


Sinumerik CYCLE84 Ciclo de rosqueamento rígido
Ciclo de Rosqueamento Rígido Sinumerik CYCLE84
O CYCLE84 produz furos roscados sem usar um porta-macho flutuante.
O CYCLE84 pode ser aplicado somente se o fuso designado para a furação for capaz de trabalhar no modo de fuso controlado por posição.
Programação
CYCLE84(RTP, RFP, SDIS, DP, DPR, DTB, SDAC, MPIT,PIT, POSS, SST, SST1)
Parâmetros
| Parâmetro | Descrição |
|---|---|
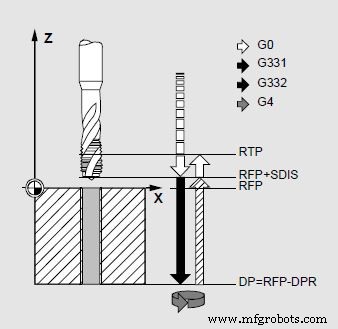
| RTP | Plano de retorno (absoluto) |
| RFP | Plano de referência (absoluto) |
| SDIS | Distância de segurança (entrar sem sinalização) |
| DP | Profundidade de furação final/profundidade do furo alongado/profundidade da ranhura/profundidade do bolsão (absoluta) |
| DPR | Profundidade final da furação/profundidade do furo alongado/profundidade da ranhura/profundidade do bolsão em relação ao plano de referência (inserir sem sinal) |
| DTB | Tempo de espera na profundidade final de furação (quebra de cavacos) |
| SDAC | Sentido de rotação após o fim do ciclo Valores:3, 4 ou 5 |
| MPIT | Passo da rosca conforme tamanho da rosca – 3 (para M3) … 48 (para M48) |
| PIT | Passo da rosca; valores:0,001 … 2000,000 mm |
| POSS | Posição do fuso para parada orientada do fuso no ciclo (em graus) |
| SST | Velocidade para tocar |
| SST1 | Rapidez para devolução |
Máquina cnc
- Siemens Sinumerik 840D Ciclo de corte de rosca CYCLE97
- Rosqueamento rígido em Sinumerik 840D/810D com G331 G332
- Sinumerik 840D CYCLE81 Programação do ciclo de centralização de furação
- Ciclo de rosqueamento rígido Fanuc G84
- G74 Ciclo de rosqueamento à esquerda ou ciclo de rosqueamento reverso
- Exemplo de ciclo de rosqueamento G84 Programa CNC
- Siemens Sinumerik G63 Rosqueamento com tapholder flutuante
- Ciclo de furação G81 Ciclo de rosqueamento G84 Exemplo de programa CNC
- Exemplo de programa de ciclo de recesso Sinumerik L93
- Ciclo de rosqueamento ECS G84