


Programação NCT Perfuração Parte do Círculo com G81 G16
Exemplo de programa NCT para mostrar como perfurar uma parte de um círculo com o ciclo de perfuração G81 e G15 G16 Comandos de coordenadas polares.
Códigos G
| Código G | Função |
|---|---|
| G15 | cancelar comando de coordenada polar |
| G16 | comando de coordenada polar |
| G81 | perfuração, ciclo de mandrilamento pontual |
Exemplo de Programa NCT
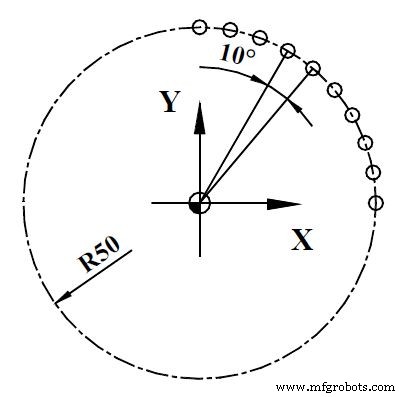
%O7074(7.4) N100 T1 N110 G54 G0 X0 Y0 N120 G43 Z50 H1 N130 S1000 M3 M8 N140 G16 G0 X50 Y-10 N150 G81 X50 YI10 R2 Z-10 L10 N160 G80 G15 N170 G0 Z100 N180 M30 %
Sistema Mazak/Códigos de erro de alarmes de unidade
Programação NCT Furação em círculo com G81 Ciclo de furação G16 Coordenada polar
Máquina cnc
- Python - Programação de extensão com C
- Programação em 5 eixos:programação com vetores de ferramentas?
- Programação de 5 eixos mais fácil com ASR
- Alcançar um acabamento fenomenal com metalização
- Tutorial de programação CNC do ciclo de perfuração frontal com G74
- Rosqueamento cônico com G32 um exemplo de programação CNC
- Ciclo de furação G81 Perfuração profunda G83 com G98 Programa de exemplo G99
- Exemplo de programa de ciclo de furação CNC G81
- ECS G81/3 – Ciclo de perfuração de 3 camadas
- Ciclo de perfuração padrão ECS G81