


Moldagem por injeção
COMPARTILHE ESTE ARTIGO
Neste guia você encontrará tudo o que precisa saber sobre moldagem por injeção. Domine os princípios básicos da tecnologia e aprenda rapidamente dicas de design práticas que economizarão tempo e reduzirão custos.
Parte 1
Noções básicas de moldagem por injeção
O que é uma moldagem por injeção? Como funciona e para que é utilizado? Nesta seção, respondemos a essas perguntas e mostramos exemplos comuns de peças moldadas por injeção para ajudá-lo a se familiarizar com a mecânica básica e as aplicações da tecnologia.
O que é moldagem por injeção?
A moldagem por injeção é uma tecnologia de fabricação para a produção em massa de peças plásticas idênticas com boas tolerâncias. Na moldagem por injeção, os grânulos de polímero são derretidos e depois injetados sob pressão em um molde, onde o plástico líquido esfria e solidifica. Os materiais utilizados na moldagem por injeção são polímeros termoplásticos que podem ser coloridos ou preenchidos com outros aditivos.
Quase todas as peças de plástico ao seu redor foram fabricadas por moldagem por injeção:desde peças de automóveis até caixas eletrônicas e utensílios de cozinha.
A moldagem por injeção é amplamente utilizada porque oferece um custo muito baixo por peça em altos volumes de produção, juntamente com excelente repetibilidade e forte flexibilidade de projeto. As principais limitações da moldagem por injeção são tipicamente económicas, uma vez que o processo requer um investimento inicial significativo em ferramentas. Tradicionalmente, o tempo de entrega desde o projeto até a produção pode levar várias semanas, embora os fluxos de trabalho modernos de fabricação digital possam agora produzir peças moldadas em apenas uma semana, em alguns casos.
Como funciona a moldagem por injeção personalizada
Uma máquina de moldagem por injeção consiste em três partes principais:a unidade de injeção, o molde (o coração de todo o processo) e a unidade de fixação/ejetora.
Nesta seção, examinamos a finalidade de cada um desses sistemas e como sua mecânica básica de operação afeta o resultado final do processo de moldagem por injeção.
Vantagens e desvantagens da moldagem por injeção
A moldagem por injeção é uma tecnologia de fabricação estabelecida com uma longa história, mas está sendo constantemente refinada e aprimorada com novos avanços tecnológicos.
Abaixo está um resumo das principais vantagens e desvantagens da moldagem por injeção para ajudá-lo a entender se ela é a solução certa para sua aplicação.
Benefícios da moldagem por injeção
Fabricação em alto volume de plásticos
A moldagem por injeção é a tecnologia mais competitiva em termos de custo para a fabricação de grandes volumes de peças plásticas idênticas. Depois que o molde é criado e a máquina configurada, peças adicionais podem ser fabricadas muito rapidamente e com custo muito baixo.
O volume mínimo de produção recomendado para moldagem por injeção é de 500 unidades. Neste ponto, as economias de escala são levadas em consideração e os custos iniciais relativamente elevados das ferramentas têm um efeito menos proeminente no preço unitário.
Vasta variedade de materiais
Quase todos os materiais termoplásticos (e alguns termofixos e silicones) podem ser moldados por injeção. Isso permite uma ampla gama de materiais disponíveis com diversas propriedades físicas para projetar.
As peças produzidas por moldagem por injeção apresentam propriedades físicas muito boas. As propriedades podem ser adaptadas usando aditivos como fibras de vidro ou misturando pellets, como PC/ABS, para obter resistência, rigidez ou resistência ao impacto específicas.
Produtividade muito alta
O ciclo típico de moldagem por injeção dura de 15 a 60 segundos. Isto depende do tamanho da peça e da complexidade do molde. Em comparação, a usinagem CNC ou a impressão 3D podem levar de minutos a horas para produzir a mesma geometria. Além disso, um único molde pode acomodar múltiplas peças, aumentando ainda mais a capacidade de produção deste processo de fabricação. Isto significa que centenas (ou mesmo milhares) de peças idênticas podem ser produzidas a cada hora.
Ótima repetibilidade e tolerâncias
O processo de moldagem por injeção é altamente repetível e as peças produzidas são essencialmente idênticas. É claro que algum desgaste ocorre no molde ao longo do tempo, mas um molde de alumínio piloto típico dura de 5.000 a 10.000 ciclos, enquanto os moldes de produção em escala real de aço para ferramentas podem suportar mais de 100.000 ciclos.
Este nível de precisão é suficiente para a maioria das aplicações e comparável à usinagem CNC e à impressão 3D. Tolerâncias mais restritas são possíveis, mas dependem da contração do material. Por exemplo, o polipropileno (PP) encolhe mais do que o policarbonato (PC), tornando mais difícil manter dimensões apertadas.
Excelente aparência visual
Um ponto forte da moldagem por injeção é que ela pode produzir produtos acabados que precisam de pouco ou nenhum acabamento extra. As superfícies do molde podem ser polidas em um grau muito alto para criar peças semelhantes a espelhos, ou podem ser jateadas para criar superfícies texturizadas. Os padrões SPI determinam o nível de acabamento que pode ser alcançado.
Obtenha as recomendações de acabamento/compatibilidade de materiais →
Limitações da moldagem por injeção
Custos iniciais de ferramentas
Uma das principais considerações econômicas na moldagem por injeção é o custo inicial do ferramental, uma vez que um molde personalizado deve ser fabricado para cada geometria da peça. Esses custos de ferramentas estão associados principalmente ao projeto e produção de moldes e normalmente variam de cerca de US$ 250 a US$ 1.000 para moldes mais simples, embora ferramentas mais complexas possam custar significativamente mais. Como o custo do molde é distribuído pelo número total de peças produzidas, a moldagem por injeção torna-se cada vez mais econômica em volumes de produção médios a altos.
Mudanças de design custam caro
Depois que um molde é fabricado, é muito caro modificá-lo. As alterações de design geralmente exigem a criação de um novo molde do zero. Por esse motivo, projetar corretamente uma peça para moldagem por injeção é muito importante.
Na Parte 2, listamos as considerações de projeto mais importantes que você deve ter em mente ao projetar para moldagem por injeção. Na Parte 5, também veremos como você pode mitigar o risco criando protótipos físicos de suas peças.
Prazos de entrega mais longos em comparação com outras tecnologias
O tempo de resposta típico para moldagem por injeção varia entre 6 a 10 semanas. Leva de 4 a 6 semanas para fabricar o molde, além de mais 2 a 4 semanas para produção e envio.
