

Manufaturação industrial
Máquina cnc
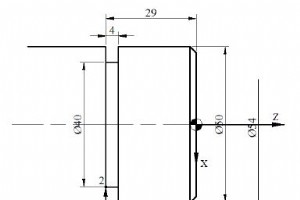
Enviado por:Brian Resumo Este programa de torno CNC mostra como fazer uma ranhura no eixo X.O desenho também mostra como a ferramenta de ranhurar se move com o programa. Desenho/Imagem Programa CNC %N10 T08 M06N20 G96 S80 G95 F0.05 M03N30 G00 X54 Z-29 M08N40 G01 X40N50 G00 X60N60 G00 X200 Z200 M
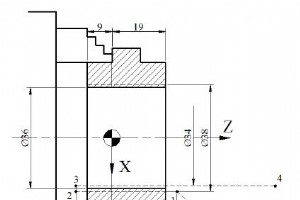
Enviado por:BEATA Resumo Exemplo de programa cnc muito simples e básico que mostra como um simples programa de torno cnc pode ser feito para mandrilar uma peça.O mesmo programa também pode ser usado para mandrilar mandíbulas.Todos os movimentos da ferramenta são nomeados em o desenho. Desenho/Ima
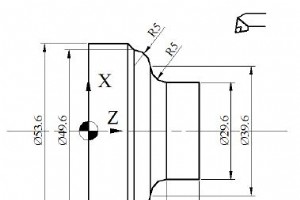
Enviado por:programador cnc Resumo Exemplo simples de programa de torno cnc para mostrar como um programa de torno cnc pode ser feito para transformar um contorno simples com raio nele.Múltiplos diâmetros são cortados e os raios no sentido horário e anti-horário são usinados. Desenho/Imagem Prog
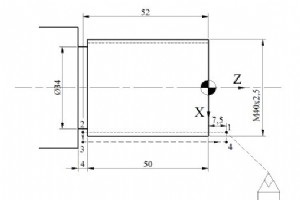
Enviado por:Brian Resumo Um programa de torno cnc muito simples e básico para cortar roscas em um componente.Este programa usa G33 Threading G-Code para cortar roscas.Apenas um corte é programado aqui, você pode adicionar quantos cortes forem necessários de acordo com sua situação e material. Des
Tabela de conversão de polegadas para mm para que os mecânicos cnc facilitem seu trabalho. Tabela de conversão de polegadas para MM 0”+ =mm 1”+ =mm 2+ =mm 3”+ =mm 4+ =mm 1/64 0,397 0 25.400 0 50.800 0 76.200 0 101.600 32/01 0,794 1/64 25.797 1/64 51.197 1/64 76.597 1/64 101.997 3/64 1.191 32/01

Mori Seiki NMV Programming Listas completas de códigos G e M-codes para programadores de máquinas CNC que trabalham em centros de usinagem Mori Seiki. Imagem:HEINZ BAUMGARTNER AG Esses códigos G e M se aplicam aos seguintes modelos Mori Seiki com as unidades NC listadas abaixo. Modelo NMV150
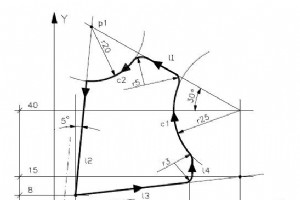
Exemplo de programação Osai GTL para maquinistas cnc que trabalham em máquinas cnc com controles cnc Osai 10 Series. Exemplo de programação Osai GTL N1 (DIS,EXAMPLE GTL)N2 l1=X70Y40,a150N3 l2=X8Y8,a-95N4 p1=l1,l2N5 l3=X8Y8,X70Y15N6 l4=X50Y,a90N7 c1=I70J40 r-25N8 c2=p1,r-20N9 F250 S800 T1.1 M6M3N
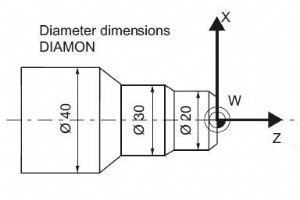
Sinumerik DIAMOF, DIAMON, DIAM90 O eixo X do torno CNC (eixo transversal) é programado como dimensionamento de diâmetro. Quando necessário, é possível alternar para o dimensionamento do raio no programa. DIAMOF ; Radius dimensioningDIAMON ; Diameter dimensioningDIAM90 ; Diameter dimensioning fo

WinNC O EMCO WinNC oferece aos maquinistas/programadores/estudantes cnc a oportunidade de instalar vários softwares de controle cnc em um único PC/laptop, para que possam ser treinados em todos os controles CNC da indústria comuns no mercado.Até nove cnc diferentes os controles podem ser instalados

