


Impressão 3D versus usinagem CNC
Introdução
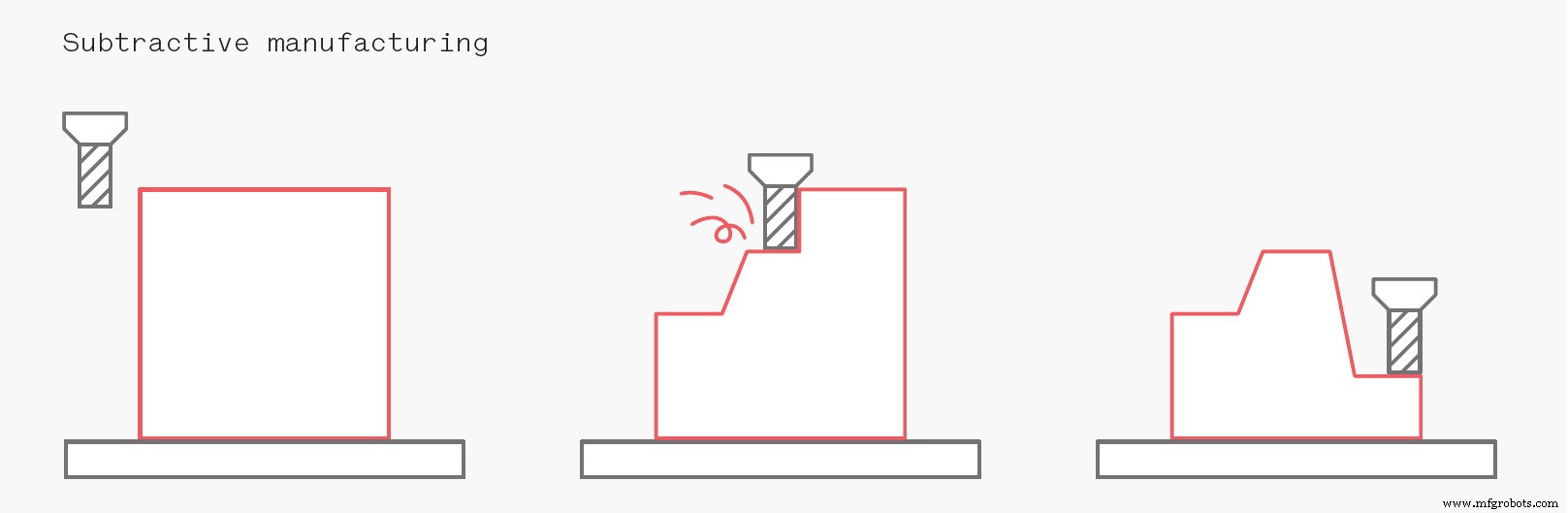
A usinagem CNC é uma fabricação subtrativa comum tecnologia. Ao contrário da impressão 3D, o processo normalmente começa com um bloco sólido de material (em branco) e remove o material para obter a forma final necessária, usando uma variedade de ferramentas ou cortadores rotativos afiados.
O CNC é um dos métodos de fabricação mais populares para pequenos trabalhos pontuais e produção de médio a alto volume. Oferece excelente repetibilidade, alta precisão e uma ampla gama de materiais e acabamentos de superfície.
