


A tecnologia laser se transforma em uma ferramenta de torneamento
Na indústria de usinagem de precisão, os lasers não têm desempenhado um papel de destaque além da marcação e gravação de peças, mas foram adicionados aos tornos tipo suíço para cortar material de tubos principalmente para aplicações médicas. Os lasers têm sido úteis para criar pequenos orifícios e gerar ranhuras, espirais, formas helicoidais, viúvas e outras geometrias complexas em estoque canulado nessas máquinas.
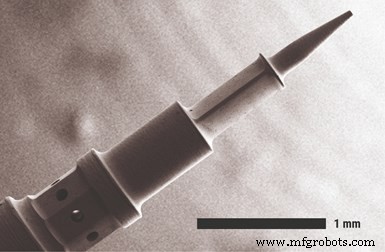
Agora, a nova tecnologia usa um laser para atuar como uma ferramenta de corte para "virar" peças de barstock sólido. Este processo, desenvolvido pela empresa alemã GFH GmbH, substitui a ferramenta de torneamento convencional por um laser sem contato que evapora o material com pulsos de laser ultracurtos, usando menos energia do que os métodos tradicionais de torneamento. O torno de precisão de alta velocidade GL.smart, disponível para clientes dos EUA através da GFH na Alemanha, é especialmente útil para microusinagem, permitindo alta precisão para peças pequenas e complexas que geralmente são delicadas e difíceis de usinar ao implementar processos de torneamento convencionais.
“Graças à remoção de material sem contato, a peça permanece livre de força e deformação durante todo o processo de usinagem”, explica Florian Lendner, CEO da GFH. “Isso significa que não há perda de precisão, mesmo com componentes muito finos e delicados.”
A máquina também divide o feixe de uma fonte de laser e o entrega em duas cabeças separadas, para que possa girar, fresar, perfurar e gravar duas peças ao mesmo tempo. Em termos de estrutura, imagine uma fresadora vertical de eixo duplo e palete duplo com cada estação capaz de torneamento e usinagem de cinco eixos.
Processamento sem contato
O coração da máquina é um laser de estado sólido bombeado por diodo que fornece pulsos em picossegundos ou femtossegundos na peça de trabalho. Essa técnica de “pulso sob demanda” permite o ajuste da entrada de calor no material, tornando a peça de trabalho menos propensa a superaquecer. Como resultado, nenhuma tensão ou parte

O uso de um laser de alta potência em combinação com a divisão de feixe permite o processamento simultâneo em duas estações. Créditos das fotos:GFH GmbH
ocorre deformação. A empresa diz que esse processo é adequado para componentes feitos de materiais muito duros e frágeis.
Embora o laser bombeado por diodo seja o laser padrão no GL.smart, dependendo das necessidades do cliente, o GFH pode fornecer diferentes tipos de fontes de laser que diferem em comprimento de onda, potência do laser ou largura de pulso. Usando esses pulsos de laser ultrarrápidos e ultracurtos, o máximo de material possível é removido por desbaste. Ao finalizar uma peça, a qualidade final é alcançada com menor energia do laser.
O raio laser pode ser direcionado para o meio da peça ou tangencialmente, dependendo da operação. Por exemplo, se o componente tem um diâmetro fixo para ser girado, o raio laser atinge o material tangencialmente. No entanto, se apenas certas áreas estiverem sendo usinadas em todo o diâmetro, como furos, o feixe de laser atinge o ponto médio do material.
A faixa de profundidades de material que o laser pode girar/remover em uma passagem depende do material e do próprio processo de torneamento. Com a remoção tangencial, a faixa do acabamento ao desbaste é de 1 mícron a 200 mícrons, e com o feixe de laser direcionado ao meio, a faixa é de 0,1 mícron a 10 mícrons (acabamento ao desbaste).
Após a usinagem, as peças acabadas são manuseadas e coletadas por retirada manual do sistema de fixação pelo operador ou por peças que caem em um recipiente abaixo da área de usinagem. Para remover o material erodido da máquina, o GL.smart é equipado com um sistema de sucção para coleta de aerossóis e poeira.
Recursos “inteligentes”
Oficinas de máquinas que fornecem para as indústrias médica e de relógios se beneficiarão especialmente dos recursos de microusinagem da GL.smart, de acordo com a GFH. Por exemplo, a máquina pode produzir microferramentas como pinças, microlâminas e implantes, bem como pivôs que são instalados em um mecanismo de relógio, diz a empresa.
Com a capacidade de usinar praticamente qualquer material, o torno a laser realiza operações de torneamento, furação, corte e gravação com alta velocidade e precisão, diz a empresa. A máquina também oferece usinagem combinada

