


Acabamento da Superfície - Rugosidade da Superfície - Símbolos, Gráficos, Textos explicativos
O que é um acabamento de superfície?
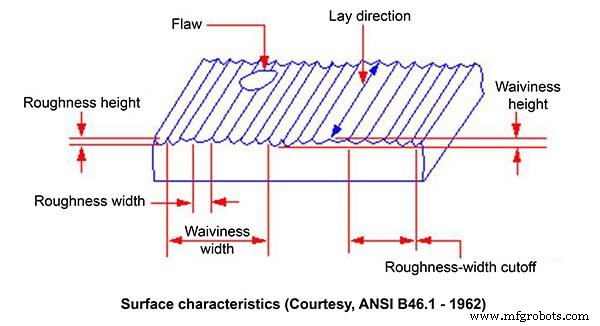
O acabamento da superfície mede a textura geral de uma superfície, definida pela configuração da superfície, rugosidade da superfície e ondulação. O acabamento da superfície é geralmente chamado de Textura da superfície quando contém todos os três recursos para evitar mal-entendidos, porque os maquinistas freqüentemente se referem à rugosidade da superfície como acabamento superficial.
Este gráfico ilustra como pensar sobre a ligação entre Ondulação, Lay e Rugosidade:
Medição da rugosidade da superfície
Os perfis R, W e P são três categorias principais de características de textura de superfície que foram padronizadas em conjunto com o símbolo completo. A série de perfis R se preocupa com os parâmetros de rugosidade. A série de perfis W está relacionada com os parâmetros de ondulação. A série de perfis P está relacionada com os parâmetros estruturais. O valor Ra é o mais usado em todo o mundo.
Rugosidade da superfície versus processos de fabricação
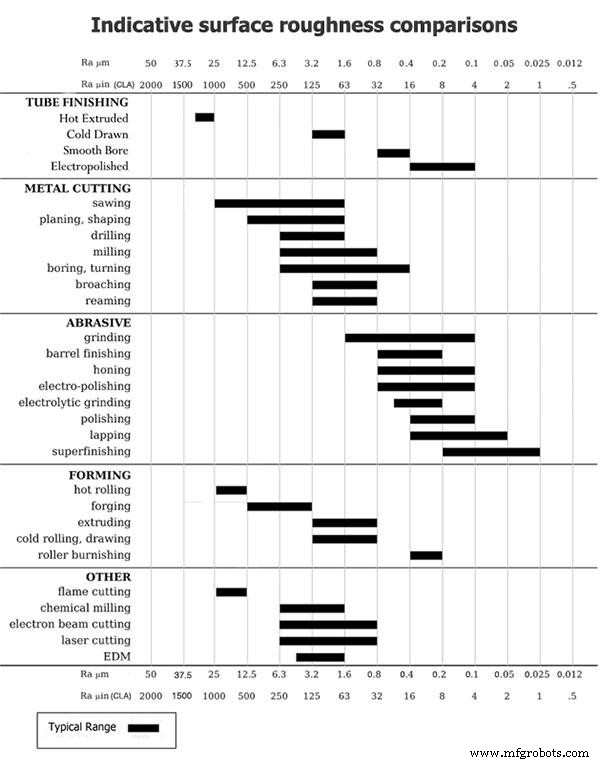
Os acabamentos de superfície diferem muito dependendo do procedimento de fabricação usado para produzi-los. Uma borda de placa de corte por chama, por exemplo, tem uma qualidade de superfície significativamente diferente de uma superfície retificada. Portanto, o primeiro passo para determinar como produzir um produto que requer um acabamento específico é selecionar um método capaz de produzir o acabamento superficial necessário. Mais de um processo pode precisar ser colocado em camadas para obter a saída desejada com a melhor relação custo-benefício.
Aqui está uma tabela com um gráfico demonstrando a rugosidade relativa da superfície de vários processos de produção:
Diretrizes de acabamento de superfície de moldagem por injeção
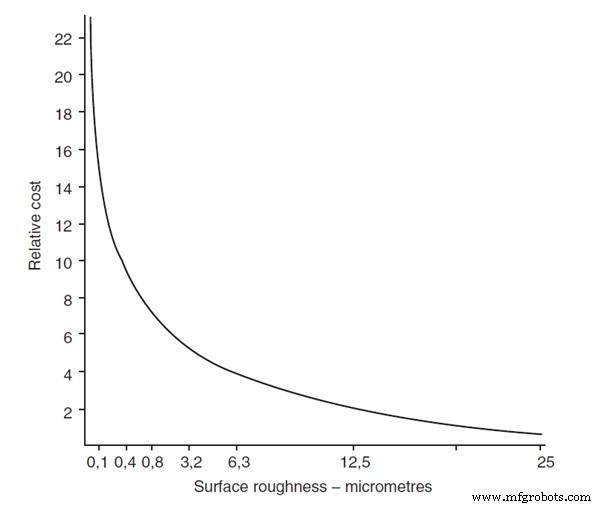
Rugosidade da superfície versus custo de fabricação
O gráfico a seguir mostra a relação aproximada entre a rugosidade da superfície e o custo de obtenção de tal acabamento.
Padrões e equivalentes de rugosidade da superfície
- ANSI B46.1
- BS EN ISO 1302:2002
| R a -μm – | 0,025 | 0,05 | 0,1 | 0,2 | 0,4 | 0,8 | 1,6 | 3.2 | 6,3 | 12,5 | 25 | 50 |
| R a – μinch | 1 | 2 | 4 | 8 | 16 | 32 | 63 | 125 | 250 | 500 | 1000 | 2000 |
| R t (R s ) -μm | 0,25 | 0,5 | 1 | 2 | 4 | 8 | 16 | 32 | ||||
| N-Grade | N1 | N2 | N3 | N4 | N5 | N6 | N7 | N8 | N9 | N10 | N11 | N12 |
- Os números de grau N definidos pelo padrão ISO 1302:1992 não são usados, pois são substituídos pela BS EN ISO 1302:2002
Referências
Simmons, C. H., Phelps, N., &Maguire, D. E. (2012). Manual de desenho de engenharia:especificação técnica do produto e documentação de acordo com os padrões britânicos e internacionais . Burlington:Butterworth Heinemann.
Guia para projeto de chaveta de eixo, cálculo e seleção do tamanho da chaveta de eixo
Borracha de silicone líquido
Processo de manufatura
- O que é rugosidade da superfície? - Unidade, gráfico, medição
- O que é Acabamento de Superfície? - Unidades, Símbolos e Gráfico
- Como melhorar o acabamento da superfície de fundição em areia de alumínio?
- Do início ao fim:noções básicas de medição de superfície
- Selecionar a rugosidade correta da superfície para usinagem CNC
- Acabamento da superfície de fundição de investimento
- DIN 1725-1 Grau 3.3211 T4510
- DIN 1725-1 Grau 3.3211 T4
- DIN 1725-1 Grau 3.3211 T6
- O que é um acabamento de superfície de usinagem padrão?