


Processo de extrusão de alumínio:uma análise detalhada
A extrusão de alumínio tem sido cada vez mais popular na inovação e fabricação de produtos nos últimos anos. A Technavio informou que a demanda mundial por extrusão de alumínio teria uma taxa de crescimento de cerca de 4% entre 2019 e 2023.
Talvez você já tenha ouvido falar desse procedimento de fabricação e tenha curiosidade sobre o que é e como funciona. Este artigo mergulhará nos detalhes de tudo o que você precisa saber sobre extrusão de alumínio.
O que Eu s Extrusão de alumínio ?
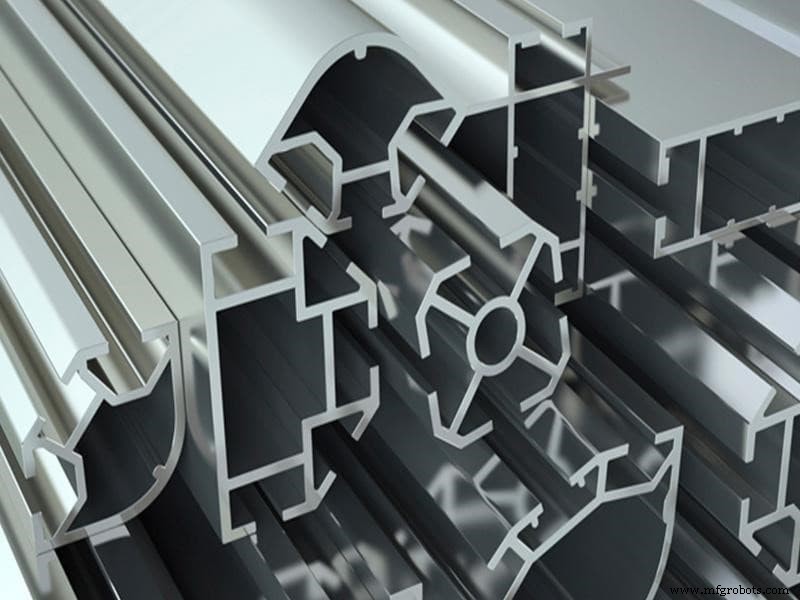
A extrusão de alumínio é uma técnica de forçar o material de liga de alumínio em uma matriz com uma forma de seção transversal predeterminada. Um aríete substancial empurra o alumínio através da matriz e sai pela abertura da matriz. Ele emerge na forma exata do dado e é transportado ao longo de uma mesa de saída quando isso acontece.
O processo é uma técnica bastante simples de compreender em um nível fundamental. A força usada é comparável à usada ao comprimir um tubo de pasta de dente com as mãos. A pasta de dente sai na forma da abertura do tubo quando você aperta. A abertura do tubo de pasta de dente desempenha principalmente o mesmo propósito que uma matriz de extrusão.
Histórico de extrusão de alumínio
Este processo de fabricação teve seu início há mais de 100 anos. O procedimento de extrusão foi desenvolvido pela primeira vez em 1797 por Joseph Bramah para produzir tubos de chumbo. O procedimento era inicialmente conhecido como “squirting” e um processo manual até que Thomas Burr terminou a produção da primeira prensa hidráulica em 1820. Alexander Dick criou o processo de extrusão a quente em 1894, que agora está em uso moderno. Graças à técnica de extrusão a quente, os fabricantes agora usam ligas não ferrosas no processo de extrusão. Em 1904, houve um aumento nas aplicações de alumínio nas indústrias automobilística e de construção após a construção da primeira prensa de extrusão de alumínio.
Houve um aumento maciço na demanda por extrusão de alumínio durante a guerra mundial. Ele encontrou uso em aplicações militares e na construção de aviões. A necessidade de alumínio extrudado começou a se expandir mais. Agora faz parte do nosso dia a dia. Do carro que você dirige aos utensílios domésticos, todos são produtos desse processo de fabricação eficaz.
