


Por que usar um gráfico de acabamento de superfície?
Uma ferramenta de referência para características de acabamento de superfície metálica
Uma tabela de acabamento de superfície metálica é um material de referência que a Metal Cutting às vezes utiliza internamente como parte de nosso processo de garantia de qualidade. (Você pode ler mais sobre nossas medidas de qualidade na página Compromisso com a qualidade do nosso site.)
Normalmente, esses gráficos fornecem diretrizes sobre a medição de acabamentos de superfície padrão, como:
- Os diferentes parâmetros usados
- A rugosidade típica de acordo com diferentes métodos de processamento
- A conversão de uma unidade como micropolegadas (µin) para mícrons (ou micrômetros, µm)
O que são acabamentos de superfície padrão?
Um acabamento de superfície é geralmente descrito como uma medida da textura de uma superfície. É caracterizada pela disposição (ou direção) do padrão de superfície, sua rugosidade e sua ondulação. Acabamentos de superfície padrão incluem as características que são frequentemente utilizadas em referência aos acabamentos de usinagem que são obtidos com diferentes métodos de produção.
O que exatamente você encontrará se pesquisar na web por uma “tabela de acabamento de superfície” e como ela se relaciona com os acabamentos de superfície padrão em peças metálicas? Vamos olhar mais de perto.
Ra e outras unidades de acabamento de superfície
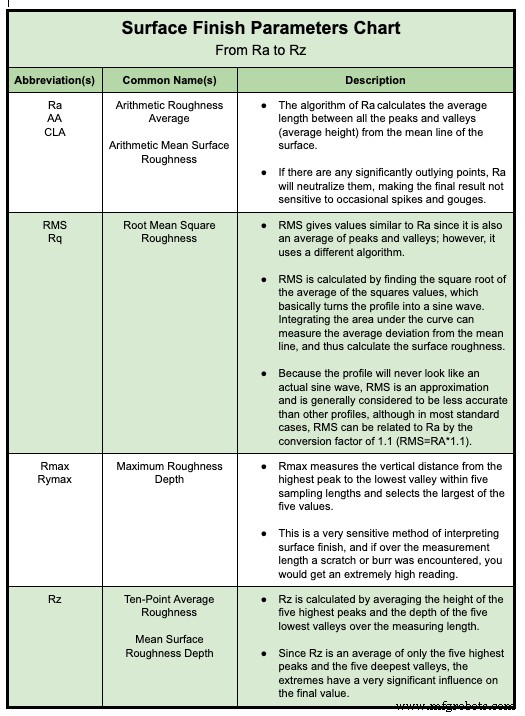
Um tipo de gráfico de acabamento de superfície metálica pode descrever parâmetros de acabamento de superfície — isto é, as diferentes unidades de medida e os cálculos aritméticos usados para descrever o acabamento da superfície. Um gráfico de acabamento de superfície como este pode incluir os seguintes parâmetros:
- O parâmetro mais usado é Roughness Average (Ra) . Este é um cálculo do comprimento médio entre todos os picos e vales (ou a altura média) da linha média da superfície. Por neutralizar quaisquer pontos significativamente distantes, Ra não é sensível a picos e ranhuras ocasionais.
- A Rugosidade do Quadrado Médio da Raiz (RMS) é semelhante a Ra, mas geralmente considerada uma aproximação e, portanto, menos precisa que Ra. O RMS é calculado usando um algoritmo que encontra a raiz quadrada da média dos quadrados dos valores. Basicamente, o RMS transforma o perfil da superfície em uma onda senoidal e mede o desvio médio da curva da linha média.
- Profundidade máxima de rugosidade (Rmax) mede a distância vertical do pico mais alto ao vale mais baixo dentro dos comprimentos de amostragem e seleciona o maior dos valores medidos. Como um método altamente sensível para estimar o acabamento da superfície, o Rmax é vulnerável a rebarbas ou arranhões que levam a uma leitura mais alta, indicando uma superfície mais áspera em relação à superfície geral.
- A rugosidade média (Rz) é calculado pela média da altura dos cinco picos mais altos e das profundidades dos cinco vales mais baixos. Como analisa apenas os extremos, Rz produz valores que tendem a ser altos e podem não ser um reflexo preciso do acabamento médio da superfície.
Na Metal Cutting, normalmente testamos para Ra, e é o que a maioria de nossos clientes pede. Embora Ra e RMS às vezes sejam usados de forma intercambiável porque um fator de conversão aproximado é RMS =Ra x 1,11 , incentivamos os clientes a usar o Ra. É considerado mais preciso e amplamente aceito na indústria.