Se forem necessárias alterações no projeto (uma ocorrência comum), o tempo de resposta aumenta proporcionalmente.
Por outro lado, as peças fabricadas em uma impressora 3D de mesa podem estar prontas para entrega durante a noite, enquanto os sistemas de impressão 3D industriais têm um prazo de entrega típico de três a cinco dias. As peças usinadas CNC são normalmente entregues em 10 dias ou em até cinco dias.
Projeto para moldagem por injeção
Existem vários fatores que podem afetar a qualidade do produto final e a repetibilidade do processo. Para obter todos os benefícios do processo, o designer deve seguir certas diretrizes de design.
Nesta seção, descrevemos defeitos comuns de moldagem por injeção e diretrizes básicas e avançadas a serem seguidas ao projetar peças, bem como recomendações sobre como manter os custos no mínimo.
Defeitos comuns em moldagem por injeção
A maioria dos defeitos na moldagem por injeção está relacionada ao fluxo do material fundido ou à taxa de resfriamento não uniforme durante a solidificação.
Abaixo está uma lista de defeitos que você deve ter em mente ao projetar uma peça para moldagem por injeção. Na próxima seção, mostraremos como você pode evitar cada um deles seguindo boas práticas de design.
Lidando com reduções
O molde mais simples (o molde de tração direta) consiste em duas metades. No entanto, recursos com recortes (como os dentes de uma rosca ou o gancho de uma junta de encaixe rápido) podem não ser fabricados com um molde de tração direta. Isso ocorre porque o molde não pode ser usinado CNC ou porque o material está impedindo a ejeção da peça.
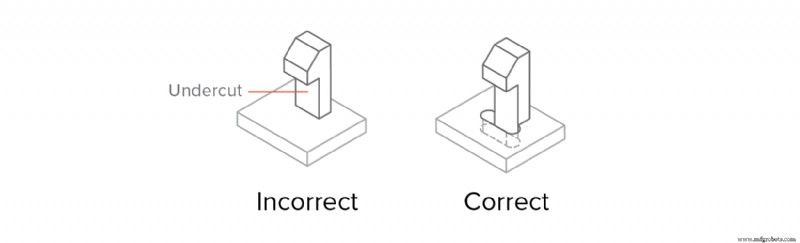
Rebaixos na moldagem por injeção são características de peças que não podem ser fabricadas com um molde simples de duas partes, porque o material fica no caminho enquanto o molde abre ou durante a ejeção.
Recursos de design comuns
Aprenda como projetar os recursos mais comuns vistos em peças moldadas por injeção com estas orientações práticas. Use-os para melhorar a funcionalidade de seus projetos, ao mesmo tempo em que segue as regras básicas de projeto.
Parte 2
Existem vários fatores que podem afetar a qualidade do produto final e a repetibilidade do processo. Para obter todos os benefícios do processo, o designer deve seguir certas diretrizes de design.
Nesta seção, descrevemos defeitos comuns de moldagem por injeção e diretrizes básicas e avançadas seguir ao projetar peças, incluindo recomendações para manter os custos no mínimo.
Defeitos comuns em moldagem por injeção
A maioria dos defeitos na moldagem por injeção está relacionada ao fluxo do material fundido ou à sua taxa de resfriamento não uniforme durante a solidificação.
Aqui está uma lista de defeitos que você deve ter em mente ao projetar uma peça para moldagem por injeção. Na próxima seção, veremos como você pode evitar cada um deles seguindo boas práticas de design.
Deformação
Quando certas seções esfriam (e, como resultado, encolhem) mais rápido do que outras, a peça pode dobrar permanentemente devido a tensões internas.
Peças com espessura de parede não constante são mais propensas a empenar.
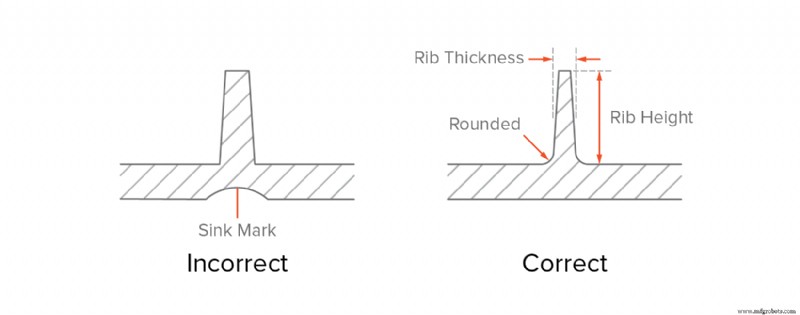
Marcas de afundamento
Quando o interior de uma peça solidifica antes de sua superfície, pode aparecer um pequeno recesso em uma superfície plana, chamado marca de afundamento.
Peças com paredes grossas ou nervuras mal projetadas são mais propensas a afundar.
Marcas de arrastar
À medida que o plástico encolhe, ele aplica pressão no molde. Durante a ejeção, as paredes da peça deslizarão e rasparão no molde, o que pode resultar em marcas de arrasto.
Peças com paredes verticais (e sem ângulo de saída) são mais propensas a arrastar marcas.
Linhas de tricô
Quando dois fluxos se encontram, podem ocorrer pequenas descolorações semelhantes a cabelos. Estas linhas de malha afetam a estética das peças, mas também geralmente diminuem a resistência da peça.
Peças com mudanças abruptas de geometria ou furos são mais propensas a linhas de tricô.
Planos curtos
O ar preso no molde pode inibir o fluxo do material durante a injeção, resultando em uma peça incompleta. Um bom design pode melhorar a fluidez do plástico derretido.
Peças com paredes muito finas ou nervuras mal projetadas são mais propensas a golpes curtos.
Lidando com reduções
O molde mais simples (o molde reto) consiste em 2 metades. No entanto, recursos com recortes (como os dentes de uma rosca ou o gancho de uma junta de encaixe rápido) podem não ser fabricados com um molde de tração direta. Isso ocorre porque o molde não pode ser usinado CNC ou porque o material está impedindo a ejeção da peça.
Rebaixos na moldagem por injeção são características de peças que não podem ser fabricadas com um molde simples de duas partes, porque o material fica no caminho enquanto o molde abre ou durante a ejeção.
Os dentes de uma rosca ou o gancho de uma junta de encaixe são exemplos de recortes.
