


O que é Wire EDM e como funciona?
Quando as pessoas pensam em usinagem, tornos e fresadoras podem ser a primeira coisa que imaginam. Ainda assim, há uma variedade de outros processos de usinagem que podem ser ainda mais adequados para determinadas aplicações. Um desses métodos é a usinagem por descarga elétrica (EDM).
Este artigo fornecerá uma visão mais detalhada da função e dos recursos de um tipo específico de usinagem de descarga elétrica - EDM de fio.
O que é Usinagem por Descarga Elétrica de Fios?

Wire EDM é um tipo de EDM que usa um fio que passa continuamente pela peça de trabalho para cortar formas complexas com tolerâncias apertadas e corte mínimo. Este processo é particularmente útil para cortar com precisão materiais condutores duros e espessos, com algumas máquinas capazes de cortar materiais com mais de 300 mm de espessura.
As diferentes variedades de EDM usam os mesmos princípios operacionais básicos, conforme discutimos em um artigo anterior. Em essência, um eletrodo e um fluido dielétrico trabalham juntos para desintegrar peças microscópicas da peça condutora usando eletricidade. Embora cada descarga elétrica, ou faísca, possa remover apenas uma pequena quantidade de material, o processo acontece centenas de milhares de vezes por segundo.
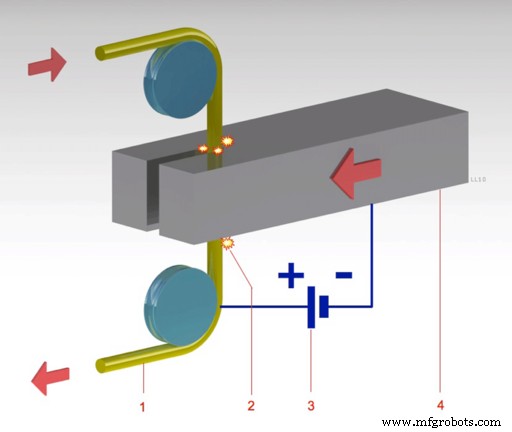
Na eletroerosão a fio, um fio incrivelmente fino atua como cátodo, enquanto a peça de trabalho condutora atua como ânodo. O fio corre entre duas guias capazes de se mover independentemente para criar formas únicas. No entanto, isso introduz algumas limitações nas capacidades do processo, pois o fio geralmente deve passar por toda a peça de trabalho.
Semelhante a outros tipos de EDM, o cátodo e o ânodo normalmente não fazem contato físico. Em vez disso, a alta diferença de potencial elétrico (tensão) entre o fio e a peça de trabalho causa ionização no fluido dielétrico, tornando-o eletricamente condutor.
Simplificando, o resultado é uma faísca que derrete ou vaporiza e separa pequenos pedaços do eletrodo de arame e da peça de trabalho, chamados de chips EDM. Esses chips microscópicos de EDM são então lavados e filtrados na circulação do fluido dielétrico.
Como funciona o Wire EDM?
Exemplo de um “Wire EDM” por LaurensvanLieshout
Domínio público, via Wikimedia Commons
Como o eletrodo de arame é danificado durante a centelha, ele precisa ser continuamente alimentado através da peça de trabalho e reabastecido. Da mesma forma, o fluido dielétrico, normalmente água deionizada em fio EDM, é circulado, filtrado e desionizado para evitar que cause faíscas irregulares.
O sistema de arame e o fluido dielétrico constituem os dois principais componentes da EDM de arame, que devem trabalhar em sincronia para garantir cortes eficientes e precisos e um acabamento superficial de alta qualidade.
O sistema de fios
O fio em fio EDM é normalmente feito de latão ou cobre, às vezes com revestimento de zinco para melhorar a consistência e a eficiência. O fio é muito fino, normalmente com 0,3 mm de diâmetro ou menos, de modo que o dano constante da erosão causada por faíscas o desgasta rapidamente. Como tal, o fio fresco deve ser constantemente alimentado através da peça de trabalho usando carretéis com vários quilômetros de fio. O fio danificado é então reciclado no final do processo.
O fluido dielétrico
A água deionizada tem três funções principais no fio EDM:
- Fornecendo um meio para ajudar a controlar as faíscas poderosas,
- Enxaguar os chips EDM da peça de trabalho e do fio e
- Resfriar a peça de trabalho para evitar estresse térmico excessivo.
Quando está funcionando corretamente, a água deionizada deve agir como um isolante entre o fio-eletrodo e a peça de trabalho até que haja uma diferença de carga elétrica suficientemente alta entre eles. Isso permite uma espécie de caos controlado, pois as faíscas em diferentes pontos terão “forças” semelhantes, criando um corte suave e uniforme ao redor da proximidade imediata do fio. Contaminantes excessivos podem enfraquecer as propriedades isolantes da água, permitindo faíscas mais irregulares e inconsistentes.
É também por isso que o fluido dielétrico deve ser constantemente lavado para evitar o acúmulo de lascas e íons de EDM na água. Para que isso aconteça de forma eficaz, a peça de trabalho deve estar submersa e ter um fluxo constante de água deionizada diretamente pela área de corte.
O fluido que flui também puxa o calor da área de corte para evitar o superaquecimento que poderia induzir o estresse térmico na peça de trabalho. Especialmente em materiais muito espessos, o fluxo de fluido deve ser cuidadosamente controlado para gerenciar a zona afetada pelo calor (HAZ) na peça de trabalho. O estresse térmico excessivo pode causar microfissuras e alterar as propriedades do material próximo à superfície de corte.
Wire EDM:benefícios e limitações