Gráficos de rugosidade da superfície
Outro tipo de gráfico de acabamento de superfície metálica pode mostrar o intervalo médio de valores de rugosidade da superfície que podem ser alcançados usando diferentes tipos de processos de fabricação. Isso é útil saber porque os acabamentos de superfície podem variar muito dependendo do processo de usinagem usado para produzi-los.
Decidir entre diferentes métodos de corte é um passo importante se ter uma superfície específica em suas peças de metal acabadas é fundamental para o sucesso de sua aplicação. Além disso, a obtenção de um acabamento superficial específico pode exigir que mais de um processo seja usado.
Cada processo de corte de metal tem suas próprias características (o que os maquinistas chamam de “marcas testemunhas”). Eles podem ser variados até certo ponto e com certas limitações, novamente dependendo do processo.
Por exemplo, onde há um piso sobre o quão lisa uma superfície usinada pode ser, você pode usar o polimento para obter uma superfície altamente lisa. Ou você pode usar moagem para criar uma borda afiada ou acabamento brilhante.
Você pode procurar gráficos de rugosidade de superfície que comparem os acabamentos de superfície padrão para vários métodos de corte de metal, como corte abrasivo, EDM ou retificação de superfície, bem como fresamento, torneamento, lapidação ou polimento. Observe que, com a medição do acabamento da superfície, quanto menor o número, mais lisa — ou menos áspera — a superfície é.
Conversões de unidades de rugosidade da superfície
Outro tipo de gráfico de acabamento de superfície de metal pode mostrar as conversões entre diferentes unidades para graus de rugosidade de superfície específicos. Por exemplo, o gráfico mostrado aqui fornece as conversões entre Ra e RMS, nos sistemas de medição padrão e métrico (ou seja, em micropolegadas e mícrons/micrômetros):
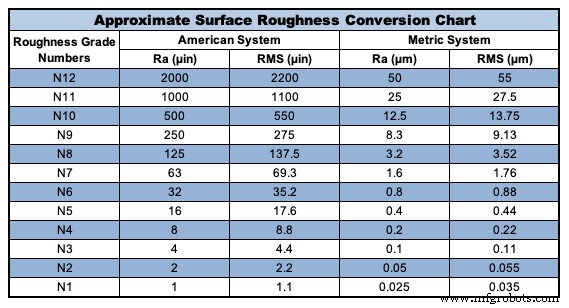
Observe que as conversões de rugosidade da superfície são aproximadas. Isso ocorre porque Ra e RMS medem coisas diferentes e são conversíveis apenas com um perfil de onda senoidal – ou quando os picos e vales são perfeitamente os mesmos em toda a superfície, o que raramente é o caso em configurações do mundo real.
Ferramentas para comparar visualmente acabamentos de superfície
Alguém que está pesquisando na web por um gráfico mostrando acabamentos de superfície padrão pode estar procurando uma imagem que mostre como uma superfície específica – digamos, uma com rugosidade de 63 µin Ra – deve ser.
É aqui que entra outra ferramenta de referência útil:comparadores de acabamento de superfície , também chamadas de placas comparadoras de rugosidade da superfície .
Os comparadores de acabamento superficial são ferramentas de inspeção que oferecem uma alternativa para testar mecanicamente cada peça e obter uma medição real de seu Ra. O teste mecânico geralmente envolve o uso de um dos dois métodos:
- Um perfilômetro de rugosidade da superfície de contato, que conduz uma sonda ao longo da superfície da peça para lê-la e que pode arranhar ou alterar a superfície da peça
- Uma ferramenta sem contato e não destrutiva que utiliza interferometria ou outra metrologia 3D óptica para medir sem tocar na superfície da peça
No entanto, no lugar dessas ferramentas mecânicas, você pode olhar para uma placa comparadora que mostra como é um Ra de 63 µin (ou 32 µin, 16 µin, 8 µin e assim por diante) comparado com a peça que você está inspecionando.
O uso de comparadores de acabamento de superfície é uma maneira rápida e fácil de discernir se uma peça está dentro das especificações observando-a em vez de medir fisicamente o perfil da superfície.
Diferentes tipos de comparadores
Assim como existem diferentes faixas médias de acabamento superficial para diferentes processos de corte de metal, também existem diferentes placas comparadoras para diferentes processos.
Isso porque, por exemplo, uma peça cortada por EDM terá a aparência de pequenos “poços” na superfície do corte final, enquanto um método abrasivo produzirá o que parece ser linhas muito finas e levemente arqueadas na superfície do corte final. Mesmo o mesmo valor de Ra pode parecer muito diferente dependendo do processo de corte usado.