Aqui estão algumas idéias para ajudá-lo a lidar com cortes inferiores:
Evite cortes inferiores usando fechamentos
Evitar totalmente as reduções pode ser a melhor opção . Os cortes inferiores sempre acrescentam custos, complexidade e requisitos de manutenção ao molde. Um redesenho inteligente muitas vezes pode eliminar reduções.
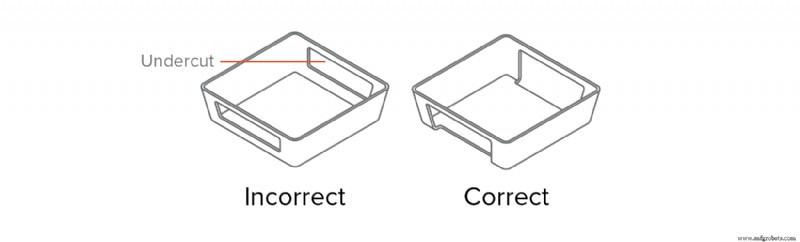
Os fechamentos são um truque útil para lidar com rebaixos nas regiões internas da peça (para encaixes rápidos) ou nas laterais da peça (para furos ou alças).
Abaixo estão alguns exemplos de como as peças moldadas por injeção podem ser reprojetadas para evitar cortes inferiores:essencialmente, o material é removido na área sob o corte inferior, eliminando totalmente o problema.
Mover a linha de partição
A maneira mais simples de lidar com um corte inferior é mover a linha de partição do molde para cruzá-la.
Esta solução é adequada para muitos projetos com recortes em uma superfície externa. Não se esqueça de ajustar os ângulos de inclinação de acordo.
Use um corte inferior (bumpoffs)
Os cortes inferiores (também conhecidos como relevos) podem ser usados quando o recurso é flexível o suficiente para deformar-se sobre o molde durante a ejeção . Os recortes de decapagem são usados para fabricar as roscas em tampas de garrafas.
Os cortes inferiores só podem ser usados nas seguintes condições:
- O corte inferior de remoção deve estar localizado longe dos recursos de reforço , como cantos e costelas.
- O corte inferior deve ter um ângulo de ataque de 30º a 45º graus.
- A peça moldada por injeção deve ter espaço e deve ser flexível o suficiente para expandir e deformar.
Recomenda-se evitar a remoção de reentrâncias em peças feitas de plástico reforçado com fibra. Normalmente, plásticos flexíveis como PP, HDPE ou Nylon (PA) podem tolerar cortes inferiores de até 5% do seu diâmetro.
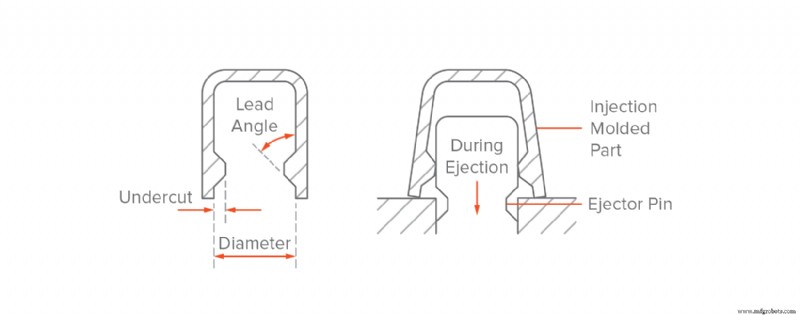 *Exemplo de peça com remoção de cortes inferiores. A peça é deformada ao ser empurrada para fora do molde.*
*Exemplo de peça com remoção de cortes inferiores. A peça é deformada ao ser empurrada para fora do molde.* Deslizar ações secundárias e núcleos
Ações laterais deslizantes e núcleos são usados quando não é possível redesenhar a peça moldada por injeção para evitar cortes inferiores.
Os núcleos de ação secundária são inserções que deslizam quando o molde fecha e deslizam para fora antes de abrir. Lembre-se de que esses mecanismos agregam custo e complexidade ao molde.
Siga estas diretrizes ao projetar ações paralelas:
- É preciso haver espaço para o núcleo entrar e sair . Isso significa que o recurso deve estar do outro lado da peça.
- As ações secundárias devem mover-se perpendicularmente . Mover-se em um ângulo diferente de 90° é mais complicado, aumentando os custos e os prazos de entrega.
- Não se esqueça de adicionar ângulos de inclinação ao seu design normalmente, levando em consideração o movimento do núcleo de ação lateral.
Recursos de design comuns
Aprenda como projetar os recursos mais comuns encontrados em peças moldadas por injeção com estas orientações práticas. Use-os para melhorar a funcionalidade de seus projetos, ao mesmo tempo em que segue as regras básicas de projeto.
Fixadores roscados (ressaltos e inserções)
Existem 3 maneiras de adicionar fixadores a uma peça moldada por injeção:projetando uma rosca diretamente na peça, adicionando uma saliência onde o parafuso pode ser fixado ou incluindo uma inserção roscada.
Modelando uma rosca diretamente na peça é possível, mas não recomendado, pois os dentes da rosca são essencialmente rebaixos, aumentando drasticamente a complexidade e o custo do molde (falaremos mais sobre rebaixos em uma seção posterior). Um exemplo de peça moldada por injeção com rosca são as tampas de garrafas.
Chefes
Os ressaltos são muito comuns em peças moldadas por injeção e são usados como pontos de fixação ou montagem . Consistem em projeções cilíndricas com furos destinados a receber parafusos, insertos roscados ou outros tipos de ferragens de fixação e montagem. Uma boa maneira de pensar em um chefe é como uma costela que se fecha sobre si mesma em um círculo.
As saliências são utilizadas como pontos de fixação ou fixação (em conjunto com parafusos auto-roscantes ou inserções roscadas).
