


Peças Pequenas e Usinagem de Precisão:Conselhos dos Especialistas em Ferramentas e Técnicas
O torneamento de peças pequenas significa tolerâncias apertadas, velocidades extremas do fuso e materiais difíceis de usinar. Veja o que os especialistas têm a dizer sobre como maximizar a produtividade nesse ambiente exigente.
Algumas pessoas dizem que o mundo está ficando menor. Eles podem estar certos, mas a menos que trabalhem para um fabricante médico, aeroespacial ou automotivo, eles podem não perceber o quão pequeno se tornou.
Essas e outras indústrias de alta tecnologia continuam a espremer mais funcionalidade em espaços cada vez menores, e isso significa que as peças usinadas que entram em implantes médicos, dispositivos eletrônicos e engenhocas igualmente complexas também devem diminuir de tamanho.
Nem os materiais estão ficando mais fáceis de cortar. Existem os titânios super-resistentes e as superligas à base de níquel usadas para fazer peças aeroespaciais, não importa os cromos de cobalto, platina e vários metais proprietários comuns na fabricação médica.
E embora os minúsculos conectores e pinos de cobre ou latão necessários para os automóveis cada vez mais equipados com sensores de hoje não sejam muito difíceis para ferramentas de corte, qualquer peça que exija um microscópio para inspecionar vem com seus próprios desafios únicos.
Obtenha um GRIP
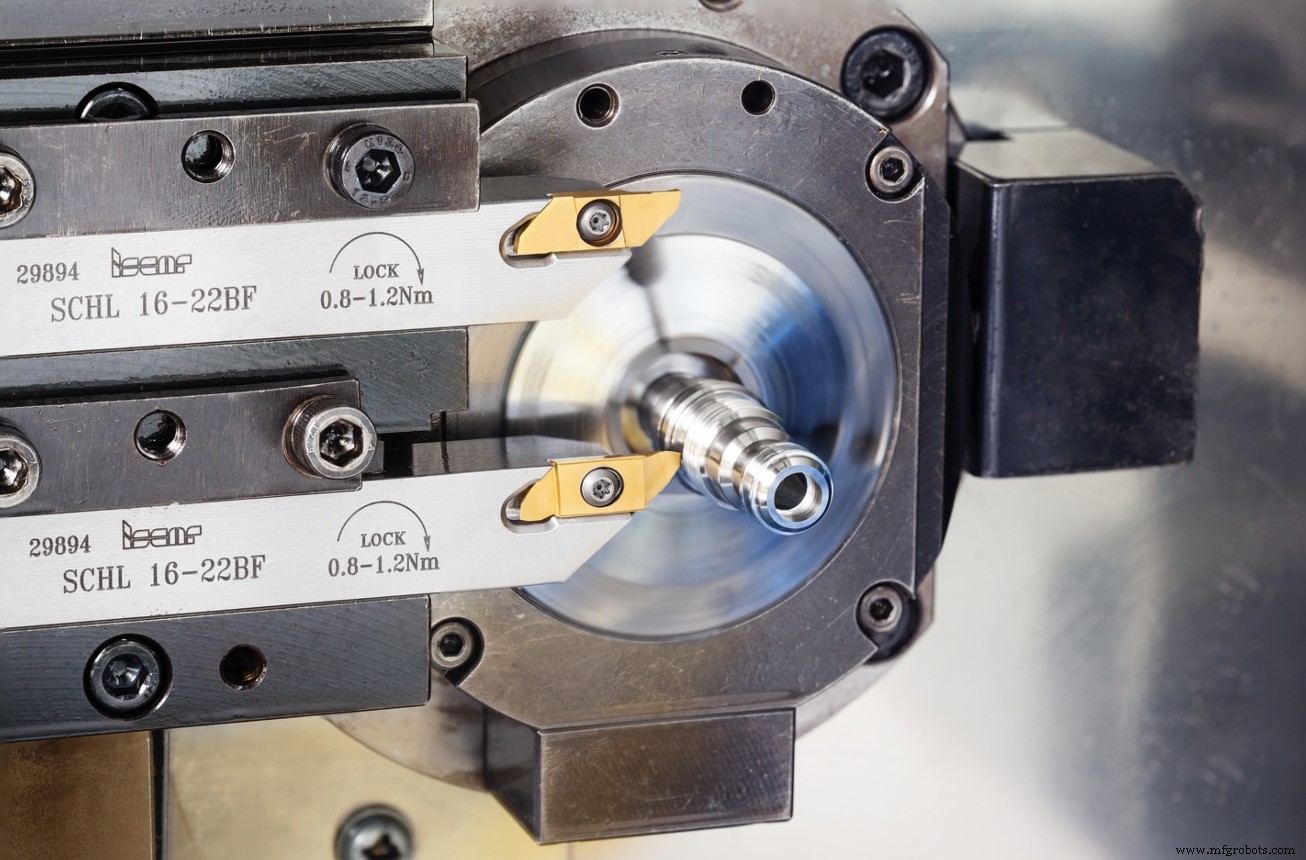
“Nesta arena, as ferramentas exigem uma aresta muito afiada, devem ser de corte livre e você precisa ter um bom controle de cavacos.” Isso é de acordo com Clay East, gerente nacional de produtos da linha de ferramentas GRIP da Iscar Metals Inc.