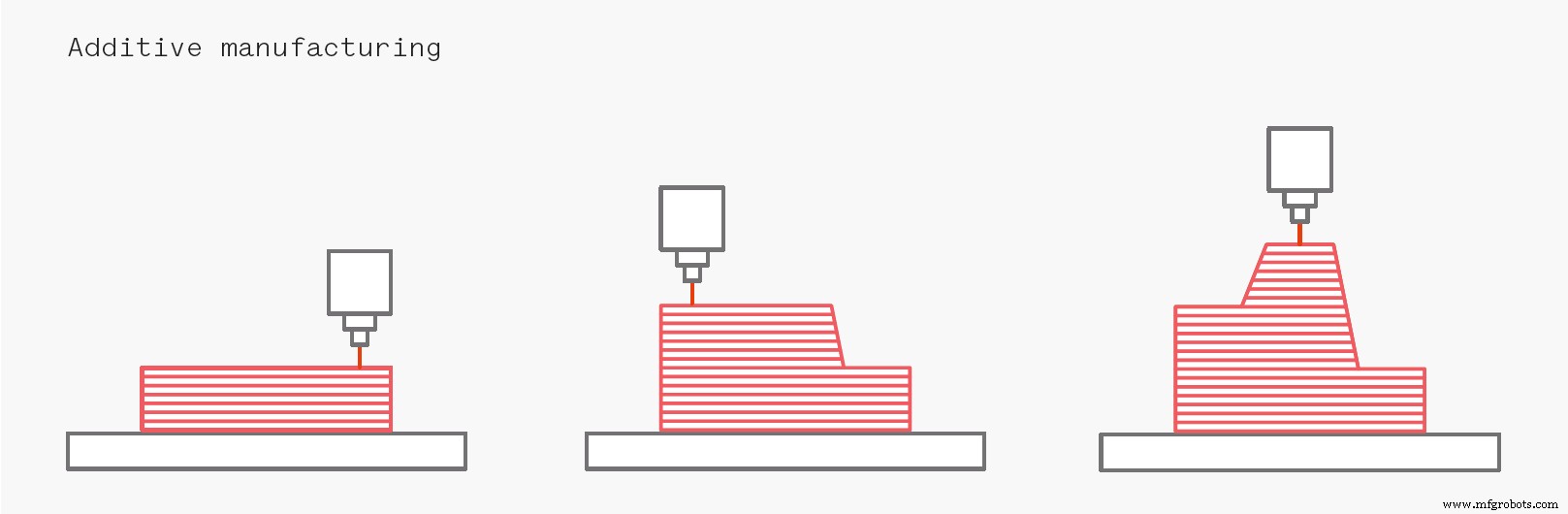
Os processos de manufatura aditiva (AM) ou impressão 3D constroem peças adicionando material uma camada de cada vez. Os processos de AM não requerem ferramentas ou acessórios especiais, portanto, os custos de configuração inicial são reduzidos ao mínimo.
Neste artigo, apresentamos as principais considerações sobre tecnologia para ajudá-lo a escolher a tecnologia certa para sua aplicação. Nós nos concentramos em peças funcionais e protótipos feitos de metais ou plásticos. Os processos de impressão 3D mais adequados para este fim são SLS ou FDM para plásticos e SLM/DMLS ou Binder Jetting para metais.
Selecionando a tecnologia certa
Ao escolher entre CNC e Manufatura Aditiva (AM), existem algumas diretrizes simples que podem ser aplicadas ao processo de tomada de decisão.
Como regra geral, todas as peças que podem ser fabricadas com esforço limitado por meio de um processo subtrativo geralmente devem ser usinadas em CNC. Geralmente, só faz sentido usar a impressão 3D nos seguintes casos:
- Quando os métodos tradicionais não conseguem produzir a parte, por exemplo, altamente complexa, otimizada para topologia geometrias.
- Quando uma volta rápida o tempo é crítico; As peças impressas em 3D podem ser entregues em 24h.
- Quando baixo custo é essencial; para pequenos volumes, a impressão 3D é geralmente mais barata que CNC.
- Quando há um número pequeno de peças idênticas necessárias (menos de 10).
- Quando materiais são necessários que não podem ser facilmente usinados, como superligas metálicas ou TPU flexível.
O CNC oferece maior precisão dimensional e produz peças com melhores propriedades mecânicas em todas as 3 dimensões, mas isso geralmente tem um custo maior, principalmente quando os volumes são pequenos.
Se forem necessárias maiores quantidades de peças (centenas ou mais), nem CNC nem AM podem ser uma opção de custo competitivo. As tecnologias tradicionais de conformação, como microfusão ou moldagem por injeção, geralmente são a opção mais econômica, devido aos mecanismos de economia de escala (ver figura).