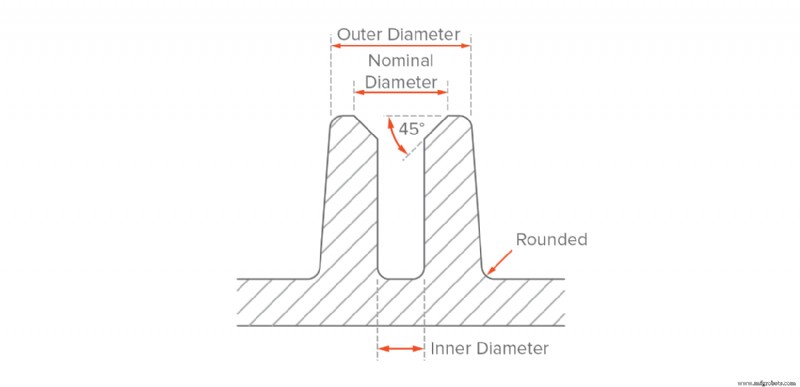 *Design recomendado de um chefe*
*Design recomendado de um chefe* Quando ressaltos são usados como __pontos de fixação__, o diâmetro externo do ressalto deve ser 2x o diâmetro nominal do parafuso ou inserto e seu diâmetro interno igual ao diâmetro do núcleo do parafuso. O furo da saliência deve se estender até o nível da parede base, mesmo que a profundidade total não seja necessária para a montagem, para manter uma __espessura de parede uniforme__ em todo o recurso. Adicione um chanfro para facilitar a inserção do parafuso ou inserto.
__Para melhores resultados:__
Evite projetar chefes que se fundem nas paredes principais
Apoie as saliências com nervuras ou conecte-as a uma parede principal
Para ressaltos com pastilhas, utilize um diâmetro externo igual a 2× o tamanho nominal da pastilha
Tópicos
inserções roscadas de metal pode ser adicionado a peças moldadas por injeção de plástico para fornecer um orifício roscado durável para fixadores, como parafusos de máquina. A vantagem do uso de insertos é que eles permitem muitos ciclos de montagem e desmontagem .
As pastilhas são instaladas em peças moldadas por injeção por meio de inserção térmica, ultrassônica ou no molde. Para projetar um ressalto que receberá um inserto roscado, utilize orientações semelhantes às acima, usando o diâmetro do inserto como dimensão guia.
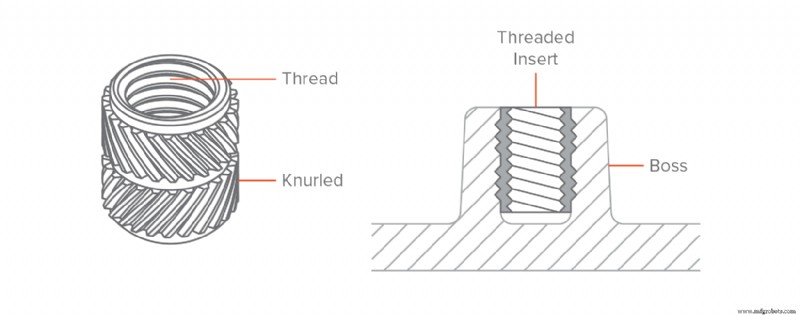 *Uma inserção rosqueada colocada em uma saliência*
*Uma inserção rosqueada colocada em uma saliência* __Para melhores resultados:__
Evite adicionar roscas diretamente na sua peça moldada por injeção
Projete ressaltos com diâmetro externo igual a 2x o diâmetro nominal do parafuso ou inserto
Adicione um relevo de 0,8 mm nas bordas da linha
Use uma rosca com passo maior que 0,8 mm (32 roscas por polegada)
Use um fio trapezoidal ou de contraforte
Melhor maneira de lidar com os cortes criados:
Use uma rosca com passo maior que 0,8 mm (32 roscas por polegada)
Para roscas externas, coloque-as ao longo da linha de partição
Costelas
Quando mesmo a espessura máxima de parede recomendada não é suficiente para atender aos requisitos funcionais de uma peça, podem ser utilizadas nervuras para melhorar sua rigidez.
Ao projetar costelas:
● Use uma espessura igual a 0,5 × espessura da parede principal
● Defina uma altura menor que 3 × espessura da nervura
● Use um filete base com raio maior que ¼ × espessura da nervura
● Adicione um ângulo de inclinação de pelo menos 0,25° - 0,5°
● Adicione um min. distância entre nervuras e paredes de 4 × espessura da nervura
Juntas de encaixe
As juntas de encaixe são uma forma muito simples, económica e rápida de unir duas peças sem fixadores ou ferramentas . Existe uma ampla gama de possibilidades de design para juntas de encaixe rápido.
Como regra geral, a deflexão de uma junta de encaixe depende principalmente do seu comprimento e da força permitida que pode ser aplicado sobre ela em sua largura (já que sua espessura é mais ou menos definida pela espessura da parede da peça). Além disso, as juntas de encaixe são outro exemplo de cortes inferiores.
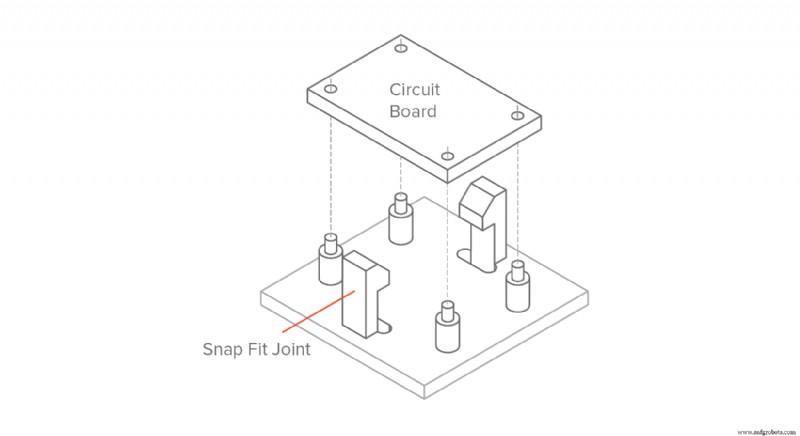 *Exemplo de montagem com juntas de encaixe*
*Exemplo de montagem com juntas de encaixe* No exemplo acima, o projeto de junta de encaixe mais comum (conhecido como __junta de encaixe cantilever__) é mostrado. Tal como acontece com as nervuras, adicione um ângulo de inclinação às juntas de encaixe e use uma espessura mínima de 0,5x a espessura da parede.
Diretrizes específicas sobre o projeto de juntas de encaixe instantâneo são um assunto importante que vai além do escopo deste artigo. Para obter informações mais detalhadas, consulte este artigo do MIT.
Para melhores resultados:
Adicione um ângulo de inclinação às paredes verticais das suas juntas de encaixe rápido
Projete encaixes com espessura superior a 0,5x a espessura da parede
Ajuste sua largura e comprimento para controlar sua deflexão e força permitida
Dobradiças vivas
As dobradiças vivas são seções finas de plástico que conectam 2 segmentos de uma peça e permitir que ela flexione e dobre . Normalmente, essas dobradiças são incorporadas em recipientes produzidos em massa, como garrafas plásticas. Uma dobradiça viva bem projetada pode durar até um milhão de ciclos sem falhar.