Direto e Indireto Processo de extrusão de alumínio
Existem dois tipos principais de processos usados para extrusões de alumínio – diretos e indiretos. O processo direto envolve manter a cabeça da matriz estacionária e fazer com que o aríete em movimento force o metal através dela. Por outro lado, o tarugo permanece estacionário no processo de extrusão indireta. O conjunto da matriz então se move contra esse tarugo para criar a pressão para forçar o metal através da matriz. Aqui está uma visão mais detalhada de ambos os processos.
Direto Processo de extrusão de alumínio
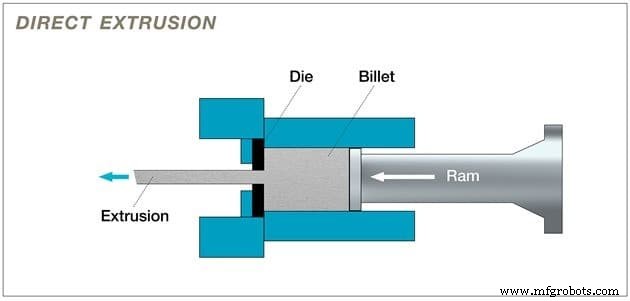
A extrusão direta é o método mais comum de extrusão de alumínio. A extrusora de alumínio coloca o tarugo (alumínio aquecido) em um recipiente de parede aquecido. Então, um aríete em movimento força o metal através da matriz. Durante esta etapa, há uma quantidade muito alta de pressão produzida.
Os maquinistas também costumam colocar blocos de materiais entre o tarugo e o carneiro. Este procedimento evita que o aríete e o tarugo aquecido entrem em contato. As pessoas também se referem a este método como um processo de extrusão para frente, uma vez que o tarugo de alumínio e o aríete se movem na mesma direção.
Indireto Processo de extrusão de alumínio
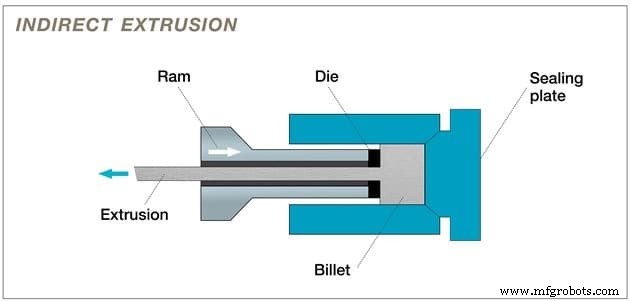
A extrusão indireta, muitas vezes conhecida como extrusão para trás, difere do processo direto. Aqui, a matriz permanece estacionária enquanto o tarugo e o recipiente se movem simultaneamente. Os fabricantes usam uma “haste” na realização deste processo. Esta haste deve ser maior que o comprimento do recipiente e mantém o aríete no lugar. Assim, o tarugo de alumínio é forçado através da matriz estacionária.
Ao contrário do método direto, este método gera menor atrito para melhor controle de calor. A qualidade do produto para extrusões indiretas costuma ser mais consistente. Isso pode ser devido à força exercida permanecer relativamente estável. A consistência da temperatura também garante melhores propriedades mecânicas e estrutura do grão.
Etapa- B Guia y-Step em Extrusão de alumínio Processo durar
Etapa 1 : Preparar E extrusão D isto
A primeira coisa a fazer é usinar uma matriz redonda. Por outro lado, você pode um já disponível. Antes do processo de extrusão, pré-aqueça a matriz a cerca de 450-500 0 C. Isso garante que o fluxo de metal seja uniforme e maximize a vida útil da matriz. Após o processo de pré-aquecimento, você pode carregar a matriz na prensa de extrusão.
Etapa 2 : Pré-aquecimento do tarugo de alumínio
O próximo passo é cortar o tarugo, um bloco cilíndrico espesso de liga de alumínio, de uma tora alongada de material. Em seguida, pré-aqueça em um forno a cerca de 400-500 0 C. Este processo torna o tarugo maleável o suficiente para realizar a operação. Também garante que não seja derretido.