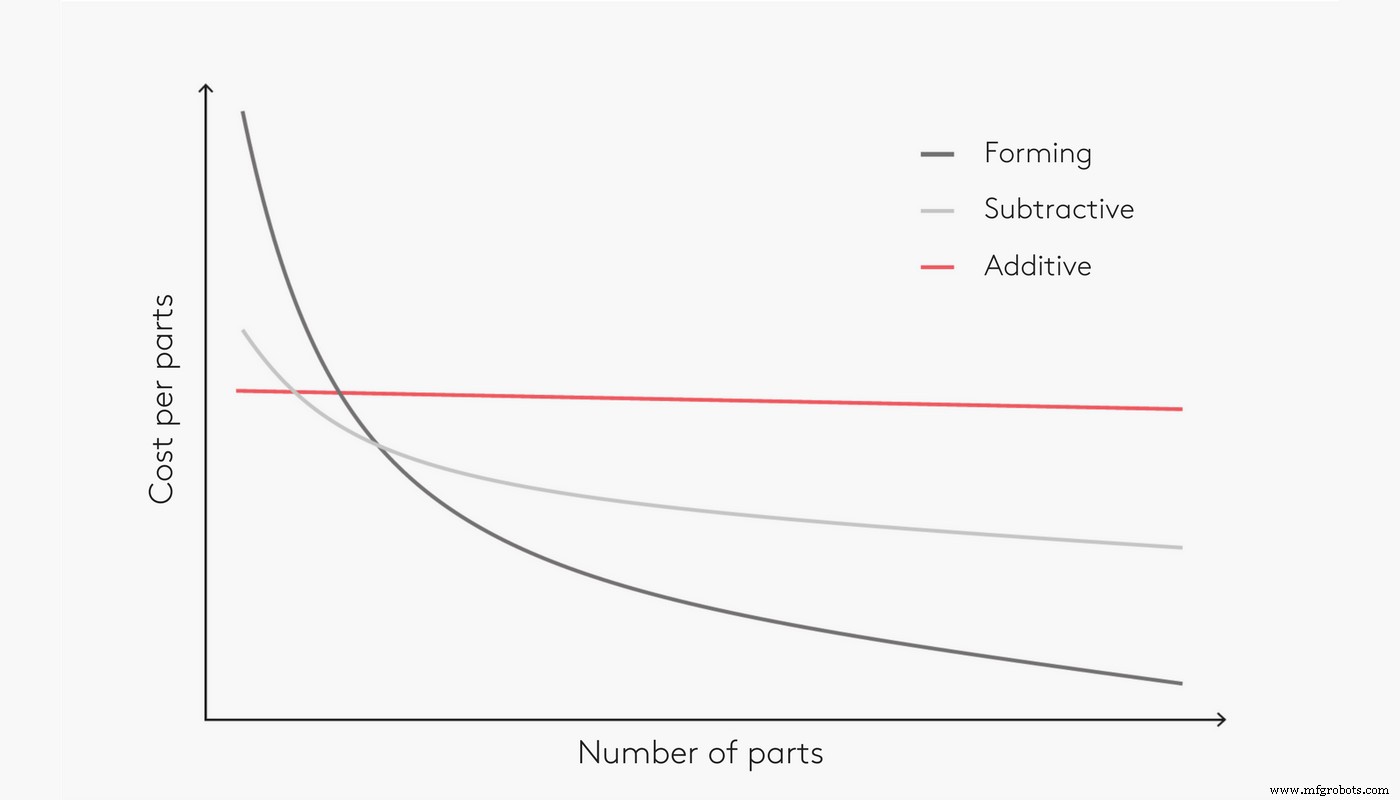
Tabela de referência de processo recomendada
| Não. de peças | 1 | 10 | 100 | 1000 |
| Plástico | Impressão 3D | Impressão 3D(considere:CNC) | CNC(considere:Moldagem por Injeção) | Moldagem por injeção |
| Metal | Impressão 3D e CNC* | CNC(considere:Impressão 3D) | CNC(considere:Fundição de Investimento) | Investimento ou Fundição |
*:altamente dependente da geometria da peça
Curioso sobre o custo de usinagem CNC e impressão 3D? Carregue seus arquivos CAD para uma cotação instantânea agora!
Obter cotação CNCObter cotação de impressão 3D
Características do processo
Precisão dimensional
A usinagem CNC oferece tolerância rígida e excelente repetibilidade . Peças muito grandes a muito pequenas podem ser usinadas em CNC com precisão. Devido ao formato da ferramenta de corte, os cantos internos sempre terão um raio, mas as superfícies externas podem ter arestas vivas e podem ser usinadas muito finas.
Diferentes sistemas de impressão 3D oferecem diferentes precisão dimensional. Máquinas industriais podem produzir peças com tolerâncias muito boas . Se forem necessárias folgas apertadas, as dimensões críticas podem ser impressas em 3D superdimensionadas e depois usinadas durante o pós-processamento.
