


Exemplo de programa de fresagem CNC de ciclo fixo de furação G81
Exemplo de programa CNC para centros de usinagem vertical CNC ilustra o uso do ciclo de furação G81.
Amostra de programa
Código de Exemplo de Programa de Fresagem CNC de Ciclo Fixo G81
O10075 N1 T16 M06 N2 G90 G54 G00 X0.5 Y-0.5 N3 S1450 M03 N4 G43 H16 Z1. M08 N5 G81 G99 Z-0.375 R0.1 F9. N6 X1.5 N7 Y-1.5 N8 X0.5 N9 G80 G00 Z1. M09 N10 G53 G49 Z0. M05 N11 M30
Explicação
O10075 Número do programa (existem muitos programas na memória do cnc, portanto são distinguidos por seu número).
N1- Troca de ferramenta (M06) para ferramenta nº 16
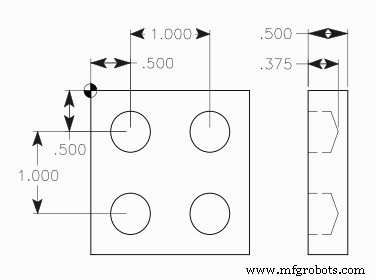
N2- A ferramenta move-se rapidamente (G00) para a primeira posição de furação X0.5 Y-0.5 enquanto leva em conta Zero-offset-no. 1 (G54)
N3- Broca começa a girar no sentido horário (M03) com 1450 rpm (S1450).
N4- A broca leva a profundidade Z1. levando em consideração a compensação do comprimento da ferramenta (G43 H16), a refrigeração é ligada (M08).
N5- São dados os parâmetros do ciclo de furação (G81), profundidade de furação (Z) e avanço de corte (F), com este comando a primeira furação é feita na posição atual (X0.5 Y-0.5).
N6- À medida que o ciclo de furação continua, ele trabalha com cada movimento do eixo, então a próxima furação é feita em X1,5
N7- Terceiro furo de perfuração em Y-1.5
N8- Quarta broca em X0,5
N9- O ciclo de furação é cancelado (G80), o refrigerante é desligado (M09).
N10- Levando em consideração o sistema de coordenadas da máquina (G53) a broca é levada para a posição Z0. A compensação do comprimento da ferramenta é cancelada (G49), a rotação da fresa é interrompida (M05).
N11- Finaliza-se o programa de usinagem CNC.
Códigos G &M
| Código | Descrição |
|---|---|
| P | Ferramenta nº. usado. |
| M06 | Comando de troca de ferramenta. |
| G90 | Programação absoluta |
| G54 | Deslocamento zero nº 1 |
| G00 | Transporte rápido |
| S | Velocidade do cortador |
| M03 | Rotação do cortador no sentido horário |
| G43 | Compensação do comprimento da ferramenta. |
| M08 | Líquido refrigerante ligado. |
| G81 | Ciclo de perfuração Fanuc. |
| F | Alimentação de corte. |
| G80 | Cancelamento de ciclo fixo. |
| M09 | Refrigerante desligado. |
| G53 | Seleção do sistema de coordenadas da máquina. |
| G49 | Cancelamento da compensação do comprimento da ferramenta. |
| M05 | Parada de rotação do cortador. |
| M30 | Fim do programa de usinagem CNC. |
Ciclo de furação G81 Perfuração profunda G83 com G98 Programa de exemplo G99
Exemplo de programa de ciclo de furação CNC G81
Máquina cnc
- Exemplo de programa CNC de ciclo de canal Fanuc G75
- Ciclo de torneamento G90 Fanuc – código de exemplo de programa CNC
- G75 Ciclo Fixo Ranhura Exemplo de Programação CNC
- Ciclo de furação G81 Perfuração profunda G83 com G98 Programa de exemplo G99
- Exemplo de programa de ciclo de furação CNC G81
- Programa de exemplo de fresagem CNC
- Exemplo de programação de fresadora CNC para iniciantes
- Ciclo de faceamento Fanuc G94 Exemplo de programa CNC
- Programa de exemplo de ciclo fixo Fanuc G72
- Fresamento de canal um exemplo de programa CNC