Manufaturação industrial
Máquina cnc
Enviado por:Brian Desenho/Imagem Programa CNC 0 BEGIN PGM 10127 MM1 BLK FORM 0.1 Z X-50 Y-50 Z-402 BLK FORM 0.2 X+50 Y+50 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 CYCL DEF 200 DRILLING Q200 = 5 ;SET-UP CLEARANCE Q201 = -20 ;DEPTH Q206 = ??? ;FEED RATE FOR PLNGNG Q202 = 5 ;PLNGNG DEPTH Q210 = 0
Enviado por:Maquinista Desenho/Imagem Programa CNC 0 BEGIN PGM 10128 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-402 BLK FORM 0.2 X+100 Y+50 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 CYCL DEF 1.0 PECKING7 CYCL DEF 1.1 SET UP -28 CYCL DEF 1.2 DEPTH -209 CYCL DEF 1.3 PECKG -1010 CYCL DEF 1.4 DWELL 011 CYCL DEF 1
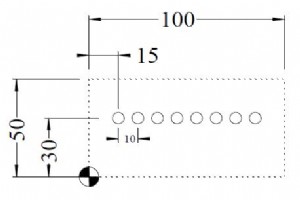
Enviado por:programador cnc Desenho/Imagem Programa CNC 0 BEGIN PGM 10129 MM1 BLK FORM 0.1 Z X+0 Y-70 Z-202 BLK FORM 0.2 X+100 Y+0 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 CYCL DEF 1.0 PECKING7 CYCL DEF 1.1 SET UP 28 CYCL DEF 1.2 DEPTH -219 CYCL DEF 1.3 PECKG -510 CYCL DEF 1.4 DWELL 011 CYCL DE
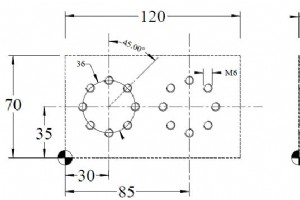
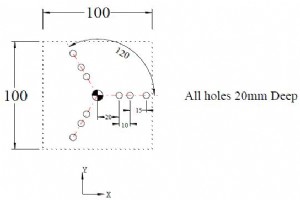
Enviado por:Brian Desenho/Imagem Programa CNC 0 BEGIN PGM 10130 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+120 Y+70 Z+03 TOOL DEF 14 TOOL DEF 25 TOOL DEF 36 TOOL CALL 1 Z S5007 L M68 L M139 CYCL DEF 1.0 PECKING10 CYCL DEF 1.1 SET UP 211 CYCL DEF 1.2 DEPTH -212 CYCL DEF 1.3 PECKG -213 CYCL DEF
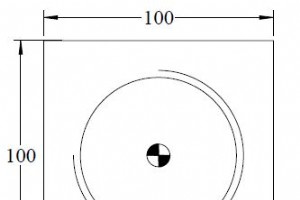
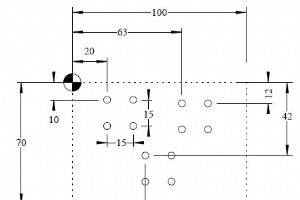
Enviado por:Maquinista Desenho/Imagem Programa CNC 0 BEGIN PGM 10131 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-402 BLK FORM 0.2 X+100 Y+100 Z+03 TOOL DEF 14 TOOL DEF 25 TOOL CALL 1 Z S5006 L M67 CYCL DEF 1.0 PECKING8 CYCL DEF 1.1 SET UP 39 CYCL DEF 1.2 DEPTH -4010 CYCL DEF 1.3 PECKG -4011 CYCL DEF 1.4 DWELL 01
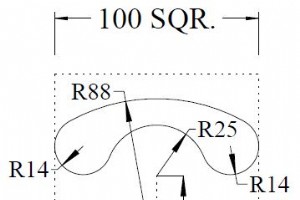
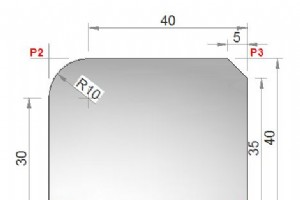
Enviado por:programador cnc Desenho/Imagem Programa CNC 0 BEGIN PGM FK1 MM1 BLK FORM 0.1 Z X-10 Y+0 Z-402 BLK FORM 0.2 X+110 Y+100 Z+03 TOOL DEF 1 L+0 R+54 TOOL CALL 1 Z S5005 L M66 L X+50 Y+50 R0 FMAX M37 L Z+2 FMAX8 L Z-10 F1009 L Y+75 RL F50010 FC DR+ R25 CCX+50 CCY+5011 FCT DR- R1412 FCT DR- R
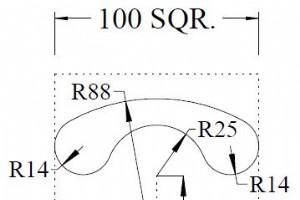