A espessura mínima da parede das peças impressas em 3D é restrita pelo tamanho do efetor final (por exemplo, ao diâmetro do bico em FDM ou o tamanho do ponto do laser em SLS). Como as peças são fabricadas uma camada por vez, as linhas da camada podem ser visíveis, especialmente em superfícies curvas. O tamanho máximo da peça é relativamente pequeno, pois o processamento de impressão 3D geralmente exige um controle ambiental rigoroso.
| Tolerância | Mín. espessura da parede | Tamanho máximo da peça | |
|---|---|---|---|
| CNC | ± 0,025 - 0,125 mm * | 0,75 mm | Fresamento:2000 x 800 x 1000 mm Torno:Ø 500 mm |
| SLS | ± 0,300 mm | 0,7 - 1,0 mm | 300 x 300 x 300 mm |
| FDM | Industrial:± 0,200 mm Desktop:± 0,500 mm | 0,8 - 1,0 mm | Industrial:900 x 600 x 900 mm Desktop:200 x 200 x 200 mm |
| SLM/DMLS | ± 0,100 mm | 0,40 mm | 230 x 150 x 150 mm |
| Jato de ligante | ± 0,200 mm | 2,0 mm | 380 x 355 x 735 mm |
* :De acordo com o nível de tolerância especificado.
Materiais
O CNC é usado principalmente para usinagem de metais. Também pode ser usado para usinagem de termoplásticos, acrílicos, madeiras macias e folhosas, espumas de modelagem e cera de usinagem.
- Grandes propriedades mecânicas e térmicas com comportamento totalmente isotrópico.
- Restrições dimensionais devido ao tamanho em branco (usar um tamanho em branco não padrão aumentará o custo).
| Materiais CNC comuns | |
|---|---|
| Plásticos | ABS, Nylon, Policarbonato, PEEK |
| Metais | Alumínio, Aço Inoxidável, Titânio, Latão |
A impressão 3D é predominantemente usada com plásticos e em menor grau para os metais. Algumas tecnologias podem produzir peças de cerâmica, cera, areia e compósitos. Materiais de impressão 3D é um tópico complexo que é discutido mais detalhadamente em artigos dedicados da Base de Conhecimento.
- Grande variedade de materiais com uma ampla gama de propriedades físicas.
- Materiais difíceis de usinar (como TPU e superligas metálicas) podem ser impressos em 3D.
- Pode ter propriedades mecânicas menores em comparação com peças CNC (geralmente não são totalmente isotrópicas).
| Materiais comuns de impressão 3D | |
|---|---|
| Plásticos | Nylon, PLA, ABS, ULTEM, ASA, TPU |
| Metais | Alumínio, Aço Inoxidável, Titânio, Inconel |
Complexidade do modelo
Há uma série de limitações que devem ser consideradas ao projetar peças para usinagem CNC, incluindo acesso e folgas da ferramenta, pontos de retenção ou montagem, bem como a incapacidade de usinar cantos quadrados devido à geometria da ferramenta.
Algumas geometrias são impossíveis para máquinas CNC (mesmo com sistemas CNC de 5 eixos), pois a ferramenta não pode acessar todas as superfícies de um componente. A maioria das geometrias requer a rotação da peça para acessar os diferentes lados. O reposicionamento aumenta o tempo de processamento e mão de obra e podem ser necessários gabaritos e acessórios personalizados, afetando o preço final.

A impressão 3D tem muito poucas restrições de geometria em comparação com o CNC. Estruturas de suporte são necessárias na maioria das tecnologias, como FDM ou SLM/DMLS, e são removidas durante o pós-processamento.
Plástico geometrias orgânicas de forma livre podem ser facilmente fabricados com processos de fusão em leito de pó à base de polímeros, como SLS ou Multi Jet Fusion (MJF), pois não requerem suporte. A capacidade de produzir geometrias altamente complexas é um dos principais pontos fortes da impressão 3D.