Ele está se referindo especificamente ao torneamento CNC no estilo suíço, embora as recomendações que ele e os outros especialistas citados neste artigo se apliquem igualmente a tornos alimentados por bobina, máquinas de transferência rotativa e máquinas de parafuso multifuso.
Ironicamente, pelo menos alguns dos obstáculos aqui se devem à escassez de trabalhadores qualificados. East e os outros citados neste artigo sugerem que os maquinistas de hoje são frequentemente encarregados de operar várias máquinas – até 10 ou até 15 ao mesmo tempo, em algumas oficinas – o que significa que os processos devem ser previsíveis e sem complicações. No mundo das peças pequenas, muito disso pode ser alcançado com as ferramentas de corte afiadas e quebra-cavacos que acabamos de descrever, mas essas ferramentas também devem ser fáceis de usar.
“Uma das muitas coisas que abordamos ao projetar ferramentas para a indústria suíça é o mecanismo de fixação”, diz ele. “Em vez de levar o parafuso até o fim para indexar a pastilha, fizemos isso para que o operador possa dar três a três voltas e meia. Isso torna muito mais rápido a troca de uma pastilha e elimina o problema com o qual qualquer operador suíço está familiarizado – soltar o parafuso no tabuleiro de cavacos e perder tempo valioso da máquina procurando por ele.”
Divida
East diz que é difícil produzir pastilhas capazes de quebrar cavacos nas taxas de avanço relativamente leves e profundidades de corte encontradas no torneamento estilo suíço, especialmente devido aos materiais fibrosos, como titânio e 17-4 PH, comuns nessas máquinas. Esse desafio tornou-se mais fácil graças às modernas ferramentas de design usadas pela Iscar e outros, razão pela qual as oficinas devem reavaliar continuamente sua escolha de ferramentas de corte (veja a barra lateral).
O gerente do centro técnico da Kyocera Precision Tools, Brian Wilshire, concorda com a necessidade de ferramentas de corte de alta qualidade no estilo suíço, mas observa que uma tecnologia de controle de cavacos introduzida há vários anos pelos principais fabricantes de máquinas-ferramenta CNC criou um novo problema:o endurecimento do trabalho em ligas e aços inoxidáveis austeníticos (série 300).
“Alguns dos tornos de estilo suíço mais recentes têm um recurso que oscila a ferramenta ligeiramente para frente e para trás em uma frequência muito alta”, diz ele. “Isso faz um ótimo trabalho ao quebrar os cavacos, mas tende a diminuir um pouco a vida útil da ferramenta. Descobrimos que usar uma classe mais tenaz com um revestimento resistente ao desgaste é bastante eficaz nesses percursos oscilantes.”
Wilshire também recomenda que as oficinas usem o maior raio de ponta da ferramenta possível para maximizar a taxa de avanço e obter o melhor acabamento de superfície possível, mas ele observa que isso pode criar problemas em certas aplicações.
Por exemplo, um maquinista que usa uma pastilha com raio de ponta de 0,008" +/- 0,002" para tornear uma peça com raio de canto interno máximo de 0,010" pode exceder essa tolerância logo de cara, diz ele. "Começamos a oferecer pastilhas com tolerância apenas negativa no raio de canto para eliminar essa possibilidade”, acrescenta.