O material usada para moldar por injeção, uma dobradiça viva deve ser flexível. Polipropileno (PP) e Polietileno (PE) são boas escolhas para aplicações de consumo e Nylon (PA) para usos de engenharia.
Uma dobradiça bem projetada é mostrada abaixo. A espessura mínima recomendada da dobradiça varia entre 0,20 e 0,35 mm, com espessuras maiores resultando em peças mais duráveis, porém mais rígidas.
{{img}}
*Exemplo de dobradiça viva (esquerda) e dimensões de projeto recomendadas para PP ou PE (direita)*
Antes de ir para a produção em larga escala, prototipar suas dobradiças residenciais usando usinagem CNC ou impressão 3D para determinar a geometria e a rigidez que melhor se adaptam à sua aplicação. Adicione filetes generosos e design de ombros com espessura de parede uniforme como corpo principal da peça para melhorar o fluxo de material no molde e minimizar as tensões. Divida dobradiças com mais de 150 mm em dois (ou mais) para melhorar a vida útil.
Para obter diretrizes detalhadas, consulte este guia do MIT.
Para melhores resultados :
-
Projeto de dobradiças com espessura entre 0,20 e 0,35 mm
-
Selecione um material flexível (PP, PE ou PA) para peças com dobradiças vivas
-
Utilize ombros com espessura igual à espessura da parede principal
-
Adicione filetes tão grandes quanto possível
Costelinhas esmagadas
Crush Ribs são pequenas características salientes que deformam para criar atrito quando diferentes componentes são unidos, garantindo sua posição.
As nervuras de esmagamento podem ser uma alternativa econômica para a fabricação de furos de alta tolerância para ajustes apertados . Eles são comumente usados para alojar rolamentos ou eixos e outras aplicações de ajuste por pressão.
Um exemplo de peça com nervuras de esmagamento é mostrado abaixo. Recomenda-se o uso de três costelas de esmagamento para garantir um bom alinhamento. A altura/raio recomendado para cada costela é de 2 mm . Adicione uma interferência mínima de 0,25 mm entre a nervura de esmagamento e a peça montada. Devido ao pequeno contato superficial com o molde, as nervuras de esmagamento podem ser projetadas sem um ângulo de inclinação.
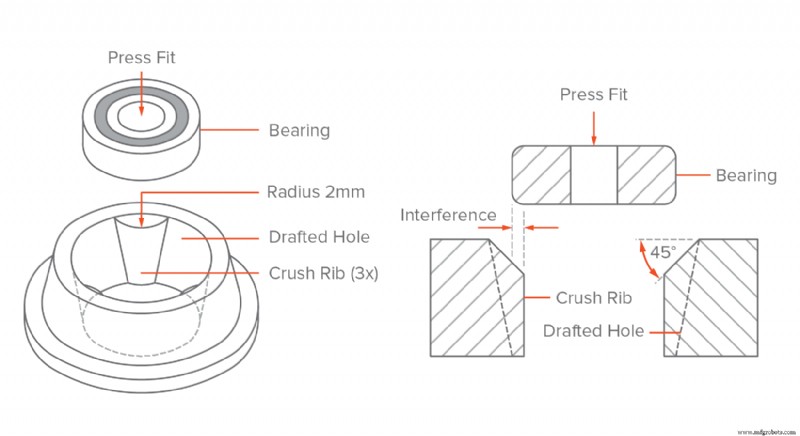 *Exemplo de uma nervura de esmagamento (esquerda) e dimensões de projeto recomendadas (direita)*
*Exemplo de uma nervura de esmagamento (esquerda) e dimensões de projeto recomendadas (direita)* __Para melhores resultados:__
Adicione uma interferência mínima de 0,25 mm entre a nervura de esmagamento e o componente
Não adicione um ângulo de inclinação nas paredes verticais de uma nervura de esmagamento
Letras e símbolos
O texto é um recurso muito comum que pode ser útil para logotipos, etiquetas, avisos, diagramas e instruções, economizando despesas com etiquetas adesivas ou pintadas.
Ao adicionar texto, escolha texto em relevo em vez do texto gravado, pois é mais fácil de usinar CNC no molde e, portanto, mais econômico.
Também aumentando o texto em 0,5 mm acima da superfície da peça garantirá que as letras sejam fáceis de ler. Recomendamos selecionar um estilo de fonte arredondado e em negrito com espessura de linha uniforme, com tamanho de 20 pontos ou maior. Alguns exemplos de fontes incluem:Century Gothic Bold, Arial e Verdana.
Use texto em relevo (0,5 mm de altura) em vez de texto gravado
Use uma fonte com espessura uniforme e tamanho mínimo de fonte de 20 pontos
Alinhe o texto perpendicularmente à linha de partição
Use uma altura (ou profundidade) superior a 0,5 mm
Tolerâncias
A moldagem por injeção normalmente produz peças com tolerâncias de ± 0,250 mm (0,010").
Tolerâncias mais restritas são viáveis em determinadas circunstâncias (até ± 0,125 mm - e até ± 0,025 mm), mas aumentam drasticamente o custo.
Para pequenas tiragens de produção (<10.000 unidades), considere usar uma operação secundária (como perfuração) para melhorar a precisão. Isso garante a interferência correta da peça com outros componentes ou insertos (por exemplo, ao usar ajustes por pressão).
Regras de projeto para moldagem por injeção
Um dos maiores benefícios da moldagem por injeção é a facilidade com que geometrias complexas pode ser formada, permitindo que uma única peça atenda a múltiplas funções.
Uma vez fabricado o molde, essas peças complexas podem ser reproduzidas a um custo muito baixo. Mas alterações no projeto do molde em estágios posteriores de desenvolvimento podem ser muito caras, alcançando assim os melhores resultados na primeira vez é essencial. Siga as orientações abaixo para evitar os defeitos mais comuns na moldagem por injeção.
Use uma espessura de parede constante
Use uma espessura de parede uniforme em toda a peça (se possível) e evite seções grossas . Isto é essencial porque paredes não uniformes podem causar empenamento da peça à medida que o material fundido esfria.