Listas completas de códigos G/códigos M da série Fanuc 0-MC EMCO WinNC GE. Códigos G Código G Descrição G00 Posicionamento (transporte rápido) G01 Interpolação linear G02 Interpolação circular no sentido horário G03 Interpolação circular no sentido anti-horário G04 Habitar G09 Parada exata

EMCO WinNC SINUMERIK 810/820 T Programação de torneamento Códigos G / Códigos M / Listas completas de ciclos. Códigos G Código G Descrição G00 Posicionamento (transporte rápido) G01 Interpolação linear G02 Interpolação circular no sentido horário G03 Interpolação circular no sentido anti-horár

EMCO WinNC SINUMERIK 810/820M Programação de fresamento Códigos G / Códigos M / Listas completas de ciclos. Códigos G Código G Descrição G00 Transporte rápido G01 Interpolação linear G02 Interpolação circular no sentido horário G03 Interpolação circular no sentido anti-horário G04 Habitar

EMCO WinNC Heidenhain TNC 426 Lista completa de códigos M de programação conversacional. Códigos M Código M Descrição M0 Parada programada M1 Parada opcional (parada do programa apenas com opt. stop) M2 Fim do programa M3 Eixo LIGADO no sentido horário M4 Eixo LIGADO no sentido anti-horário

EMCO WinNC Série GE Fanuc 21 TB programando listas completas de códigos G / códigos M / ciclos. Códigos G Código G Descrição G00 Posicionamento (transporte rápido) G01 Interpolação linear (feed) G02 Interpolação circular no sentido horário G03 Interpolação circular no sentido anti-horário G

EMCO WinNC GE Série Fanuc 21 MB de programação Códigos G / listas completas de códigos M. Códigos G Código G Descrição G00 Posicionamento (transporte rápido) G01 Interpolação linear G02 Interpolação circular no sentido horário G03 Interpolação circular no sentido anti-horário G04 Habitar G

Listas completas de códigos G/códigos M da série Fanuc 0-TC EMCO WinNC GE. Códigos G Código G Descrição G00 Posicionamento (transporte rápido) G01 Interpolação linear (feed) G02 Interpolação circular no sentido horário G03 Interpolação circular no sentido anti-horário G04 Habitar G7.1 Inte
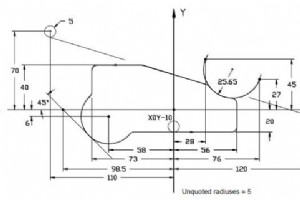
Enviado por:BEATA Desenho/Imagem Programa CNC N1 [PROFILE 1N2 $1M0X-93.1I63.5Y-40.5J59.5N3 G17N4 O1N5 T1N6 F1000S1200M3N7 G49I3N8 Z100RN9 X0Y-10RN10 Z2RN11 Z-10N12 G41K2N13 G13Y-20J0N14 G21I5N15 G13X56J90N16 G21N17 E1=G20X76Y27,G21I-25.65,G20X28Y45N18 E1N19 G21I5N20 G10X120Y0I-5N21 G11X-110Y70I-5N

Enviado por:BEATA Desenho/Imagem Programa CNC N1 [PROFILE 2N2 $1M0X-82.9I125.Y-63.9J69.1N3 G17N4 O1N5 T1N6 F1000S1200M3N7 G49I2N8 Z100RN9 X35Y25RN10 Z2RN11 Z-10N12 G41K2N13 G13Y15J0N14 G21I-20N15 E1=G13X105Y-10J-30N16 E1N17 E2=G13Y-25X0J180N18 E3=E1,G13X105Y0J-90,E2N19 E3N20 E2N21 G21I2.5N22 G13X8
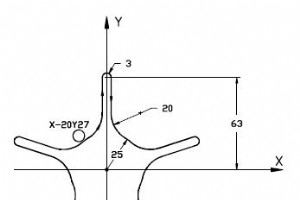
Enviado por:Brian Desenho/Imagem Programa CNC N1 [PROFILE 3N2 $1M0X-105.I103.Y-63.7J69.3N3 G17N4 O1N5 T1N6 F1000S1200M3N7 Z100RN8 X-20Y27RN9 Z2RN10 Z-10N11 G49I2N12 G41K2N13 L=1N14 G20X0Y0I-25N15 G21I10N16 G13X-3J90N17 G20X0Y63I-3N18 G13J-90N19 G21N20 G51J-72IN21 L1K4N22 G51J0N23 G50N24 G20X0Y0I-2
Fagor 8070 listas completas de códigos G/códigos M. Fresadora Fagor 8070 M Códigos G Códigos G Descrição G00 Transporte rápido. G01 Interpolação linear. G02 Interpolação circular (helicoidal) no sentido horário. G03 Interpolação circular (helicoidal) no sentido anti-horário. G04 Habitar G0
Máquina cnc