Mantenha a calma
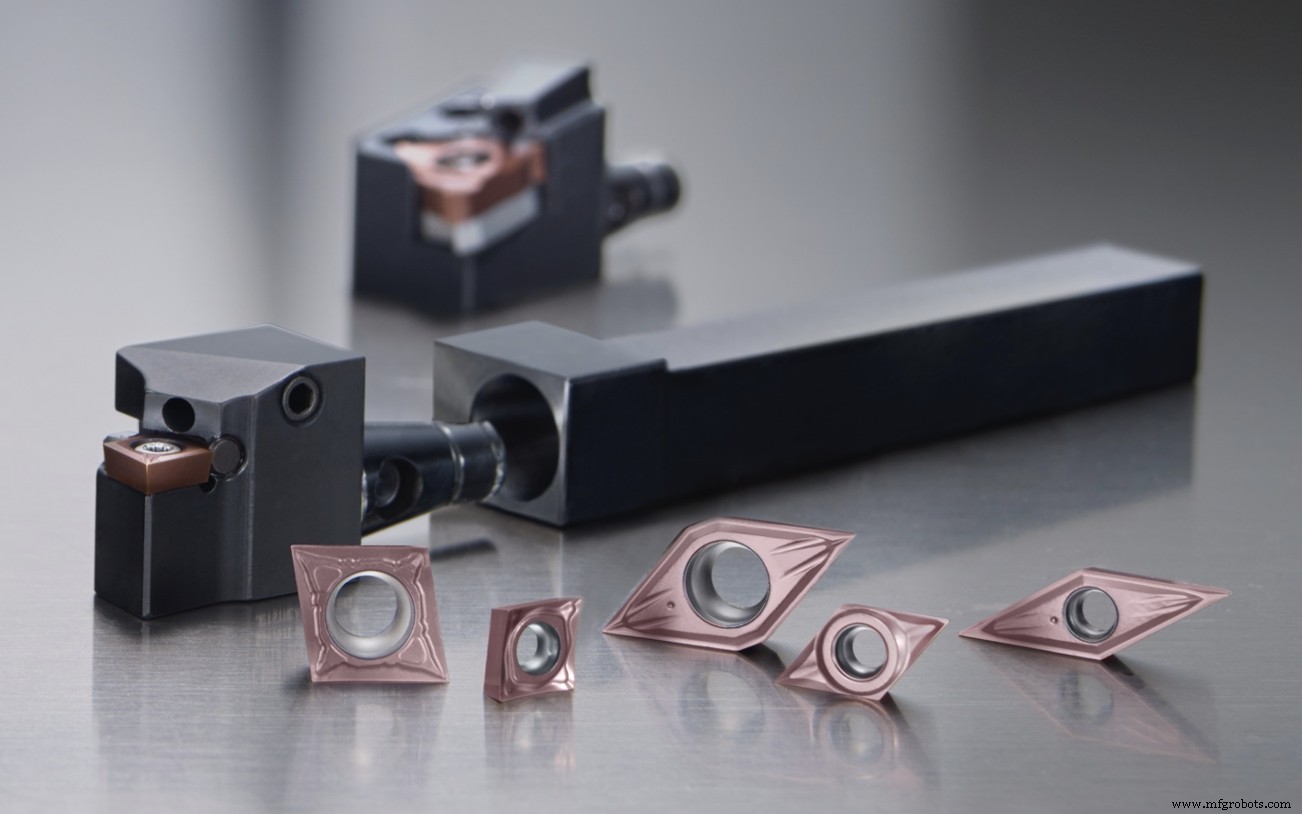
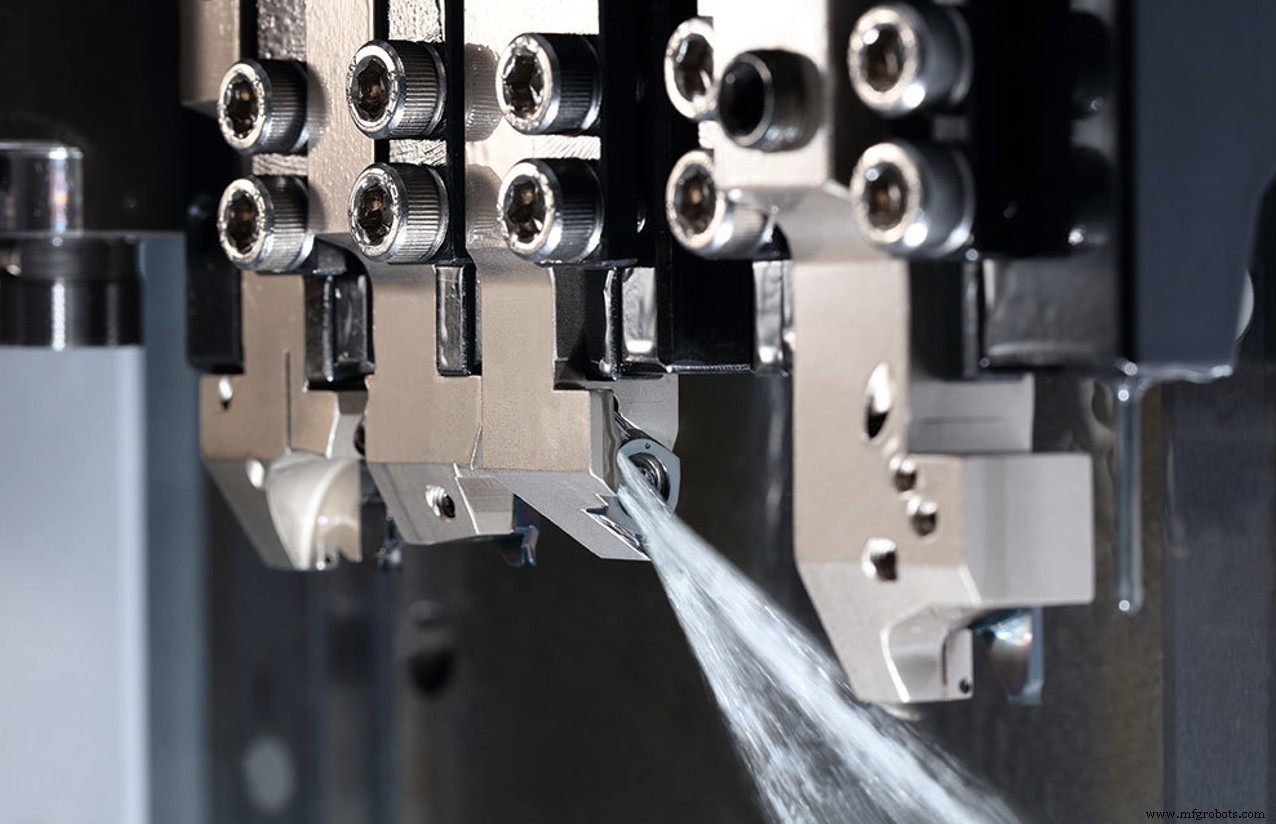
A Kyocera e a Iscar abordaram outra adição relativamente recente aos tornos estilo suíço - refrigeração através da ferramenta. Em vez das linhas flexíveis e mangueiras de plástico que levam tempo para configurar e são facilmente puxadas para fora da posição por um chip fibroso, as empresas introduziram porta-ferramentas com canais de refrigeração integrados e orifícios capazes de lidar com a refrigeração de alta pressão (HPC) encontrado em um número crescente de máquinas-ferramentas CNC.
Assim como a Seco Tools, diz Abhay Chaubal, gerente de produto para a América do Norte.
“O desafio de qualquer máquina-ferramenta é maximizar a utilização, e isso significa reduzir os tempos de configuração e troca de ferramentas”, diz ele. “Agora oferecemos porta-ferramentas que não apenas eliminam o incômodo tradicional das linhas de refrigeração com refrigeração através da ferramenta, mas também possuem um cabeçote modular de troca rápida que permite ao operador trocar as pastilhas fora da máquina, mantendo a precisão.”
Eric Gardner, especialista em aplicações norte-americanas da Seco Tools, destaca que a maioria dos tornos CNC estilo suíço vendidos hoje tem capacidade de fresamento, uma necessidade para muitas peças pequenas devido às dificuldades de fixação e ao custo de operações secundárias. Isso dá aos programadores e maquinistas a oportunidade de aplicar técnicas de fresamento de alta velocidade na plataforma de estilo suíço.
