


Siemens Sinumerik 840D Ciclo de corte de rosca CYCLE97
Com o Ciclo de Rosca Sinumerik 840D CYCLE97 roscas cilíndricas e cônicas externas e internas com passo constante em usinagem longitudinal ou de face podem ser usinadas. O encadeamento pode ser único ou múltiplo. Com várias roscas, as voltas de rosca individuais são usinadas uma após a outra.
A alimentação é automática. Você pode selecionar avanço constante por corte ou seção transversal constante
de corte.
A rosca direita ou esquerda é determinada pelo sentido de rotação do fuso que
deve ser programado antes do início do ciclo.
Nem a velocidade de avanço nem o override do fuso têm qualquer efeito nos blocos de deslocamento da rosca. A substituição do fuso não deve ser alterada durante a usinagem da rosca.
Formato Sinumerik CYCLE97
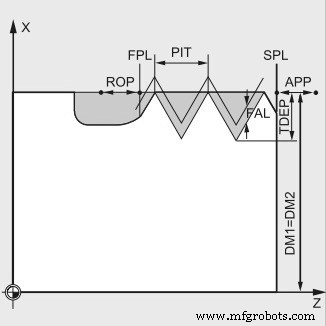
CYCLE97 (PIT, MPIT, SPL, FPL, DM1, DM2, APP, ROP, TDEP, FAL, IANG, NSP, NRC, NID, VARI, NUMT, _VRT)
Explicação dos parâmetros do Sinumerik CYCLE97
Ciclo de corte de rosca Siemens Sinumerik 840D CYCLE97
PIT (passo de rosca)
Passo da rosca como valor (inserir sem sinal). O passo da rosca é um valor paralelo ao eixo e é especificado sem sinal.
MPIT (Passo da rosca como tamanho da rosca)
Passo de rosca como tamanho de rosca. Para produzir roscas cilíndricas métricas, também é possível especificar o início da rosca como um tamanho de rosca por meio do
parâmetro MPIT (M3 a M60)
SPL (ponto de partida da rosca longitudinal)
Ponto inicial da rosca no eixo longitudinal
FPL (ponto final da rosca longitudinal)
Ponto final da rosca no eixo longitudinal
DM1 (Diâmetro inicial da rosca)
Diâmetro da rosca no ponto inicial
DM2 (diâmetro da extremidade da rosca)
Diâmetro da rosca no ponto final
APP (caminho de entrada)
Caminho de entrada (entrar sem sinal)
ROP (caminho de saída)
Caminho de saída (entrar sem sinal)
TDEP (Profundidade da Rosca)
Profundidade da rosca (inserir sem sinal)
FAL (Subsídio de Acabamento)
Sobremesa de acabamento (inserir sem sinal). O sobremetal de acabamento FAL é removido após o desbaste em uma etapa.
IANG (ângulo de entrada)
Ângulo de penetração (“+” para avanço de flanco no flanco) (“–” para avanço de flanco alternado)
Se você deseja alimentar em um ângulo reto à direção de corte na rosca, o valor deste parâmetro deve ser definido como zero .
Ou seja, o parâmetro também pode ser omitido da lista de parâmetros, pois neste caso ele é automaticamente carregado com zero por padrão.
Se você deseja avançar ao longo dos flancos , o valor absoluto desse parâmetro pode atingir no máximo a metade do ângulo do flanco da ferramenta.
NSP (deslocamento do ponto inicial)
Deslocamento do ponto inicial para a primeira volta da rosca (inserir sem sinal). Com este parâmetro, você pode programar o valor angular que define o ponto do primeiro corte do primeiro início da rosca na circunferência da peça torneada. Este é um deslocamento do ponto de partida.
O parâmetro pode assumir valores entre 0,0001 e +359,9999 graus.
Se nenhum deslocamento do ponto inicial for especificado ou o parâmetro for omitido da lista de parâmetros, a primeira volta da rosca começa automaticamente na marca de zero grau.
NRC (número de cortes de desbaste)
Número de cortes de desbaste (inserir sem sinal)
NID (número de cortes inativos)
Número de passes inativos (inserir sem sinal)
VARI (tipo de usinagem)
Definição do tipo de usinagem para a rosca (1 … 4)
Com o parâmetro VARI, você define se a usinagem deve ser interna ou externa .
Com qual tecnologia o avanço será usinado durante o desbaste.
O parâmetro VARI pode assumir valores entre 1 e 4 com o seguinte significado:
1 = Avanço constante externo
2 = Avanço constante interno
3 = Seção de corte constante externo
4 = Seção transversal de corte constante interno
NUMT (número de voltas da linha)
Número de voltas da rosca (inserir sem sinal).
Você especifica o número de inícios de encadeamento para um encadeamento múltiplo com o parâmetro NUMT.
Para uma rosca de volta única , o parâmetro deve ser atribuído a zero ou pode ser eliminado completamente na lista de parâmetros.
As voltas da rosca são distribuídas igualmente sobre a circunferência da peça torneada;
a primeira virada de rosca é determinada pelo parâmetro NSP.
_VRT (Distância de Retração)
Distância de retração variável com base no diâmetro inicial, incremental (inserir sem sinal).
Quando _VRT =0 (parâmetro não programado) , o caminho de retração é 1 mm .
O caminho de retração é sempre medido de acordo com o sistema programado de unidades, polegada ou métrica.
Máquina cnc
- Dicas de nomenclatura das variáveis do sistema Sinumerik 840D
- Programação CNC Sinumerik 840D
- Introdução ao painel do operador do Sinumerik 840D
- Ciclo de rosca G76 um exemplo de programação CNC
- Corte de rosca externa com ciclo de rosqueamento G76 em CNC Fanuc 21i 18i 16i
- Sinumerik 840D CYCLE81 Programação do ciclo de centralização de furação
- Manuais Siemens Sinumerik 808D
- Sinumerik 802D sl Exemplo de rosqueamento CYCLE97
- Ciclo de furação Sinumerik 840D CYCLE81 Código de exemplo de programação CNC
- O que é Comando RET Siemens Sinumerik