


Configuração de deslocamento de trabalho na fresadora CNC Hermle UWF 851 com controle Sinumerik
Este artigo descreve resumidamente todo o processo de configuração do deslocamento de trabalho na fresadora CNC Hermle UWF 851 com controle CNC Siemens Sinumerik.

Fresadora CNC Hermle UWF 851 com controle CNC SINUMERIK 810
Segure o trabalho em uma morsa com 5 a 10 mm de profundidade.
Preparação da Fresa
Aperte (aperte) a fresa de Ø 12 mm no Porta-Ferramenta usando um Dispositivo de Aperto de Porta-Ferramenta.
Pegue o mesmo Porta-Ferramenta com a mão esquerda e Pressione o Botão de Troca de Ferramenta para abrir o Mecanismo de Troca de Ferramenta localizado no lado direito do o cabeçote da fresadora cnc.
Coloque o porta-ferramentas no cabeçote da fresadora e empurre para cima, com a outra mão pressione o botão de troca de ferramenta de fechamento ao lado do botão de troca de ferramenta.
Selecione Jog Mod e pressione> (botão Próxima página) para encontrar a página Over Store. Selecione a página Over Store.
Insira S =450 (velocidade rmp) e M =03 (rotação CW).
Pressione o botão Cycle Start. O fuso começará a girar.
Selecione o Mod Incremental. Neste Mod, as calibrações 1 (0,001 mm), 10 (0,01 mm) e 100 (0,1 mm) podem ser definidas para uso do Volante.
Eixos como X, Y, Z, C- os eixos podem ser selecionados na área do teclado.
Configuração do deslocamento de trabalho do eixo X
Selecione a calibração 100 (0,1) e pressione X para ativar o eixo X para movimento.
Use o volante para mover o cortador para mais perto do trabalho no lado mostrado na figura abaixo (eixo X).
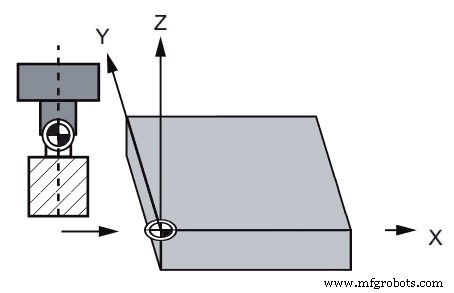
Configuração de deslocamento de trabalho no eixo X
Dê ao cortador alguma profundidade (5-10 mm).
Agora mova novamente no eixo X e quando estiver mais perto o suficiente para não conseguir ver a folga entre o seu trabalho e o cortador, reduza a calibração do Mod incremental para 10 ( 0,01 mm), coloque um pedaço de papel entre o cortador e o trabalho.
Continue movendo lentamente, em um ponto seu papel irá cortar agora pare aí, este é o valor da posição do eixo que é necessário para a configuração do deslocamento.
Inserindo o valor do eixo X no deslocamento zero
Traga a página de deslocamento zero na tela de controle cnc pressionando a página da guia Dados de configuração e, em seguida, a página da guia Deslocamento zero.
Coloque o valor do eixo X obtido na etapa acima em Deslocamento zero (G54 X =………… …….).
Configuração do deslocamento de trabalho do eixo Y
Selecione 100 (0,1 mm) Mod incremental. Selecione o eixo Z para mover o cortador para cima.
Selecione o eixo Y para mover o cortador para o lado mostrado na figura abaixo.
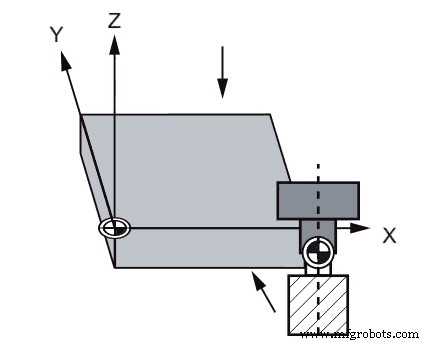
Configuração do Deslocamento de Trabalho Eixo Y
Selecione o eixo Z para obter uma profundidade de corte de 5 a 10 mm.
Selecione o eixo Y para se aproximar do trabalho.
Quando estiver mais perto o suficiente para não conseguir ver a lacuna entre o trabalho e o cortador, reduza a calibração do Mod incremental para 10 (0,01 mm), coloque um pedaço de papel entre o cortador e o trabalho.
Continue movendo lentamente, em um ponto o papel cortará. Agora, esta é a posição do eixo Y que será usada para a configuração do deslocamento zero.
Inserindo o valor do eixo Y no deslocamento zero
Pressione a página da guia Setting Data e, em seguida, a guia Zero Offset para trazer a página Zero Offset. Agora insira o valor do eixo Y obtido na etapa acima em
Coloque o valor em Deslocamento zero (G54 Y =………………… ).
Agora selecione 100 (0,1 mm) Mod incremental. Selecione o eixo Z para mover o cortador para cima.
Ainda não terminou…
Após a conclusão do procedimento acima, quando seu programa for executado no Modo Automático, seu cortador iniciará (G00 X0 Y0) o trabalho no ponto mostrado abaixo, o que está errado.
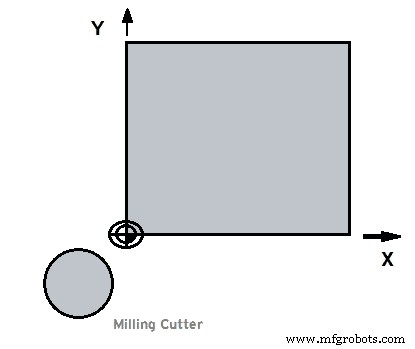
Posição incorreta da ferramenta de configuração do deslocamento de trabalho
Última etapa
O que queremos é que a fresa comece no ponto médio exatamente no topo do ponto inicial do trabalho, onde dois lados (cujos valores são medidos acima) se encontram.
Como este é o ponto correto de onde todas as dimensões dos componentes são calculado, veja na figura.
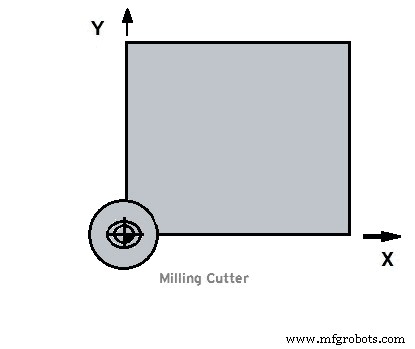
Posição correta da ferramenta de configuração do deslocamento de trabalho
Para corrigir a posição do cortador, subtrairemos o Raio do cortador que é de 6 mm (como nosso cortador é de Ø12 mm) do eixo X e adicionaremos 6 mm ao eixo Y nos valores de Deslocamento zero X, Y.
Exemplo de programação de arco CNC G02 G03
Código de exemplo de ciclo de torneamento bruto G71 – programação de torno CNC
Máquina cnc
- Sistema de controle SIEMENS 808D Máquina de roteador de madeira CNC Iniciar com data de backup
- Por que fazer negócios com uma oficina mecânica com mandrilamento CNC?
- O que é uma mandrilar CNC e como ela funciona?
- Controle de qualidade em usinagem CNC
- Torno com CNC
- Por que se preocupar com um torno de fresadora CNC?
- Deslocamento de ferramenta em torno CNC com controle Fanuc
- Programação CNC Sinumerik 840D
- Como configurar o offset da ferramenta – torneamento SINUMERIK 808D
- Códigos Haas Mill M