Se seções de espessuras diferentes são necessários, faça com que a transição seja o mais suave possível usando um chanfro ou filete. Desta forma o material fluirá de maneira mais uniforme dentro da cavidade, garantindo que todo o molde fique totalmente preenchido.
Para melhores resultados:
Utilize uma espessura de parede uniforme dentro dos valores recomendados
Quando forem necessárias espessuras diferentes, suavize a transição usando um chanfro ou filete com comprimento 3x a diferença de espessura
Esvazie seções grossas
Seções espessas podem causar vários defeitos, incluindo empenamento e afundamento. Limitar a espessura máxima de qualquer seção do seu projeto aos valores recomendados, tornando-os ocos é essencial.
Para melhorar a resistência da seção oca, use nervuras para projetar estruturas de resistência e rigidez iguais, mas com espessura de parede reduzida. Uma peça bem projetada com seções ocas é mostrada abaixo:
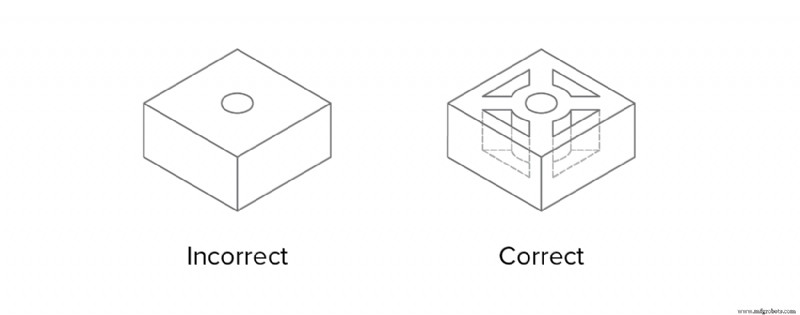 *Oco seções grossas e adicione nervuras para melhorar a rigidez*
*Oco seções grossas e adicione nervuras para melhorar a rigidez* As nervuras também podem ser usadas para melhorar a rigidez de __seções horizontais__ sem aumentar sua espessura. Lembre-se, porém, de que as limitações de espessura da parede ainda se aplicam. Exceder a espessura recomendada das nervuras (veja abaixo) pode resultar em marcas de afundamento.
 *As limitações de espessura da parede ainda se aplicam às nervuras*
*As limitações de espessura da parede ainda se aplicam às nervuras* Para melhores resultados:
Esvazie seções grossas e use nervuras para melhorar a resistência e a rigidez da peça
Costelas de design com máx. espessura igual a 0,5x a espessura da parede
Costelas de design com máx. altura igual a 3x a espessura da parede
Adicione transições suaves
Recomendado: 3 × diferença de espessura da parede
Às vezes, seções com diferentes espessuras de parede não podem ser evitadas. Nestes casos, utilize um chanfro ou filete para tornar a transição o mais suave possível.
Da mesma forma, a base dos recursos verticais (como nervuras, ressaltos, encaixes) também deve ser sempre arredondada.
Arredondar todas as arestas
A espessura uniforme da parede A limitação também se aplica a arestas e cantos:a transição deve ser tão suave quanto possível para garantir um bom fluxo de material.
Para bordas internas , use um raio de pelo menos 0,5 x a espessura da parede . Para bordas externas , adicione um raio igual ao raio interno mais a espessura da parede . Desta forma você garante que a espessura das paredes seja constante em todos os lugares (até nos cantos).
Além disso, os cantos agudos resultam em concentrações de tensão que podem resultar em peças mais fracas.
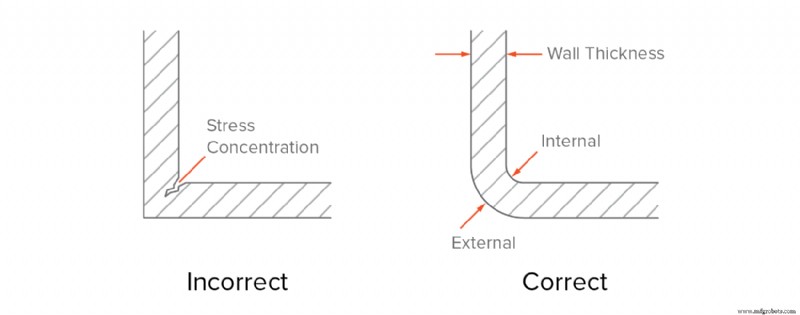 *Adicione raios largos a todas as bordas para manter a espessura uniforme da parede e evitar defeitos*
*Adicione raios largos a todas as bordas para manter a espessura uniforme da parede e evitar defeitos* Para melhores resultados:
Adicione um filete igual a 0,5x a espessura da parede aos cantos internos
Adicione um filete igual a 1,5x a espessura da parede aos cantos externos
Adicionar ângulos de inclinação
Para facilitar a ejeção da peça do molde, deve-se adicionar um ângulo de saída em todas as paredes verticais. Paredes sem ângulo de saída terão marcas de arrasto em sua superfície, devido ao alto atrito com o molde durante a ejeção.
Recomenda-se um ângulo de inclinação mínimo de 2°. Ângulos de inclinação maiores (até 5°) devem ser usados em estruturas mais altas.
Saiba mais sobre a importância dos ângulos de inclinação neste artigo →
Uma boa regra é aumentar o ângulo de saída em um grau para cada 25 mm . Por exemplo, adicione um ângulo de inclinação de 3o graus a um recurso com 75 mm de altura. Um ângulo de saída maior deve ser usado se a peça tiver um acabamento superficial texturizado . Como regra geral, adicione 1o a 2o graus extras aos resultados dos cálculos acima.
Lembre-se de que os ângulos de inclinação também são necessários para as costelas. Esteja ciente, porém, de que adicionar um ângulo reduzirá a espessura da parte superior da nervura, portanto, certifique-se de que seu projeto esteja em conformidade com a espessura mínima de parede recomendada.
