


Ciclo de perfil circular Anilam G171
Ciclo de perfil circular G171
O Ciclo de Perfil Circular Anilam G171 limpa o perfil interno ou externo de um círculo existente.
Programação
G171 Xn Yn Hn Dn Zn An Rn Bn Sn In Jn Kn Pn
Parâmetros
| Parâmetro | Descrição |
|---|---|
| X | Coordenada X do centro. Padrão:posição atual. Opcional. |
| S | Coordenada Y do centro. Padrão:posição atual. Opcional. |
| H | Z altura inicial absoluta (rápida) (deve ser 0,1 polegada ou 2 mm acima da superfície a ser cortada). Executado em rápido. Obrigatório. |
| D | Diâmetro do círculo acabado. Se você inserir um valor negativo, tanto a direção do corte quanto o início e os pontos finais serão invertidos. Obrigatório. |
| Z | Profundidade absoluta do perfil acabado. Obrigatório. |
| A | Configuração para corte no interior do perfil (In) ou no exterior (Out). Seleção necessária. 0=Entra, 1=Fora. |
| R | Distância da rampa usada para cada passagem. Opcional. |
| B | Incremento do eixo Z usado para cada passagem. Opcional. |
| S | Quantidade de estoque deixada pela máquina antes da passagem de acabamento. Padrão:0. Insira um valor negativo para deixar o estoque sem fazer um passe de acabamento. Opcional. |
| Eu | Velocidade de avanço do eixo Z. Opcional. |
| J | Velocidade de avanço aproximado. Opcional. |
| K | Avanço de passagem final. Opcional. |
| P | Retrair Altura. |
Operação
Quando executado, o CNC avança rapidamente para a posição inicial da Rampa nº 1, acelera para H (StartHgt) e avança até a profundidade do primeiro corte.
A máquina avança no perfil ao longo da Rampa nº 1, corta o círculo até a especificado D (Diâmetro) então se afasta do trabalho ao longo da Rampa nº 2.
Ao cortar um perfil externo, a ferramenta se afasta do trabalho ao longo da Rampa nº 1 e se afasta do trabalho ao longo da Rampa nº 2 conforme ilustrado na Figura
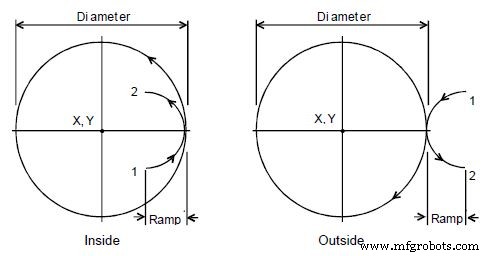
Posição da rampa para perfil interno e externo
O ciclo de perfil circular compensa automaticamente o diâmetro da ferramenta. Ative o diâmetro correto da ferramenta antes do bloco G171.
Notas
Se se insere um Corte de Profundidade =B (Z Max.corte), o CNC executa o número de passadas necessárias para passar de H (Z Start Hgt.) a Z (Z Depth), cortando para o Corte de Profundidade =B (Z Max.cut) em cada passada.
Quando você insere um valor S (Acabamento), o CNC deixa o excesso especificado no perfil e profundidade para um passe de acabamento. O CNC faz o acabamento no diâmetro inserido na passagem de acabamento. Insira um S negativo (Estoque de acabamento) para deixar o estoque de acabamento sem fazer um passe de acabamento.
Se você não inserir um valor J (Avanço bruto) ou K (Avanço final), o CNC executará movimentos de avanço na taxa de avanço atual. J controla o avanço do ciclo de desbaste. K controla o avanço do ciclo de acabamento.
Máquina cnc
- Tempo de ciclo x acabamento da superfície
- Cálculo de tempo de ciclo de usinagem CNC
- Ciclo de rosqueamento CNC Fanuc G76
- Ciclo de ranhura CNC Fanuc G75
- Lista de códigos Fanuc G
- Fanuc G70 G71 Exemplo de programa de ciclo de torneamento de desbaste e acabamento
- Ciclo de rosqueamento CNC Fanuc G92
- Ciclo de giro G90
- Programa de exemplo Haas G71
- Rosqueamento cônico com ciclo de rosqueamento G92