Etapa 3 : Transferir o B illet para o E extrusão P resse
Após o pré-aquecimento do tarugo, transfira-o mecanicamente para a prensa. No entanto, você deve adicionar um lubrificante antes de carregá-lo na prensa. Além disso, aplique o agente desmoldante no cilindro de extrusão. Este processo evitará que o carneiro e o tarugo se unam.
Etapa 4 : Empurre B illet M material no Prensa de extrusão Contêiner
Nesta fase, o tarugo maleável já está na prensa de extrusão. Aqui, o carneiro hidráulico é capaz de aplicar cerca de 15.000 toneladas de pressão. A pressão empurra o tarugo maleável para dentro do recipiente. Os materiais de alumínio então se expandem para preencher as paredes do recipiente.
Etapa 5 : Pressione o material extrudado contra a matriz
Como o material de alumínio agora preenche a parede do recipiente, ele é pressionado contra a matriz de extrusão. Neste ponto, a pressão é continuamente aplicada ao material. Assim, sua única direção é através das aberturas da matriz. Ele emerge das aberturas da matriz em uma forma totalmente formada.
Etapa 6 : Apague as extrusões
Um extrator mantém a extrusão no lugar depois de emergir. O extrator o protege ao sair da prensa. À medida que a liga se move ao longo da mesa, o perfil fica uniformemente resfriado por um ventilador ou banho-maria. Este processo é “extinguir”.
Etapa 7 :corte o Extrusões para o comprimento da tabela
Assim que a extrusão atingir o comprimento total da mesa, corte-a usando uma serra quente. A temperatura é essencial em cada etapa do processo de extrusão. Apesar de resfriar a extrusão após sair da prensa, ela ainda não está totalmente fria.
Etapa 8 :Legal Extrusões à temperatura ambiente
Quando o processo de cisalhamento é concluído, as extrusões são transferidas para um plano de resfriamento da mesa de saída. Os perfis ficam lá até atingirem a temperatura ambiente. Uma vez que atingem a temperatura ambiente, o alongamento ocorre.
Etapa 9 : Mover Extrusões para a Maca e Estique-os em Alinhamento
Você notará algumas torções nas formas neste estágio e precisará corrigir isso. Para fazer essa correção, você precisa de uma maca. Segure cada perfil mecanicamente em ambas as extremidades e puxe-os até que estejam totalmente retos. Esse processo os traz à especificação.
Etapa 10 :Mover Extrusões para a serra de acabamento e Corte-os ao comprimento
Agora que as extrusões estão retas e endurecidas, você pode transferi-las para uma mesa de serra. Neste ponto, você pode cortá-los em comprimentos específicos, principalmente entre 8-21 pés. Após o processo de serragem, você pode movê-los para um forno para envelhecer até o temperamento correto (T5 ou T6).
Etapa 11 :Executar Secundário O operações (H tratamento alimentar, F abricação e S superfície F finalizando)
Após a conclusão do processo de extrusão, você pode tratar os perfis com calor para aumentar suas propriedades. A próxima coisa após o tratamento térmico é fabricá-los se houver necessidade de corrigir suas dimensões. Adicionando acabamento de superfície também ajudaria a melhorar sua aparência e propriedades de resistência à corrosão.
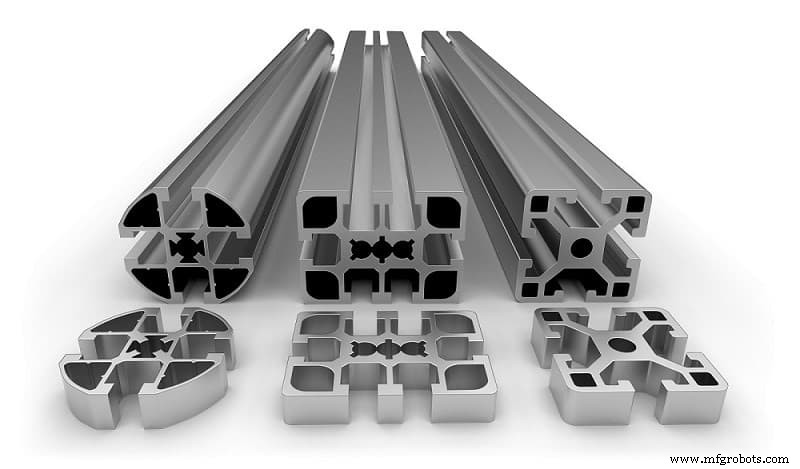
Com que formas podem ser feitas Extrusão de alumínio ?