Enviado por:Maquinista Desenho/Imagem Programa CNC 0 BEGIN PGM FK1 MM1 BLK FORM 0.1 Z X-10 Y+0 Z-402 BLK FORM 0.2 X+110 Y+100 Z+03 TOOL DEF 1 L+0 R+54 TOOL CALL 1 Z S5005 L M66 L X+50 Y+50 R0 FMAX M37 L Z+2 FMAX8 L Z-10 F1009 L Y+75 RL F50010 CC X+50 Y+5011 C X+26.805 Y+59.327 DR+12 CC X+13.816 Y+
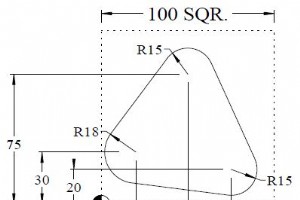
Enviado por:programador cnc Desenho/Imagem Programa CNC 0 BEGIN PGM FK2 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-402 BLK FORM 0.2 X+100 Y+100 Z+03 TOOL DEF 1 L+0 R+54 TOOL CALL 1 Z S5005 L M66 L X-20 Y+30 R0 FMAX M37 L Z+2 FMAX8 L Z-10 F5009 L X+2 Y+30 RL10 FC DR- R18 CCX+20 CCY+3011 FLT12 FCT DR- R15 CCX+50
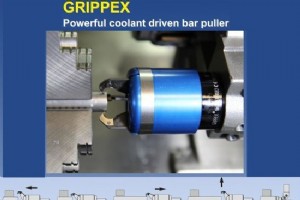
Enviado por:Brian Desenho/Imagem Programa CNC O0001 ;SUB ProgramG0 T1212 M5X0. Z30.G1 G98 Z-80. F3000M8 ;Coolant ON, Grippex clampG4 U1. ;DwellM69 ;Chuck unclampG4 U0.1 ;DwellG1 Z-1. ;Pulling-out the bar to a specific z-extentM68 ;Chuck clampM9 ;Coolant OFF, Grippex unclampG0 G99 Z... ;Leave the b
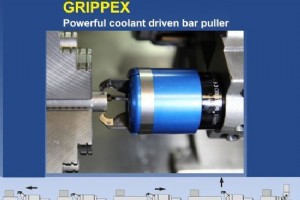
Enviado por:Brian Desenho/Imagem Programa CNC . ;SUB Program.G0 X0 Z55 T090909 ;Change to Grippex (example)G0 Z-2 ;Approach bar to be pulledM08 ;Coolant ON, Grippex clampG04 F2 ;DwellG0 M84 ;Chuck unclampG04 F2 ;DwellG0 Z..... ;Pulling-out the bar to a specific z-extentM83 ;Chuck clampM09 ;Coolant

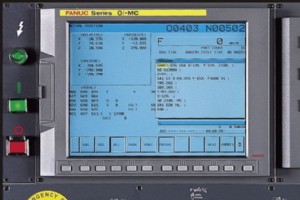
Os códigos de alarme Fanuc 6 se aplicam aos controles CNC Fanuc System 6M 6T. Para maquinistas cnc que trabalham em torno cnc com 6T ou fresadora CNC com controle cnc Fanuc 6M. Os códigos de alarme Fanuc System 6M e 6T são divididos conforme abaixo 210 a 245 erros nas chaves fim de curso 400 a 4

Okuma OSP-P300S/P300L Lista Alarm-C.Para mecânicos cnc que trabalham em máquinas cnc com controles cnc Okuma. Classificação dos alarmes Okuma Os alarmes relacionados com o OSP são classificados em cinco tipos, que são Alarme P Alarme A Alarme B Alarme C (listado abaixo) Alarme D ERRO Abaixo es
Programação de ponto decimal Fanuc Resumo Em alguns controles CNC durante a programação, os programadores CNC precisam colocar o ponto decimal no final da maioria dos valores numéricos, por exemplo. X100.0 Y10.0Enquanto na maioria dos controles cnc não é necessário colocar um ponto decimal no final

