


Programação NCT Furação em círculo com G81 Ciclo de furação G16 Coordenada polar
Exemplo de programa NCT para mostrar como o ciclo de furação G81 pode ser usado para furar em um círculo usando os Comandos de Coordenadas Polares G15 G16 e o Ciclo de Perfuração G81.
Códigos G
| Código G | Função |
|---|---|
| G15 | cancelar comando de coordenada polar |
| G16 | comando de coordenada polar |
| G81 | perfuração, ciclo de mandrilamento pontual |
Exemplo de Programação NCT
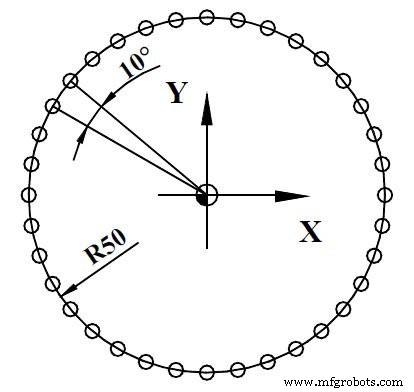
%O7073(7.3) N100 T1 N110 G54 G0 X0 Y0 N120 G43 Z50 H1 N130 S1000 M3 M8 N140 G16 G0 X50 Y-10 N150 G81 X50 YI10 R2 Z-10 L36 N160 G80 G15 N170 G0 Z100 N180 M30 %
Programação NCT Perfuração Parte do Círculo com G81 G16
Perfuração NCT G81, ciclo de mandrilamento por pontos
Máquina cnc
- Perfuração em Torno CNC Simples com Ciclo de Perfuração Peck Fanuc G74
- Tutorial de programação CNC do ciclo de perfuração frontal com G74
- Ciclo de Perfuração G81 – Repetir Perfuração no Modo Incremental G91 Código de Exemplo
- Ciclo de furação G81 Perfuração profunda G83 com G98 Programa de exemplo G99
- Exemplo de programa de fresagem CNC de ciclo fixo de furação G81
- Exemplo de programa de ciclo de furação CNC G81
- Sinumerik 840D CYCLE81 Programação do ciclo de centralização de furação
- Ciclo de Perfuração Peck G83 com Programa de Amostra de Círculo de Furo de Parafuso G70
- ECS G81/3 – Ciclo de perfuração de 3 camadas
- Ciclo de perfuração padrão ECS G81