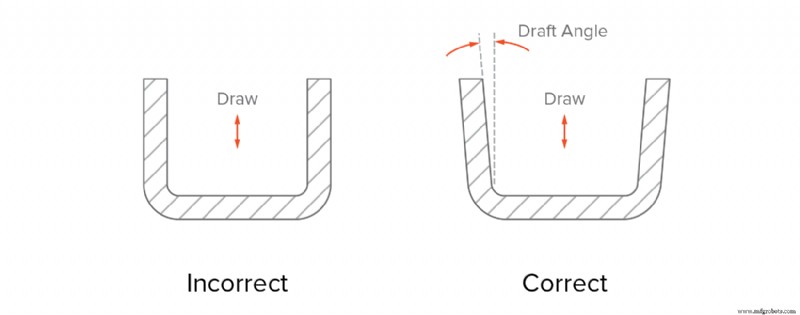 *Adicione um ângulo de inclinação (mínimo 2o) a todas as paredes verticais*
*Adicione um ângulo de inclinação (mínimo 2o) a todas as paredes verticais* __Para melhores resultados:__
Adicione um ângulo de inclinação mínimo de 2o graus a todas as paredes verticais
Para peças com mais de 50 mm de altura, aumente o ângulo de saída em um grau a cada 25 mm
Para peças com acabamento superficial texturizado, aumente o ângulo de inclinação em 1-2o graus extras
Parte 3
Materiais de moldagem por injeção
A moldagem por injeção é compatível com uma ampla variedade de plásticos. Nesta seção, você aprenderá mais sobre as principais características dos materiais mais populares. Também discutiremos os acabamentos de superfície padrão que podem ser aplicados em peças moldadas por injeção.
Materiais usados para moldagem por injeção
Todos os termoplásticos podem ser moldados por injeção. Alguns termofixos e silicones líquidos também são compatíveis com o processo de moldagem por injeção.
Também podem ser reforçados com fibras, partículas de borracha, minerais ou agentes retardadores de chama para modificar suas propriedades físicas. Por exemplo, a fibra de vidro pode ser misturada com os pellets em proporções de 10%, 15% ou 30% resultando em peças com maior rigidez.
Polipropileno (PP)
O plástico de moldagem por injeção mais comum. Excelente resistência química. Graus seguros para alimentos disponíveis. Não é adequado para aplicações mecânicas.
ABS
Termoplástico comum com alta resistência ao impacto, baixo custo e baixa densidade. Vulnerável a solventes.
Polietileno (PE)
Termoplástico leve com boa resistência ao impacto e resistência às intempéries. Adequado para aplicações externas.
Poliestireno (PS)
O plástico moldado por injeção com o menor custo. Graus seguros para alimentos disponíveis. Não é adequado para aplicações mecânicas.
Poliuretano (PU)
Termoplástico com alta resistência ao impacto e boas propriedades mecânicas e dureza. Adequado para moldar peças com paredes espessas.
Náilon (PA 6)
Termoplástico de engenharia com excelentes propriedades mecânicas e alta resistência química e à abrasão. Suscetível à umidade.
Policarbonato (PC)
O plástico com maior resistência ao impacto. Alta resistência térmica, resistência às intempéries e tenacidade. Pode ser colorido ou transparente.
PC/ABS
Blend of two thermoplastics resulting in high impact strength, excellent thermal stability, and high stiffness. Vulnerable to solvents.
POM (Acetal/Delrin)
Engineering thermoplastic with high strength, stiffness &moisture resistance and self-lubricating properties. Relatively prone to warping.
PEEK
High-performance engineering thermoplastic with excellent strength and thermal &chemical resistance. Used to replace metal parts.
Silicone rubber
Thermoset with excellent heat &chemical resistance and customizable shore hardness. Food-safe and medical grade available.
An additive that is commonly used to improve the stiffness of the injection molded parts is fiberglass. The glass fibers can be mixed with the pellets at ratios of 10%, 15% or 30%, resulting in different mechanical properties.
Colorant can be added to the mixture (at a ratio of about 3%) to create a great variety of colored parts. Standard colors include red, green, yellow, blue, black and white and they can be mixed to create different shades.
Surface finishes and SPI standards
Surface finishes can be used to give an injection molded part a certain look or feel. Besides cosmetic purposes surface finishes can also serve technical needs . For example, the average surface roughness (Ra) can dramatically influence the lifetime of sliding parts such as plain bearings.
Injection molded parts are not usually post-processed, but the mold itself can be finished to various degrees.
Keep in mind that rough surfaces increase the friction between the part and the mold during ejection, therefore a larger draft angle is required.
The Society of Plastics Industry (SPI) explains several standard finishing procedures that result in different part surface finishes.
A-2
A-3 Suitable for parts that require the smoothest surface finish for cosmetic or functional purposes (Ra less than 0.10 μm). The A-1 finish is suitable for parts with mirror-like finish and lenses. Semi-gloss finish The mold is smoothed with fine grit sandpaper, resulting in a fine surface finish. B-1
B-2
B-3 Suitable for parts that require a good visual appearance , but not a high glossy look. Matte finish The mold is smoothed using fine stone powder, removing all machining marks. C-1
C-2
C-3 Suitable for parts with low visual appearance requirements , but machining marks are not acceptable. Textured finish The mold is first smoothed with fine stone powder and then sandblasted, resulting in a textured surface. D-1
D-2
D-3 Suitable for parts that require a satin or dull textured surface finish. As-machined finish The mold is finished to the machinist's discretion. Tool marks will be visible. - Suitable for non-cosmetic parts , such industrial or hidden components.
When selecting a glossy surface finish, remember these useful tips:
- A high glossy mold finish is not equivalent to a high glossy finished product. It is significantly subject to other factors such as plastic resin used, molding condition and mold design. For example, ABS will produce parts with a higher glossy surface finish than PP. To find the recommended material and surface finish combination visit the appendix.
- Finer surface finishes require a higher grade material for the mold. To achieve a very fine polish, tool steels with the highest hardness are required. This has an impact on the overall cost (material cost, machining time and post-processing time).
Part 4
Cost reduction tips
Learn more about the main cost drivers in injection molding and actionable design tips that will help you reduce the costs of your project.
Cost drivers in injection molding
The biggest costs in injection molding are:
- Tooling costs determined by the total cost of designing and machining the mold
- Material costs determined by the volume of the material used and its price per kilogram
- Production costs determined by the total time the Injection molding machine is used
Tooling costs are constant (starting at $3,000 and up to $5,000). This cost is independent of the total number of manufactured parts, while the material and production costs are dependent on the production volume.
For smaller productions (1,000 to 10,000 units), the cost of tooling has the greatest impact on the overall cost (approximately 50-70%). So, it’s worthwhile altering your design accordingly to simplify the process of manufacturing of the mold (and its cost).
For larger volumes to full-scale production (10,000 to 100,000+ units), the contribution of the tooling costs to the overall cost is overshadowed by the material and production costs. So, your main design efforts should focus on minimizing both the volume part and the time of the molding cycle.
