


Sinumerik 840D CYCLE81 Programação do ciclo de centralização de furação
Para os mecânicos CNC que trabalham nos controles CNC Siemens Sinumerik 840D (e relacionados), aqui está um breve artigo sobre o Ciclo de Perfuração Sinumerik 840D CYCLE81 (Ciclo de Centralização).
Aqui está um exemplo de programação CNC Sinumerik 840D Ciclo de furação CYCLE81 Código de exemplo de programação CNC
Sem dúvida, os ciclos de furação são um dos ciclos mais utilizados nas oficinas de máquinas CNC.
Para os mecânicos cnc que trabalham nos controles CNC Fanuc e Haas, existe um Ciclo de Perfuração G81 equivalente, leia-se Ciclo Fixo de Perfuração G81 – Programação de Fresadora CNC.
Sinumerik CYCLE81 Formato do ciclo de centragem de furação
Sinumerik 840D CICLO81
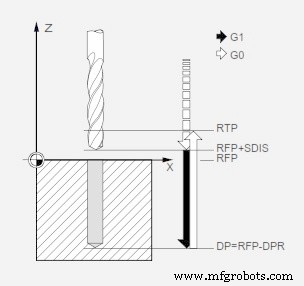
CYCLE81 (RTP, RFP, SDIS, DP, DPR)
RTP – Plano de retorno ou plano de retração (absoluto)
RFP – Plano de referência (absoluto)
SDIS – Distância de segurança (inserir sem sinal)
DP – Profundidade final de perfuração (absoluto)
DPR – Profundidade final de furação em relação ao plano de referência (inserir sem sinal)
Com o CYCLE81, a ferramenta fura na velocidade do fuso e avanço programados até a profundidade final de furação
especificada.
Como mostra a figura acima
1:a broca alcançará rapidamente o ponto inicial (RFP + SDIS).
2:com uma determinada taxa de avanço, completará a profundidade final de furação ou profundidade do furo (DP).
3:depois de completar a profundidade, a ferramenta irá retrair rapidamente para o Plano de retorno (RTP)
Cálculo da profundidade de perfuração (DP ou DPR) para CYCLE81
Aqui está um ponto crucial, a profundidade final de perfuração pode ser fornecida de duas maneiras
Profundidade absoluta (DP) ou Relativa à profundidade do plano de referência (DPR).
Se você usar a profundidade de perfuração final absoluta (DP), então este é o valor absoluto do ponto zero da peça de trabalho.
Mas se você usar a profundidade relativa ao plano de referência (DPR), a profundidade de perfuração final será calculada como abaixo
DPR =Distância do plano de referência (RFP) à profundidade final.
Recomendação da Sandvik Coromant Use todas as 8 arestas da pastilha CNMG em vez de apenas 4
Programa de exemplo de ciclo fixo Fanuc G72
Máquina cnc
- Programação do SINUMERIK 840D Uso do loop WHILE
- Siemens Sinumerik 840D Ciclo de corte de rosca CYCLE97
- Programação CNC Sinumerik 840D
- Tutorial de programação CNC do ciclo de perfuração frontal com G74
- Exemplo de ciclo de furação passo a passo G83
- Ciclo de furação Sinumerik 840D CYCLE81 Código de exemplo de programação CNC
- Ciclo de corte de rosca Sinumerik L97
- Adicionou programação de dialeto ISO ao SinuTrain para SINUMERIK Operate V4.4 Ed.2
- Siemens Sinumerik CYCLE83 Ciclo de Perfuração Peck de Furo Profundo
- Exemplo de programa Sinumerik CYCLE81 Ciclo de furação – torneamento CNC