Portanto, é importante ter certeza de que você está olhando para a placa comparadora para o processo correto.
Limitações dos comparadores
Além disso, quando você chega a requisitos de acabamento de superfície muito mais baixos (mais suaves), como 2 µin ou 1 µin Ra, as placas comparadoras não são úteis. Isso porque, a menos que estejam sob alta ampliação, as diferenças entre 2 µin e 1 µin Ra (ou menor) não serão prontamente aparentes.
Se a sua aplicação em particular tiver um intervalo crítico – por exemplo, cada peça deve estar entre 10 µin Ra e 25 µin Ra – então as placas comparadoras também podem não ser a melhor opção. Nesses casos, pode ser necessário testar mecanicamente as peças para garantir que seu acabamento superficial esteja dentro da faixa especificada.
Padrões de acabamento de superfície exatos
Aqui na Metal Cutting, os acabamentos de superfície com os quais lidamos com mais frequência são o corte final de pequenas peças metálicas de precisão e a superfície do corpo ao longo do diâmetro de tubos e hastes.
É importante lembrar que, se houver um defeito, amassado ou arranhão em algum lugar de uma peça, isso pode não ser incluído na medição total do acabamento da superfície da peça. No entanto, tomamos muito cuidado para minimizar esses tipos de defeitos de acabamento de superfície e, na medida em que o acabamento de superfície é crítico para o produto, podemos inspecionar quaisquer defeitos conforme necessário.
Resultados típicos para cortes finais
Nosso método de corte abrasivo produz um corte final de 32 ou 63 µin Ra ou melhor, dependendo do rebolo usado. (Lembre-se, quanto menor o número, mais lisa a superfície - então "ou melhor" significa "ou menor".) Dizemos conservadoramente e começamos com um alto valor de Ra porque diferentes tipos de metal desempenham um papel crucial no que pode ser alcançado.
Com uma peça lapidada, a superfície do corte final que alcançamos é tipicamente de 16 µin Ra ou melhor. E nossos melhores resultados são quando polimos mecanicamente as peças para terminar cortes tão suaves quanto 1 µin Ra ou até mais suaves.
Resultados típicos para superfícies corporais
Se o requisito de um cliente for diferente da superfície “como desenhada” da matéria-prima, a Metal Cutting pode moer o material para obter os resultados desejados para as superfícies de diâmetro de uma peça (ou o corpo da peça). Normalmente, alcançamos 8 a 16 µin de Ra por meio de moagem, mas 2 a 4 µin de Ra é possível sob certas circunstâncias.
Quando rolamos para rebarbar, um benefício adicional é que ele pode criar uma ação de polimento que produz uma superfície ainda mais lisa de 8 µin Ra ou melhor. A partir daí, podemos usar técnicas de polimento mecânico para reduzir o acabamento da superfície do corpo a menos de 1 µin Ra.
Se for necessária uma superfície mais áspera, podemos usar jateamento ou esmerilhamento para desenvolver intencionalmente uma superfície muito áspera, possivelmente excedendo 100 µin Ra.
(Leia mais sobre como atendemos aos requisitos de acabamento superficial Ra de pequenas peças metálicas.)
Como satisfazer suas necessidades de acabamento de superfície metálica
Como você pode ver nos diferentes tipos de gráficos de acabamento de superfície de metal, existem várias opções de acabamento de superfície e diferentes maneiras de observar a rugosidade da superfície.
Felizmente, com a escolha de processos de corte de metal e as várias técnicas de acabamento que podem ser usadas, o parceiro certo pode produzir peças de metal que atenderão aos seus requisitos de acabamento de superfície, bem como às suas outras necessidades críticas de dimensão.
Para saber mais, confira nosso vídeo Como evitar problemas de acabamento de superfície de última hora.
Princípios de serviços de retificação de superfície de precisão
Evitando designs ruins e assustadores:12 coisas que você não deve fazer
Tecnologia industrial
- Quando é apropriado usar o acabamento de grão de aço inoxidável?
- O que é rugosidade da superfície? - Unidade, gráfico, medição
- O que é Acabamento de Superfície? - Unidades, Símbolos e Gráfico
- Por que você deve usar um reator de linha
- Como usar superfícies para usinar geometrias complexas
- Do início ao fim:noções básicas de medição de superfície
- Por que usar Realidade Aumentada na indústria?
- Por que você deve usar uma solução Remote Expert?
- Por que usar um torno alimentador de barras?
- O que é um acabamento de superfície de usinagem padrão?