


Ciclo de Mandrilamento G86 – Programação da Fábrica Fanuc
Ciclo de Perfuração G86
O ciclo de mandrilamento Fanuc G86 é usado para mandrilar o(s) furo(s).
A ferramenta se desloca até o fundo do furo com avanço e, em seguida, retrai para fora do furo em velocidade de avanço rápido.
Formato do ciclo de mandrilamento G86
G86 X Y Z R F K
Parâmetros
X Y – Dados de posição do furo.
Z – Profundidade de mandrilamento (Absoluta).
R – Posição inicial da ferramenta acima do furo.
F – Taxa de avanço de corte.
K – Número de repetições (se necessário).
G86 Ciclo de Perfuração
Operação do ciclo de mandrilamento G86
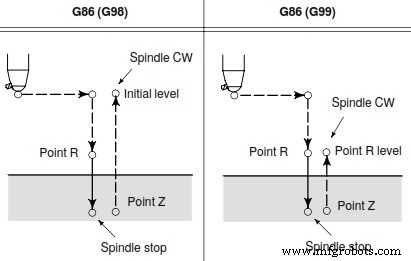
1 – Após o posicionamento nos eixos X e Y, o deslocamento rápido é executado até o ponto R.
2 – A furação é executada do ponto R ao ponto Z.
3 – Quando o fuso é parado no ponto fundo do furo, a ferramenta é retraída em avanço rápido.
Posição de retorno da ferramenta
O plano de retorno depende dos códigos G G98, G99.
Se G98 for especificado com o ciclo de mandrilamento G86, a ferramenta retornará ao nível inicial.
Se G99 for especificado, a ferramenta retornará a R nível.
Exemplo de programa de ciclo de mandrilamento G86
M3 S2000 G90 G99 G86 X300. Y–250. Z–150. R–100. F120. Y–550. Y–750. X1000. Y–550. G98 Y–750. G80 G28 G91 X0 Y0 Z0 M5
Máquina cnc
- Ciclo de rosqueamento CNC Fanuc G76
- Ciclo de ranhura CNC Fanuc G75
- Lista de códigos Fanuc G
- Ciclo de rosqueamento CNC Fanuc G92
- Exemplo de programação de torno CNC Fanuc
- Ciclo de rosqueamento G78 – programação de torno Fanuc
- Lista de códigos Hurco Mill G
- Subprogramação Fanuc
- Lista de códigos G da Fanuc
- Mandrilamento ECS G86 com ciclo de parada do fuso