


Ciclo de mandrilamento fino Okuma G76
Ciclo de mandrilamento fino Okuma G76
G76 Ciclo de Mandrilamento Fino
Programação
G76 X__Y__Z__R__Q__(I__J__) P__F__
Parâmetros
| Parâmetro | Descrição |
|---|---|
| X,Y | Valores de coordenadas da posição do furo |
| Z | Nível inferior do furo |
| R | Nível do ponto R |
| Q | Valor do turno (Veja a explicação abaixo.) |
| I,J | Valor do turno (Veja a explicação abaixo.) |
| P | Tempo de permanência no fundo do furo |
| F | Velocidade de alimentação |
Sequência de Usinagem
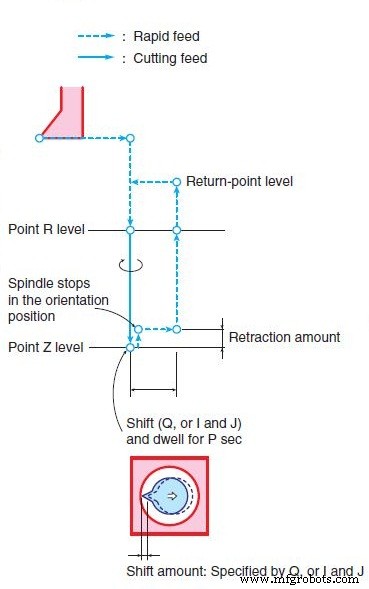
(1) Posicionamento ao longo dos eixos X e Y em uma taxa de avanço rápida
(2) Posicionamento no nível do ponto R em uma taxa de avanço rápida
(3) Mandrilamento no nível do ponto Z no corte especificado velocidade de avanço com o fuso girando na direção direta
(4) Permanência no nível do ponto Z por P segundos, retração pela quantidade definida em MUDANÇA DE DIREÇÃO E EIXO EM G76, G87 do parâmetro opcional NC (CICLO FIXO), então parada do fuso na posição de orientação. Depois disso, a ferramenta se desloca pela quantidade de deslocamento, Q, na direção em que a ponta da ferramenta se afasta da superfície interna da peça usinada.
(5) Retornando ao nível do ponto de retorno em uma taxa de avanço rápida
( 6) A ferramenta se desloca de volta na direção da broca pela quantidade de deslocamento, Q, então o fuso começa a girar no sentido horário.
Detalhes
Quantidade de retração no nível do ponto Z
A quantidade que o eixo Z retrai para cima a partir do nível do ponto Z é definida em SHIFT DIRECTION AND AXIS IN G76, G87 do parâmetro NC opcional (FIXED CYCLE).
Valor do turno
um . Q é usado para especificar a quantidade de deslocamento se o eixo do ciclo for fixado como o eixo Z pela configuração em SHIFT DIRECTION AND AXIS IN G76, G87 do parâmetro opcional NC (FIXED CYCLE). O valor definido deve ser sempre positivo. A direção do movimento de deslocamento, +X, -X, +Y ou -Y, deve ser definida usando um parâmetro de antemão. Observe que um valor Q é um dado modal e o endereço Q também é usado nos ciclos G73 e G83. Um valor Q tem prioridade sobre os valores I e J.
b . I e J são usados para especificar a quantidade de deslocamento quando o plano é selecionado usando G17, G18 ou G19. A relação entre o plano que seleciona o código G e os endereços a serem usados é mostrada abaixo.
G17 I, J
G18 K, I
G19 J, K
Para os endereços I, J e K, todos os valores são definidos como valores incrementais. A direção do deslocamento é sempre definida no sistema de coordenadas da máquina.
c . Se a quantidade de deslocamento não for especificada por Q, ou I e J, ocorrerá um alarme.
Máquina cnc
- Ciclo de rosqueamento CNC Fanuc G76
- Rosqueamento cônico com ciclo de rosqueamento Fanuc G76
- Controle do ângulo de avanço do rosqueamento com o ciclo de rosqueamento Fanuc G76
- Ciclo de rosca Fanuc G76 para leigos
- Rosqueamentos multistart com ciclo de rosqueamento Fanuc G76
- Mach3 Turn G76 Ciclo Fixo de Rosqueamento
- Perfuração ECS G89 com ciclo de espera
- Mandrilamento ECS G87 com ciclo de retração
- Mandrilamento ECS G86 com ciclo de parada do fuso
- Ciclo de mandrilamento ECS G85