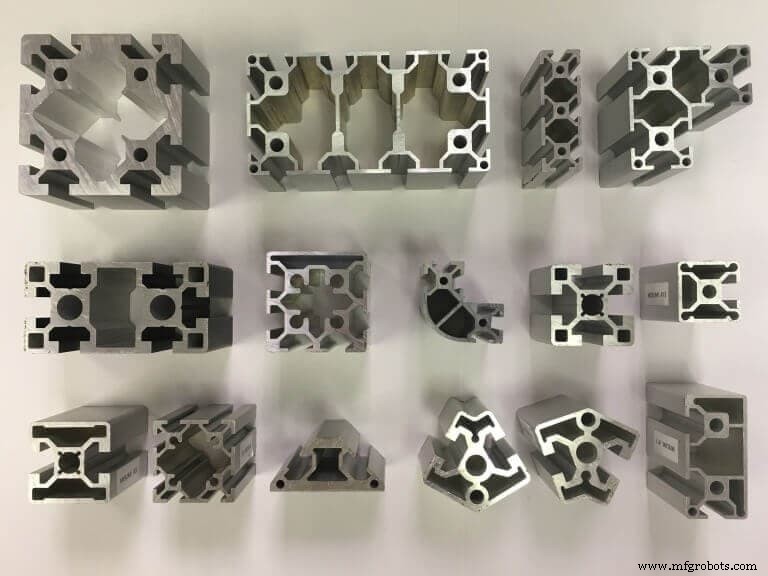
Existem quatro tipos principais de formas extrudadas, e são eles:
1. Sólido. Essas formas não têm aberturas ou vazios fechados (ou seja, viga, ângulo ou haste).
2. Oco. Eles têm uma ou mais aberturas ou vazios (ou seja, tubos retangulares ou quadrados).
3. Semi-oco. Eles têm vazios parcialmente fechados (ou seja, um canal “C” com uma lacuna estreita).
4. Formas de extrusão de alumínio personalizadas. Esses tipos de formas geralmente têm várias extrusões. Eles também podem ser formas interligadas com vários perfis de cores. Essas formas geralmente estão de acordo com as especificações dos designers.
Você está procurando fabricar peças extrudadas personalizadas com formas personalizadas? Deixe o RapidDirect cuidar do processo de fornecimento para você. Nossos processos de extrusão de alumínio disponíveis são os melhores que você encontrará. Combinamos máquinas avançadas com uma equipe de engenharia profissional para fornecer serviços de fabricação personalizados de alto nível.
Também podemos fornecer várias opções de acabamento de superfície para seus produtos finais. Independentemente da sua escolha, pode ter certeza de que entregaremos. Também garantimos testes constantes em cada etapa de fabricação para garantir que você obtenha apenas o melhor. Carregue seu arquivo de design hoje e receba uma cotação instantânea.
Fatores que afetam Extrusão de alumínio
Embora a extrusão de alumínio seja um processo de fabricação eficaz, alguns fatores afetam os eventuais resultados que você obtém do processo. Seria melhor manter esses fatores em mente para garantir o sucesso do seu projeto.
Extrudados S espera
A forma determinaria o quão fácil e caro seria extrudar uma peça. A extrusão pode produzir uma ampla variedade de formas, mas existem algumas limitações. Por exemplo, formas sólidas simples seriam muito mais fáceis e rápidas de extrudar do que as semi-ocas. Eles também seriam menos caros - geralmente, quanto mais complexa a forma, mais desafiadora e cara para extrudar.