Fluxo de trabalho de fabricação
Veja o que acontece nos bastidores ao fazer um pedido de impressão CNC ou 3D:
No CNC, um operador ou engenheiro experiente deve primeiro considerar a seleção da ferramenta, a velocidade do fuso, o caminho de corte e o reposicionamento da peça. Todos esses fatores afetam muito a qualidade final da peça e o tempo de construção. O processo de fabricação é trabalhoso, pois o bloco deve ser configurado manualmente na máquina. Após a usinagem, os componentes estão prontos para uso ou pós-processamento.
Na impressão 3D, o operador da máquina primeiro prepara o arquivo digital (escolhe a orientação e adiciona suporte) e depois o envia para a máquina, onde é impresso com pouca intervenção humana. Quando a impressão estiver concluída, a peça precisa ser limpa e pós-processada, que é o aspecto mais trabalhoso do fluxo de trabalho de fabricação de impressão 3D.
Pós-processamento
Vários métodos de pós-processamento podem ser aplicados a peças impressas em CNC e 3D que melhoram a funcionalidade ou a estética do componente como construído. As técnicas de pós-processamento mais comuns estão listadas abaixo:
| Métodos de pós-processamento | |
|---|---|
| CNC | Jato de esferas, anodização (tipo II ou tipo III), revestimento em pó |
| Impressão 3D | Jateamento de mídia, lixamento e polimento, micropolimento, chapeamento de metal |
Estudo de caso:prototipagem de um invólucro de plástico

Ao projetar um novo aparelho eletrônico, fabricar protótipos para o gabinete é fundamental para finalizar o produto antes da fabricação em massa. Para acelerar o tempo de desenvolvimento, lead time e baixo custo são os principais objetivos.
Os gabinetes eletrônicos geralmente têm encaixes de encaixe, dobradiças vivas ou outras juntas e fixadores de intertravamento. Todos esses recursos podem ser usinados em CNC ou impressos em 3D com FDM ou SLS.
CNC e SLS podem ser usados para criar protótipos de alta precisão e apelo estético, mas o FDM de mesa tem um tempo de execução muito menor e menor custo. Como o desempenho mecânico não é o objetivo principal deste projeto, os benefícios do CNC e SLS geralmente não compensam o custo e o tempo extra.
| CNC | FDM para computadores | SLS | |
|---|---|---|---|
| Custo | $$ | $ | $$ |
| Materiais comuns | ABS, Nylon | PLA, ABS, Nylon | Nilon |
| Prazo de execução | 1 - 2 semanas | 1 - 3 dias | Menos de uma semana |
| Precisão | ± 0,125 mm | ± 0,500 mm | ± 0,300 mm |
Estudo de caso:fabricação de suportes e componentes metálicos

Suportes de metal e outros componentes mecânicos podem suportar altas cargas e operar em temperaturas elevadas. Nesse caso, precisão dimensional e boas propriedades do material são os principais objetivos.
Se a geometria do modelo for simples (como os componentes da imagem acima), então o CNC é a melhor opção em termos de precisão, propriedades mecânicas e custo.
Quando a complexidade geométrica aumenta ou quando são necessários materiais mais exóticos, a impressão 3D em metal deve ser considerada. Componentes otimizados para peso e resistência (como os suportes da imagem abaixo) possuem estruturas orgânicas que são muito difíceis e caras de usinar.
CNC e impressão 3D de metal podem ser combinados para fabricar peças com formato orgânico e tolerâncias muito apertadas nos locais críticos.