Os recursos do GL.smart são diversos e variam de microferramentas médicas, como pinças e microlâminas, bem como pivôs que são instalados em um mecanismo de relógio.
bem como processamento paralelo em duas estações de fixação de eixo C simultaneamente, o que duplica a produtividade.
Devido ao movimento de cinco eixos, todas as operações podem ser executadas em uma configuração. Portanto, a peça de trabalho pode ser gravada, cortada, furada ou estruturada sem qualquer reaperto.
Os fusos da peça principal com rolamento de ar apresentam um acionamento de torque que pode ser usado para indexar/posicionar peças e girar até 3.500 rpm em 0,4 segundo. A concentricidade radial e axial em nanômetros permite a produção com tolerâncias de moagem. A máquina também fornece um sistema de pinça de tensão controlada por força. O tamanho compacto do GL.smart de 2.212 mm (L) × 1.026 mm (W) × 2.320 mm (H) está contido em uma caixa de vidro preto que fornece proteção contra radiação laser.
A máquina está disponível com até 16 eixos simultâneos, controlados pelo seu próprio sistema desenvolvido, GL.control. Cada estação de trabalho (o eixo Z é o mesmo para ambas as estações de trabalho; o eixo Y é separado para cada estação de trabalho) pode ser equipado com um fuso principal (eixos X e A) e uma unidade rotativa (X-, B- e eixo C). Os três eixos restantes são colocados na caixa óptica para manipulação do feixe.
CNC controla a precisão do laser
Programado e controlado por meio de seu software GL.control desenvolvido pela GFH, o controle numérico computadorizado (CNC) da máquina é composto por um computador que é o único responsável pelo software de controle numérico e outra unidade responsável pelo software operacional. O CNC integra as funções CAD/CAM assim como todos os seus subsistemas. O controlador lógico programável rápido (PLC) do GL.smart é projetado para processamento a laser e oferece acesso em tempo real para controle de laser para que o laser possa ser ligado com uma precisão de 40 nanômetros em toda a faixa de movimento dos eixos.
O processo para criar um programa CAD/CAM de corte para uma peça inclui:
- Enviando o arquivo 3D para o software da máquina
- Selecionando todas as geometrias a serem geradas
- Geração do código G para usinagem a laser
- Edição de parâmetros específicos do material
- Enviando para PLC
- Iniciando o trabalho de usinagem
A configuração do torno a laser para um novo tipo de peça a ser usinada pode ser simples ou um pouco mais complexa, dependendo do tamanho da matéria-prima, segundo Lendner. “Se a matéria-prima for do mesmo tamanho, basta alterar as configurações do software para criar um novo design”, diz ele. “Se for um novo tipo de tamanho de matéria-prima, a configuração óptica e o sistema de fixação também devem ser alterados.” A máquina aceita matéria-prima de até 12 mm de diâmetro e comprimento de até 2 m.
Construindo uma máquina personalizada
A GFH oferece vários complementos e acessórios para o GL.smart que ajudam os usuários a construir uma máquina personalizada para suas aplicações específicas. As opções incluem acessórios para automação, monitoramento e garantia de qualidade.
A máquina de torneamento a laser GL.smart fornece
Devido à crescente popularidade e muitas vezes necessidade de automação de oficinas mecânicas, uma adição de um sistema de manipulação de peças de trabalho de robô de seis eixos e alimentador de barras para o GL.smart está disponível. A implementação desta opção também oferece oportunidades para usinagem sem iluminação.
Outras opções para o torno a laser incluem uma unidade giratória giratória como contrafuso e um projeto de torneamento curto ou longo, ou ambos. A configuração da pinça e guia de peças define se a máquina tem um projeto de torneamento curto ou longo.
A GFH oferece os seguintes equipamentos como opcionais para o GL.smart que são facilmente programados através do GL.control.
Feixe de laser de baixa vibração: O GL.beam inclui o caminho completo do feixe do laser até a ótica do processo dentro da máquina. O laser é montado e alinhado sobre uma base de granito de acordo com as especificações do fabricante para operação de baixa vibração.
Sistema de fixação de precisão: Para fixação de peças repetidas, a máquina pode ser equipada com GL.clamp, um sistema de fixação de precisão da Erowa. A pedido, também estão disponíveis sistemas de fixação de outros fabricantes ou dispositivos de fixação a vácuo.
Modos de monitoramento e ajuste de feixe: Os sistemas laser podem ser estendidos pelos modos de operação GL.om3 e GL.om4. O modo de operação 3 é usado para monitoramento do processo e o modo de operação 4 é para ajuste do feixe.
Sistema de scanner: Para produção precisa de peças ou gravação profunda, a máquina pode ser equipada com um sistema de scanner chamado GL.scan. Posiciona o raio laser nas peças de trabalho através de dois espelhos galvo.
Sistema de medição óptica: O sistema de medição óptica, GL.vision, facilita o posicionamento do componente sob o laser e também oferece a possibilidade de medição óptica com a resolução de um microscópio.
Módulo óptico fixo: O módulo GL.optifix fornece óptica fixa para perfuração a laser, corte de precisão e ablação. Não há componentes móveis na ótica, reduzindo assim o erro de posicionamento para a precisão do sistema de eixos.
Módulo de distância: O módulo GL.distance está disponível para os mais altos requisitos de precisão para microfuração e corte de precisão. Desvios e tolerâncias da superfície da peça podem ser registrados e corrigidos antes da usinagem.
GFH GmbH | gfh-gmbh.de/pt/
Equipamento industrial
- Centro de torneamento CNC
- Cabeçote fixo e deslizante girando em uma máquina
- Torneamento Contínuo em Torno-fresadores
- Sobreposição de sequências de giro de ferramentas
- Centro de torneamento vertical para corte pesado
- Centro multitarefa de eixo duplo Quicktech TTS-42
- Torneio reinventado com PrimeTurning
- Compreendendo a precisão e o processo da tecnologia de corte a laser
- Corte a laser:tecnologia e oportunidades
- Sandvik apresenta novo conceito de torneamento