


Sinumerik CYCLE86 Furo 2
Sinumerik CYCLE86 Furo 2
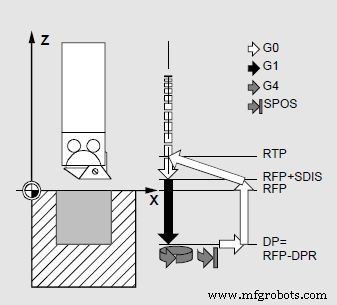
No ciclo CYCLE86 "Perfuração 2" é realizada uma parada orientada do fuso ao atingir a profundidade de furação. A ferramenta desloca-se então em avanço rápido para as posições de retorno programadas e daí para o plano de retorno.
O ciclo CYCLE86 só pode ser usado se o fuso designado para furação for tecnicamente capaz de operar no modo de fuso controlado por posição.
Programação
CYCLE86 (RTP, RFP, SDIS, DP, DPR, DTB, SDIR, RPA, RPO, RPAP, POSS)
Parâmetros
| Parâmetro | Descrição |
|---|---|
| RTP | Plano de retorno (absoluto) |
| RFP | Plano de referência (absoluto) |
| SDIS | Distância de segurança (entrar sem sinalização) |
| DP | Profundidade de furação final/profundidade do furo alongado/profundidade da ranhura/profundidade do bolsão (absoluta) |
| DPR | Profundidade final da furação/profundidade do furo alongado/profundidade da ranhura/profundidade do bolsão em relação ao plano de referência (inserir sem sinal) |
| DTB | Tempo de espera na profundidade final de furação (quebra de cavacos) |
| SDIR | Sentido de rotação Valores:3 (para M3) 4 (para M4) |
| RPA | Caminho de retorno em abcissa do plano ativo (inserir de forma incremental com sinal) |
| RPO | Caminho de retorno na ordenada do plano ativo (inserir de forma incremental com sinal) |
| RPAP | Plano de retorno no aplicativo (inserir de forma incremental com sinal) |
| POSS | Posição do fuso para parada orientada do fuso no ciclo (em graus) |
Máquina cnc
- Dicas de nomenclatura das variáveis do sistema Sinumerik 840D
- SINUMERIK Operate – Guia do usuário
- Programação CNC Sinumerik 840D
- Retorno do ponto de referência CNC
- Baixe grátis SINUMERIK 808D no PC
- Manuais Siemens Sinumerik 808D
- Retorno do Ponto de Referência G28 – Torno CNC
- Sinumerik 802D sl Exemplo de rosqueamento CYCLE97
- O que é Comando RET Siemens Sinumerik
- O que é o modo Sinumerik REPOSition