| CNC | SLM/DMLS | Jato de ligante | |
|---|---|---|---|
| Custo | $$ | $$$$ | $$$ |
| Materiais comuns | Alumínio Aço Inoxidável Latão | Aço Inoxidável Alumínio Titânio Inconel Cobalto-Cromo | Carboneto de tungstênio inconel cobalto-cromo de aço inoxidável |
| Precisão | ± 0,025 mm | ± 0,100 mm | ± 0,200 mm |
| Propriedades mecânicas | Muito bom | Muito bom | Bom |

Regras gerais
Selecionar a tecnologia certa para sua aplicação é crucial e pode ser resumido às seguintes regras básicas:
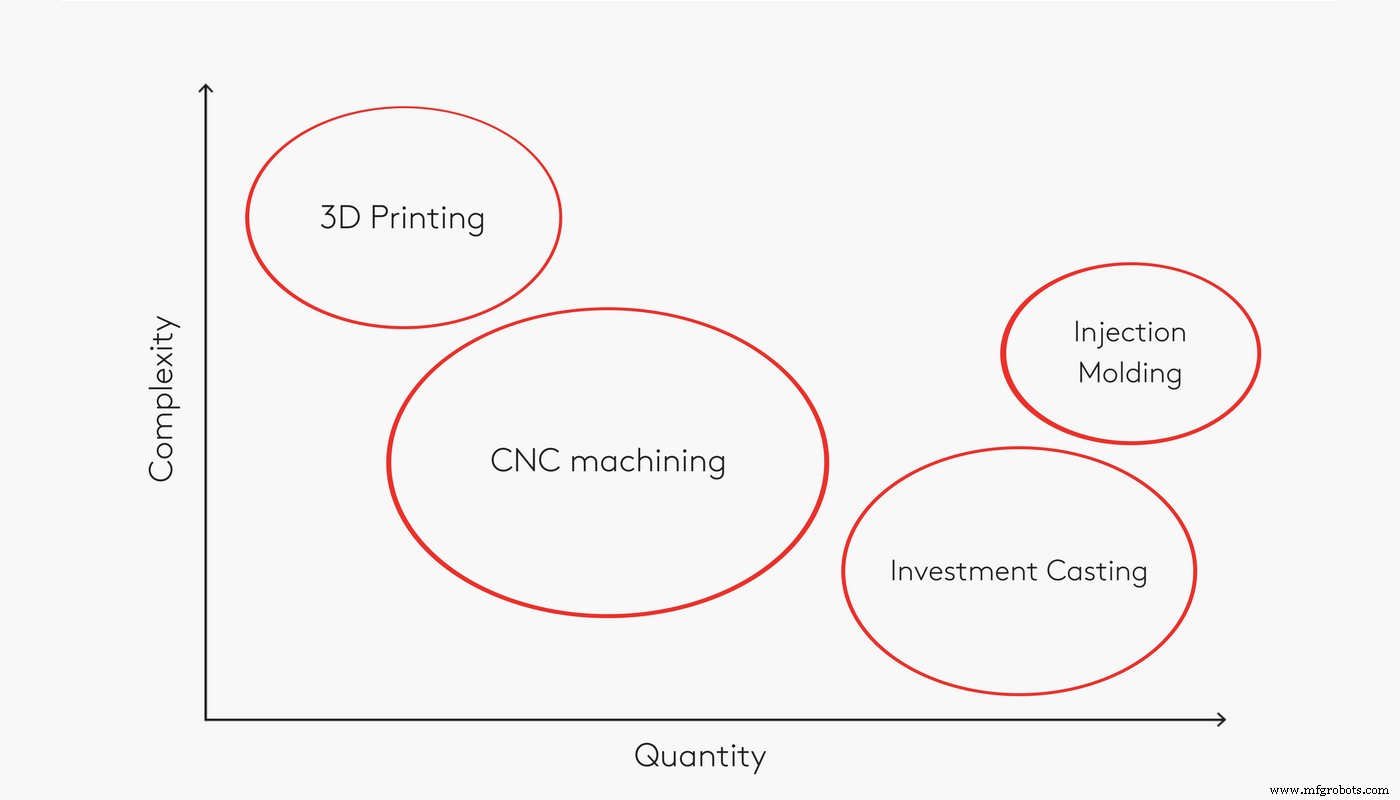
- A usinagem CNC é mais adequada para quantidades médias a altas (menos de 250-500 peças) e geometrias relativamente simples.
- A impressão 3D geralmente é melhor para pequenas quantidades (ou protótipos únicos) e geometrias complexas.
- Ao considerar metais, o CNC pode ter preços competitivos mesmo para quantidades baixas, mas as limitações de geometria ainda se aplicam.
- Quando as quantidades são altas (mais de 250 - 500 peças), outras tecnologias de conformação são mais adequadas.
impressao 3D
- Impressão 3D vs. Usinagem CNC de Peças Plásticas
- Usinagem CNC de 5 eixos
- Usinagem CNC vs. Impressão 3D – O que você prefere?
- Serviço de usinagem CNC personalizado
- Usinagem CNC de acrílico
- Controle de qualidade em usinagem CNC
- Peças personalizadas de usinagem CNC
- Usinagem CNC de peças grandes
- Usinagem CNC x Moldagem por injeção
- Usinagem CNC de polímeros