Com uma melhor compreensão de como funciona esse processo de fabricação, vale a pena fazer um resumo de seus principais pontos fortes e fracos.
Os principais benefícios do uso de fio EDM são:
- Um dos métodos preferidos para cortar materiais muito duros, especialmente quando o ângulo de corte não é perpendicular à superfície de trabalho.
- Capaz de atingir tolerâncias muito apertadas (dentro de ±0,012 mm), com corte mínimo e sem conicidade ao longo do corte.
- Adequado para materiais muito finos e muito grossos sem afetar significativamente a qualidade do corte ou causar distorção da peça.
- Excelente para criar acabamentos de superfície de alta qualidade, especialmente depois que os passes de skimming foram usados para suavizar o desbaste inicial rápido.
- Um processo totalmente CNC, o que significa que os operadores normalmente são necessários apenas para carregar e descarregar consumíveis e peças. Portanto, o processo pode economizar trabalho.
As principais limitações e deficiências do fio EDM são que ele é:
- Compatível apenas com materiais condutores.
- Geralmente não é eficiente para uso com materiais heterogêneos, como polímeros reforçados com fibra de carbono, e materiais impuros, como aço-ferramenta barato com grandes inclusões.
- Às vezes mais demorado que outros processos adequados, dependendo das condições.
- Não é capaz de fazer furos, que podem ter que ser iniciados por outro processo, como EDM de abertura de furos, se exigido pelo projeto.
- Potencialmente mais caro do que alternativas como o corte por jato de água, especialmente quando se trata de uso de consumíveis.
Outra consideração pode ser que é possível que o fio EDM introduza tensões térmicas na peça de trabalho, alterando as propriedades do material ou induzindo microfissuras. Por outro lado, no entanto, não transmite nenhuma força mecânica de corte na peça de trabalho.
O Wire EDM é o processo certo para você?

Se as limitações potenciais listadas acima não se aplicarem ao seu projeto, a eletroerosão a fio prova ser um método excepcional para cortar materiais duros com altas espessuras. Este processo é sinônimo de precisão, exatidão, consistência e alta qualidade.
Isso significa que a eletroerosão a fio é aplicada regularmente em peças com geometrias complexas e tolerâncias apertadas, especialmente ao usar materiais avançados. Componentes frágeis de dispositivos médicos, peças aeroespaciais de precisão e ferramentas feitas de materiais particularmente duros, como o titânio, são ótimas aplicações para esse processo de fabricação.
Se você quiser descobrir como a eletroerosão a fio pode produzir suas peças de corte de precisão, confira nossa página de serviços de eletroerosão a fio para ver o que a Gensun tem a oferecer.
3 Grandes Benefícios de Contratar uma Oficina de Máquinas CNC
Fresamento simples:saiba como funciona esse processo de usinagem
Máquina cnc
- O que é uma tecla de alternância e como ela funciona?
- O que é um desmagnetizador e como funciona?
- O que é usinagem a jato abrasivo e como funciona?
- O que é moldagem por transferência e como ela funciona?
- O que é um inversor solar e como funciona?
- O que é um servidor VPN ofuscado e como funciona
- O que é impressão 3D? - Tipos e como funciona
- O que é soldagem a arco? - Tipos e como funciona
- O que é o transferidor de chanfro e como ele funciona?
- O que é uma mandrilar CNC e como ela funciona?