Here we collected some tips to help you minimize the cost of your Injection molded project.
Tip #1:Stick to the straight-pull mold
Side-action cores and the other in-mold mechanisms can increase the cost of tooling by 15% to 30%. This translates to a minimum additional cost for tooling of approximately $1,000 to $1,500.
In a previous section, we examined ways to deal with undercuts. To keep your production on-budget, avoid using side-action cores and other mechanisms unless absolutely necessary.
Tip #2:Redesign the injection molded part to avoid undercuts
Undercuts always add cost and complexity, as well as maintenance to the mold. A clever redesign can often eliminate undercuts.
Tip #3:Make the injection molded part smaller
Smaller parts can be molded faster resulting in a higher production output, making the cost per part lower. Smaller parts also result in lower material costs and reduce the price of the mold.
Tip #4:Fit multiple parts in one mold
As we saw in a previous section, fitting multiple parts in the same mold is common practice. Usually, 6 to 8 small identical parts can fit in the same mold, essentially reducing the total production time by about 80%.
Parts with different geometries can also fit in the same mold (remember, the model airplane example). This is a great solution for reducing the overall cost of assembly.
Here’s an advanced technique:
In some cases, the main body of 2 parts of an assembly is the same. With some creative design, you can create interlocks points or hinges at symmetrical locations, essentially mirroring the part. This way the same mold can be used to manufacture both halves, cutting the tooling costs in half.
Tip #5:Avoid small details
To manufacture a mold with small details require longer machining and finishing times. Text is an example of this and might even require specialized machining techniques such as electrical discharge machining (EDM) resulting in higher costs.
Tip #6:Use lower grade finishes
Finishes are usually applied to the mold by hand, which can be an expensive process, especially for high-grade finishes. If your part is not for cosmetic use, don’t apply a costly high-grade finish.
Tip #7:Minimize the part volume by reducing wall thickness
Reducing the wall thickness of your part is the best way to minimize the part volume. Not only does it mean less material is used, but also the injection molding cycle is greatly accelerated.
For example, reducing the wall thickness from 3 mm to 2 mm can reduce the cycle time by 50% to 75%.
Thinner walls mean that the mold can be filled quicker. More importantly, parts thinner parts cool and solidify much faster. Remember that about half the injection molding cycle is spent on the solidification of the part while the machine is kept idle.
Care must be taken through to not overly reduce the stiffness of the part which would downgrade its mechanical performance. Ribs in key locations can be used to increase stiffness.
Tip #8:Consider secondary operations
For lower volume productions (less than 1000 parts), it may be more cost effective to use a secondary operation to complete your injection molded parts. For example, you could drill a hole after molding rather than using an expensive mold with side-action cores.
Part 5
Start Injection molding
Once your design ready and optimized for injection molding, what’s next? In this section we’ll take you through the steps needed to start manufacturing with injection molding.
Step 1:Start small and prototype fast
Before you commit to any expensive injection molding tooling, first create and test a functional prototype of your design.
This step is essential for launching a successful product. This way design errors can be identified early, while the cost of change is still low.
There are 3 solutions for prototyping:
- 3D printing (with SLS, SLA or Material Jetting)
- CNC machining in plastic
- Low-run injection molding with 3D printed moldsThese processes can create realistic prototypes for form and function that closely resemble the appearance of the final injection molding product.
Use the information below as a quick comparison guide to decide which solution is best for your application.
Prototyping with 3D printing
Designs optimized for injection molding can be easily 3D printed
The prototyping solution with the lowest cost and fastest turnaround
Not every injection molding material is available for 3D printing
3D printed parts are 30-50% weaker than injection molded parts
Prototyping with CNC machining
Material properties identical to the injection molded parts
Excellent accuracy and finishing
Design modifications may be need, as different design restrictions apply
More expensive than 3D printing with longer lead time
Prototyping with low-run injection molding
The most realistic prototypes with accurate material properties
The actual process and mold design is simulated
The prototyping solution with the highest cost
Smaller availability than CNC or 3D printing
Step 2 :Make a “pilot run” (500 - 10,000 parts)
With the design finalized, it time to get started with Injection molding with a small pilot run.
The minimum order volume for injection molding is 500 units. For these quantities, the molds are usually CNC machined from aluminum. Aluminum molds are relatively easy to manufacture and low in cost (starting at about $3,000 to $5,000) but can withstand up to 5,000 - 10,000 injection cycles.
At this stage, the typical cost per part varies between $1 and $5, depending on the geometry of your design and the selected material. The typical lead time for such orders is 6-8 weeks.
Don’t get confused by the term “pilot run”. If you only require a few thousand parts, then this would be your final production step.
The parts manufactured with “pilot” aluminum molds have physical properties and accuracy identical to parts manufactured with “full-scale production” tool steel molds.
Step 3 :Scale up production (100,000+ parts)
When producing parts massive quantities of identical parts (from 10,000 to 100,000+ units) then special Injection molding tooling is required.
For these volumes, the molds are CNC machined from tool steel and can withstand millions of Injection molding cycles. They are also equipped with advanced features to maximize production speeds, such as hot-tip gates and intricate cooling channels.
The typical unit cost at this stage varies between a few cents to $1 and the typical lead time is 4 to 6 months, due to the complexity of designing and manufacturing the mold.
Part 6
Useful resources
In this guide we touched on everything you need to get started with injection molding - but there’s plenty more to learn.
Here are the most useful resources on injection molding and other digital manufacturing technologies if you want to delve deeper.
Other guides
Want to learn more about digital manufacturing? There are more technologies to explore:
Resina
- Greene Tweed faz parceria com Seal Dynamics para distribuição exclusiva na Ásia e no Brasil
- FACC enfatiza pré-impregnados de cura rápida, termoplásticos, compósitos de base biológica para sustentabilidade de aeroestrutura de última geração
- AeroLas visa a industrialização de fios de fibra de carbono
- A próxima década:Clareza com uma forte dose de incerteza
- Coexpair fornecerá prensa quente avançada para o novo laboratório de desenvolvimento de compósitos da Safran
- Semana Nacional de Composites:as 20 principais histórias da última década
- Novos horizontes na soldagem de compósitos termoplásticos
- GKN Aerospace nomeada fornecedora principal da Gulfstream G700
- Tecnologia de produção de painel de favo de mel termoplástico EconCore
- Agilyx colabora com Maire Tecnimont para projetos de reciclagem química global