Okuma OSP-P300S/P300L Lista Alarm-D.Para mecânicos cnc que trabalham em máquinas cnc com controles cnc Okuma. Classificação dos alarmes Okuma Os alarmes relacionados com o OSP são classificados em cinco tipos, que são Alarme P Alarme A Alarme B Alarme C Alarme D (listado abaixo) ERRO Abaixo es
Exemplo de programa de fresagem CNC, que ilustra como um programa CNC pode ser facilmente convertido do modo de programa G90 Absoluto para o modo de programa G91 Incremental. Exemplo de programa de fresagem CNC Programa G90 Absolute Programa Incremental G91 N10 T1 M6 M3 G43N15 S2000 F80N20 G0 X
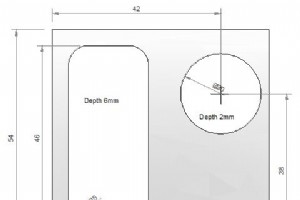
Exemplo de programa de fresagem CNC que mostra como um programa CNC pode ser feito para usinar cavidades em uma fresadora CNC. Este exemplo de programa usa o fresamento Peck para cortar material para usinar um bolsão retangular e um redondo. Exemplo de programa de fresamento de cavidade CNC Pr
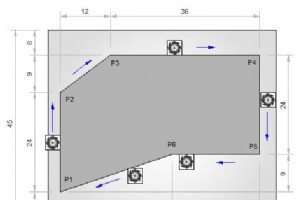
Os exemplos de programas de fresagem CNC mostram o uso dos códigos G G91 G41 G43. Programa Fresadora CNC G91 G41 G43 Programa de peças CNC N05 G54N10 M6 T1 G43 H1 M3N15 S500 F120N20 G0 X-22 Y-22N25 Z-3N30 G1 X3 Y6 G41 H2 (P1)N35 G91 X0 Y24 (P2)N40 X12 Y9 (P3)N45 X36 (P4)N50 Y-24 (P5)N55 X-21 (P6
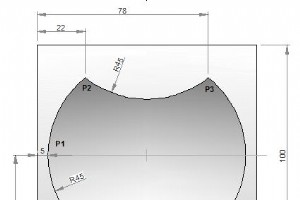
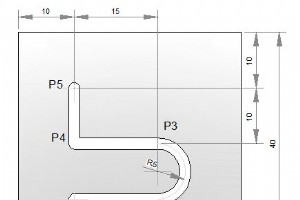
Programa de fresagem CNC para descrever como dois ou mais raios podem ser unidos em um programa de fresagem CNC. Exemplo de Subprograma de Fresadora CNC Programa de peças CNC N10 T1 H1 M6 G43 M3N20 F150 S250N30 G0 X-21 Y50 Z0.5N40 G0 Z0N50 M98 P040050N60 G49N70 G0 Z50N80 M30 Subprograma O0050N10

Centros de usinagem Cincinnati Códigos G e Códigos M do controle cnc Acramatic 2100e. ARROW E/DART 500/750 (ERM) ARROW 500/750/1000/1250C (ERM) ARROW 1250/1500/2000 (ERD) Códigos Cincinnati G Código G Descrição G0 Deslocamento rápido (linear) G1 Interpolação linear G2 Circular/Helicoidal CW
Arredondamento e chanfro de canto Haas Exemplo de programa CNC da Haas para mostrar como o Chanfro e o Raio do Canto podem ser programados. Chambamento Haas Para programar o Chanfro N10 G01 X20 Y30 ,C3 Arredondamento de canto Haas Para programar o Raio N10 G01 X20 Y30 ,R3 Exemplo de chanfro e
Máquina cnc