Seja específico
“Recomendo que as oficinas adotem estratégias de fresamento trocoidal e de alta velocidade sempre que possível, mesmo em peças pequenas”, diz Gardner. “Trabalhamos recentemente com um cliente médico em uma operação de abertura de canais que reduziu significativamente seu tempo de ciclo com fresamento dinâmico e aumentou a vida útil da ferramenta de 200 para mais de 2.000 peças por ferramenta.”
Assim como seus concorrentes, Gardner e Chaubal também sugerem que as oficinas mecânicas – independentemente do tamanho da peça – avaliem as ferramentas de corte específicas do material. Esta recomendação é especialmente relevante para aqueles que cortam os difíceis metais aeroespaciais e de grau médico já mencionados, e para os trabalhos de longa duração comuns em máquinas de estilo suíço.
“O maior obstáculo aqui para muitos fabricantes aeroespaciais e médicos é a dificuldade de modificar um processo validado”, diz Chaubal. “É por isso que gostamos de trabalhar em estreita colaboração com os clientes no início do desenvolvimento do processo, para garantir que eles estejam usando os melhores caminhos de ferramentas, ferramentas de corte e porta-ferramentas disponíveis.”
Modos Antigos? Provavelmente não é a melhor maneira
Surpreendentemente, o trabalho de fabricar ferramentas de corte altamente eficazes ficou mais fácil ao longo dos anos. Em vez de confiar no conhecimento tribal e incontáveis cortes de teste para otimizar novos projetos, os fabricantes de ferramentas de corte agora utilizam o software de análise de elementos finitos (FEA) para analisar a física da remoção de metal no nível microscópico para determinar quais quebra-cavacos, preparações de borda e tratamentos de superfície serão funcionam melhor para qualquer material ou aplicação. O resultado? As ferramentas de corte agora funcionam em um nível mais alto do que nunca.
Ainda assim, muitos vendedores de ferramentas de corte e pessoas de aplicação compartilham histórias de oficinas mecânicas da velha guarda que trituram suas ferramentas de corte internamente ou usam tecnologia ultrapassada, serenas por saberem que seus métodos são os melhores e que as ferramentas modernas só aumentam as despesas. Nada poderia estar mais longe da verdade. Considere até que ponto a tecnologia de todos os tipos melhorou na última década; as ferramentas de corte progrediram da mesma forma, razão pela qual oficinas de todos os tipos devem avaliar novos produtos rotineiramente, especialmente aqueles envolvidos na usinagem de peças pequenas e outros trabalhos desafiadores.
Não é necessariamente fácil. Além de lidar com qualquer mentalidade de “é assim que sempre fizemos”, a administração deve alocar tempo para pesquisa e testes, muitas vezes contando com pessoas mais experientes para fazê-lo. Investimentos em ferramentas devem ser feitos, trabalhos reprogramados e, devido ao aumento de produtividade que certamente resultará, ajustes nos processos posteriores são frequentemente necessários para acomodar gargalos móveis. Apesar do incômodo, porém, os benefícios superarão em muito quaisquer interrupções temporárias. Talvez seja hora de abraçar a vanguarda.
Que dicas ou técnicas você pode compartilhar sobre o torneamento de peças pequenas? Deixe-nos saber nos comentários abaixo.
FERRAMENTAS – Fresas de topo de alta eficiência Série 77 H-Carb 7 da SGS:
Tecnologia industrial
- O que é usinagem de alumínio? - Ferramentas e operações
- Operação de Usinagem e Tipos de Ferramentas de Usinagem
- As diferentes tecnologias de usinagem de precisão
- Algumas das ferramentas de medição necessárias para a usinagem de peças mecânicas
- A importância da lubrificação na usinagem de peças mecânicas
- De onde vêm as propriedades que tornam o aço ideal para usinagem de peças personalizadas?
- Certificação NADCAP e como ela se aplica à indústria de usinagem de precisão
- Escolhendo os serviços de usinagem CNC certos e confiáveis
- Ferramentas de medição de precisão:a ascensão da metrologia e dados digitais
- Ferramentas de corte para usinagem de precisão