Extrusão S fazer xixi
Como regra geral, a velocidade de extrusão correlaciona-se diretamente com a pressão e a temperatura do metal dentro do recipiente. Assim, a velocidade, pressão e temperatura devem estar adequadamente associadas para manter um processo estável e gerar um segmento extrudado constante.
Boleto T temperatura
A melhor temperatura do tarugo é aquela que oferece tolerância e condições de superfície aceitáveis. Ao mesmo tempo, garante o menor tempo de ciclo possível. É sempre ideal ter a extrusão do tarugo na temperatura mais baixa possível que o processo pode permitir.
Temperaturas muito altas tornariam o fluxo de metal mais fluido. Isso faria com que o metal resistisse a entrar em áreas restritas. Consequentemente, as dimensões da forma podem ficar abaixo das tolerâncias desejadas. Da mesma forma, temperaturas excessivas podem rasgar o metal em cantos afiados e bordas finas.
Extrusão R ação
A taxa de extrusão de qualquer formato é um bom indicador de quanto trabalho mecânico ocorrerá durante sua extrusão. Quando a taxa de extrusão de uma seção é baixa, o trabalho mecânico nas partes da forma que envolvem a maior massa de metal será mínimo. Por outro lado, haverá necessidade de maior pressão quando houver uma alta taxa de extrusão. A pressão forçaria o metal através de aberturas menores e haverá necessidade de trabalho mecânico extremo.
Pressione O operação
A ideia de uma operação lucrativa da prensa torna o peso por pé relevante em extrusões de alumínio. Como seria de esperar, a extrusão de seções mais leves geralmente requer prensas menores. No entanto, existem alguns outros fatores que podem exigir prensas de maior capacidade. Uma forma oca maior e de paredes finas é um exemplo típico.
Apesar de seu baixo peso por pé, a tonelagem de prensa necessária para extrudar pode ser maior. O fator tem efeitos semelhantes como a taxa de extrusão. Um fator maior dificulta a extrusão da peça. Consequentemente, isso afeta a produção da imprensa.
Língua R ação
A razão de lingueta também é significativa na determinação do desempenho de extrusão de um componente. Você pode determinar a proporção de lingueta de uma extrusão ao quadrado da menor abertura para o vazio. Em seguida, calcule toda a área da forma e divida a abertura ao quadrado por essa área. Quanto maior a proporção da lingueta, mais desafiador seria extrudar a peça.
O que são os Aplicativos de Extrusão de alumínio s ?

As características do material tornam a extrusão de alumínio um processo de fabricação eficaz para diversas indústrias. A relação resistência-peso do material e a resistência à tração o tornam ideal para extrusão de blocos de motor, painéis, caixas de transmissão, trilhos de teto, chassis de veículos e outros componentes.
A extrusão de alumínio também produz peças para radiadores de automóveis, tubos condensadores, condicionadores de ar, reatores nucleares e dispositivos de refrigeração em eletrônicos. A tubulação de alumínio extrudado pode abrigar fios e cabos coaxiais, pois não é magnética. As propriedades de resistência à corrosão e à ferrugem do material de alumínio também o tornam útil para aplicações externas. Além disso, as extrusões de alumínio são altamente refletivas. Assim, eles ajudam a proteger os produtos da luz, radiação infravermelha e ondas de rádio.
Extrusão de alumínio :um importante processo de fabricação
O processo de extrusão de alumínio é essencial para a produção de peças com perfis de seção transversal personalizados. O processo é bastante interessante e você pode obter várias formas de produtos que podem ser tratados termicamente, fabricados e finalizados de acordo com as especificações. RapidDirect oferece os melhores serviços de extrusão de alumínio para o resultado desejado. Entre em contato conosco hoje e vamos dar vida ao seu projeto. Você também pode enviar seu arquivo de design em nossa plataforma de cotação digital para cotações instantâneas e um processo de pedido transparente.
Fundição em baixa pressão:um guia simples para entender o processo
Prós e contras da fundição em molde:uma análise detalhada
Tecnologia industrial