e sujeira e aumentando o possibilidade de picadas no filamento.
Posição ideal da bobina
A localização ideal da bobina é aquela que garante o caminho mais curto e direto para a extrusora. Além disso, os seguintes pontos devem ser levados em consideração:
- Tubos de PTFE: Se a distância entre a bobina e a extrusora for grande (geralmente mais de 15-20 cm) ou se não for possível colocar a bobina diretamente na extrusora em sistemas diretos, um tubo de PTFE deve ser usado para guiar o filamento.
- Se o tubo de PTFE for usado para conduzir o filamento do carretel para a extrusora, tubo com uma seção transversal interna ligeiramente maior que o diâmetro do filamento deve ser usado. Tubos com diâmetros apertados produzirão mais fricção e aumentarão a tensão no motor.
- Se o tubo de PTFE for usado para conduzir o filamento da extrusora ao hotend (sistemas Bowden), o diâmetro interno deve ser ajustado para obter a pressão mais homogênea possível. Nesses casos, recomenda-se usar tubos de PTFE de alta qualidade com o menor coeficiente de atrito possível.
Em ambos os casos, o curso deve ser o mais curto possível (máximo de 80 cm no caso de sistemas Bowden) e com o maior raio de curvatura possível. Além disso, uma extremidade do tubo de PTFE deve ser inserida diretamente na extrusora, enquanto a outra extremidade deve ser colocada tangente ao carretel e a uma distância de cerca de 10 cm da área de desenrolamento do filamento.
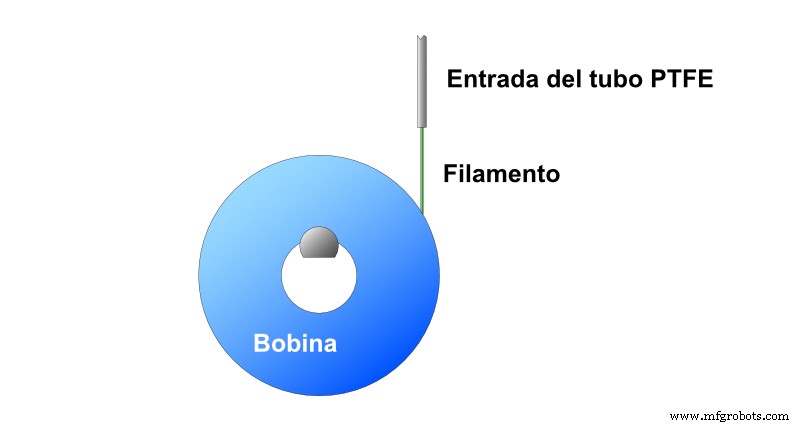
Imagem 1:Posição correta da entrada do tubo de PTFE. Fonte Filament2print
- Suporte de carretel :Embora possa parecer que é melhor que o porta-carretel exerça o mínimo de atrito possível, esse não é o caso. É verdade que o porta-bobina não deve exercer fricção excessiva, mas também não deve permitir que a bobina gire livremente. Se o carretel girar muito, haverá perda de tensão nas últimas voltas do filamento, aumentando o risco de sobreposição quando a tensão for recuperada.

Image 2:Filament overlap in a coil. Source:Filament2print.com
Flexible Filaments
In the case of flexible filaments, it is particularly important to reduce the distance and friction. If there are considerable friction values, the filament will deform proportionally to the distance to the spool, reducing its cross-section due to the striction phenomenon. For practical purposes, this means that the real cross-section of the filament is not the nominal one, making it necessary to readjust the flux to avoid lack of extrusion. This is why it is sometimes necessary to use flow values above 115% in certain combinations of printer and flexible filament.
Filaments with metallic or ceramic fillers
One of the characteristics of the filaments with a high metallic or ceramic load intended for sintering is their high bending brittleness. This is why the way of feeding this type of filament is crucial to avoid breakage during printing.
Whenever you want to use this type of filament, it is advisable to do so in a 3D printer with a direct extrusion system and feed the filament in such a way that the path from the spool to the extruder is completely straight.
In the case of using Bowden printers, the largest possible bending radius in the path should be sought, even if this means using longer lengths of PTFE tubing. It may also be necessary to use devices that preheat the filament before it reaches the extruder in order to increase its ductility.

Image 3:Filawarmer device, intended for preheating metal filaments. Fonte:The Virtual Foundry
Note:This guide discusses concepts in a general way and does not focus on a particular brand or model, although they may be mentioned at some point. There may be important differences in calibration or adjustment procedures between different makes and models, so it is recommended that the manufacturer's manual be consulted before reading this guide.
impressao 3D
- O Guia do Iniciante na Fabricação de Filamentos Fundidos (FFF)
- O Triodo
- Os problemas mais comuns do sistema de refrigeração de automóveis
- Sistemas de posicionamento interno Wi-Fi:o bom, o ruim e as alternativas
- A pele voa quando surgem problemas
- Os maiores problemas de lubrificação
- Parte da semana - Carretel e Rack Extra de Tony Nutile para Ferramentas
- Segurança ICS em destaque devido às tensões com o Irã
- Os problemas mais comuns do gerador industrial
- Problemas com o selo de vidro para metal em eletrônicos